Hàn 3F không vát mép - Hàn TIG
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (839.23 KB, 19 trang )
Giáo viên : Nguyễn Văn Tuyên
NHIỆT LIỆT CHÀO MỪNG CÁC THẦY CÔ GIÁO
VỀ DỰ HỘI GIẢNG GIÁO VIÊN DẠY NGHỀ
NĂM 2013
2. Vị trí bài giảng
Modul Hàn TIG nâng cao
PHƯƠNG ÁN BÀI GIẢNG
1. Chuẩn
bị phôi
hàn, vật
liệu hàn
2. Chuẩn
bị thiết bị,
dụng cụ
hàn
3. Gá
phôi hàn
4. Kỹ
thuật hàn
góc ở vị
trí 3F
5. Kiểm
tra chất
lượng
mối hàn
6. An toàn
lao động
và VSPX
4.1
Hàn 3F
không
vát
cạnh
4.2
Hàn 3F
có vát
cạnh
Bài 2: Hàn TIG thép
tấm các bon thấp vị trí
hàn (3G)
Bài 3: Hàn TIG thép
tấm cácbon thấp vị trí
hàn (3F)
Kiểm tra Modul
Bài 1: Hàn TIG thép
tấm các bon thấp vị
trí hàn (2G)
1. Tên bài giảng: Hàn 3F không vát cạnh chi tiết
180 50 4
T
180 50 4
x x
x x
4. Mục tiêu của bài :
Sau khi học xong bài học này người học có khả năng:
Kiến thức:
Kỹ năng:
- Trình bày được kỹ thuật hàn 3F không vát cạnh chi tiết
- Hàn được mối hàn 3F không vát cạnh chi tiết đúng trình tự và
đảm bảo các yêu cầu kỹ thuật.
Thái độ:
- Nghiêm túc học tập, đảm bảo an toàn cho người và thiết bị, có tính tự
giác, độc lập trong công việc
3. Đối tượng giảng dạy: Sinh viên học nghề Hàn trình độ Cao đẳng nghề
180 50 4
T
180 50 4
x x
x x
180 50 4
T
180 50 4
x x
x x
5. Trọng tâm của bài.
6. Phương pháp và phương tiện dạy học
- Phương pháp dạy học:
- Phương tiện dạy học:
Máy vi tính, máy chiếu, màn chiếu, đề cương bài giảng, giáo án,
phấn, bảng.
+ Thuyết trình
+ Trực quan
+ Đàm thoại
+ Thao tác mẫu
Trình tự thực hiện hàn 3F không vát cạnh chi tiết
Máy hàn TIG và các thiết bị đi kèm
+ Nêu vấn đề
+ Giảng giải
180 50 4
T
180 50 4
x x
x x
Dụng cụ nghề hàn
7. Phương án cụ thể
STT Các bước lên lớp Phương pháp dạy học Thời gian
I Ổn định lớp Đàm thoại 1 phút
II Thực hiện bài học
59 phút
1 Dẫn nhập Trực quan + Đàm thoại 2 phút
2 Giới thiệu chủ đề Thuyết trình 4 phút
3 Giải quyết vấn đề 45 phút
I. Lý thuyết liên
quan
Thuyết trình + Giảng giải + Đàm thoại
+ Trực quan
10 phút
II. Trình tự thực
hiện
Thuyết trình + Giảng giải + Đàm thoại
+ Trực quan + Thao tác mẫu
20 phút
III. Thực hành Quan sát 15 phút
4 Kết thúc vấn đề Thuyết trình + Trực quan 6 phút
5 Hướng dẫn tự học. Thuyết trình 2 phút
Tổng 60 phút
Hàn hồ quang tay
Hàn 3F không vát cạnh chi tiết
180 50 4
T
180 50 4
x x
x x
Kiến thức:
Kỹ năng:
- Trình bày được kỹ thuật hàn 3F không vát cạnh chi tiết
- Hàn được mối hàn 3F không vát cạnh chi tiết đúng trình tự và
đảm bảo các yêu cầu kỹ thuật.
Thái độ:
- Nghiêm túc học tập, đảm bảo an toàn cho người và thiết bị, có tính tự
giác, độc lập trong công việc
180 50 4
T
180 50 4
x x
x x
180 50 4
T
180 50 4
x x
x x
1. Kỹ thuật hàn
2. Trình tự thực hiện
3. Thực hành hàn
Nội dung của bài
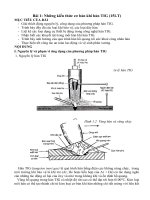
α
β
γ
α = 60
0 ÷
70
0
β = 45
0
γ = 15
0 ÷
20
0
vật liệu
S (mm)
Đường
kính que
hàn phụ
d
qh
(mm)
Đường
kính điện
cực
d
c
(mm)
Cường độ
dòng điện
hàn I
h
(A)
Phần nhô
điện cực
l
đc
(mm)
Lưu
lượng khí
bảo vệ
L
bv
(l/ph)
Tốc độ hàn
v
h
( cm/ph)
1,2 ÷ 2,0 1 ÷ 1,6 1 ÷ 1,6 70 ÷ 80 1,2 ÷ 2,0 6 ÷ 8 30 ÷ 35
3 ÷ 5 2,0 ÷ 2,4 2,0 ÷ 2,4 100 ÷ 110 2 ÷ 3 8 ÷ 10 20 ÷ 30
6 ÷ 8
2,4
2,4 ÷ 3,0 120 ÷ 150 3÷ 4 10 ÷ 12 15 ÷ 20
8 ÷ 12
3,0 3,0
150 ÷ 180 3 ÷ 5 12 ÷ 14 10 ÷ 15
3 ÷ 5 2,0 ÷ 2,4 2,0 ÷ 2,4 100 ÷ 110 2 ÷ 3 8 ÷ 10 20 ÷ 30
I
h
= 100 A
L
bv
= 10 (l/ph)
l
đc
= 3 (mm)
d
qh
= 2,4 mm
d
c
= 2,4 mm
Chú ý:
- Ở đầu đường hàn, khi hồ quang hình thành cần giữ mỏ hàn để
nung kim loại cơ bản đến trạng thái nòng chảy mới thực hiện
bón que hàn phụ.
- Thực hiện đường hàn theo phương pháp hàn trái
- Đầu que hàn không chạm vào điện cực và không vượt ra khỏi
vùng khí bảo vệ.
- Đầu điện cực không chạm vào vũng hàn.
- Kết thúc đường hàn dùng phương pháp chấm ngắt que hàn để
điền đầy chân mối hàn.
cho quá trình hàn
- Điều chỉnh chế độ hàn
I
h
= 100 A
L
bv
= 10 (l/ph)
l
đc
= 3 (mm)
Mối
hàn
lệch
cạnh
Mối
hàn
rỗ
khí
Mối
hàn
cháy
cạnh
Góc nghiêng
β của mỏ hàn
không đúng
Giữ đúng góc
β = 45
0
trong suốt
quá trình hàn
Tăng tốc độ hàn
Phôi hàn bẩn
Mài sạch phôi trước
khi hàn
Lưu lượng khí
bảo vệ không
đủ
Điều chỉnh lưu
lượng khí bảo vệ
Lbv = 10 (l/ph)
Môi trường làm
việc có gió
Che chắn khi hàn
Dao động không
dừng ở hai biên
Dừng lại ở hai biên
Tốc độ hàn thấp