LẬP TRÌNH KHOAN TARO TRÊN MASTERCAM
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (8.33 MB, 47 trang )
Hướng dẫn thực hành MastercamX7
Japan 8/2013
CHƯƠNG 1
DRILL TOOLPATH
[Type the document subtitle] | User
Email:
Page1
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
CHƯƠNG I
DRILL TOOLPATH
1. DRILL TOOLPATH.
3
1.1 Các loại dụng cụ sử dụng trong nguyên công tạo lỗ.
3
1.2Các bước trong chu trình gia cơng lỗ.
3
1.3Ngun lý chung khi viết một chu trình gia cơng lỗ.
5
1.4Đặc điểm và cú pháp của chu trình khoan lỗ G81.
6
1.5Nguyên lý và cú pháp của chu trình khoan lỗ G82.
6
1.6Nguyên lý và cú pháp của chu trình khoan lỗ sâu G83.
7
1.7Nguyên lý và cú pháp của chu trình khoan lỗ sâu G73.
8
1.8 Nguyên lý và cú pháp của chu trình taro ren phải G84.
9
1.9Nguyên lý và cú pháp của chu trình taro ren trái G74.
10
1.10 Đặc điểm của chu trình doa lỗ G85.
10
1.11 Đặc điểm của chu trình doa lỗ G86.
11
1.12 Đặc điểm của chu trình doa lỗ G76.
12
1.13Chế độ cắt trong chu trình gia cơng khoan và doa.
1.13.1 Chế độ cắt trong chu trình gia cơng khoan.
1.13.2 chế độ cắt trong chu trình gia cơng doa.
12
12
13
1.14 Ứng dụng phần mền Mastercam X7 lập trình gia cơng chi tiết
thực tế.
1.14.1 Vẽ lại bản vẽ trên Mastercam.
1.14.2 Lập trình gia cơng trên mastercam Bước 1(khoan tâm)
1.14.3 Bước 2(khoan 8 lỗ Φ 5 sâu 28).
1.14.4 Bước 3 taro 8 lỗ M6 sâu 20 và Xuất chương trình NC với mã
lệnh G84.
1.14.5 Bước 4 khoan 8 lỗ Φ13 thơng.
1.14.6 Tóm lược:
Email:
14
14
18
35
39
2
46
Page2
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
1. DRILL TOOLPATH.
Con người ta từ xa xưa bắt đầu cũng từ ăn lông ở lỗ mà ra, 1/2 thế giới này đa số nhiều
người đều thích, tơi cũng khơng loại trừ trong số đó. Bởi lý do quan trọng đó nên tơi chọn
ngun công tạo lỗ là đầu tiên.
Nào chúng ta bắt đầu các bạn, nhưng trước khi bắt đầu đọc cuốn sách này tơi có một
số điểm các bạn cần biết, cuốn tài liệu này tôi viết dựa trên kiến thức đã học, tôi sẽ kết
hợp kiến thức về gia công cơ khí như vật liệu, phương pháp gá đặt, đặc biệt là chế độ cắt
trong gia cơng cơ khí, đây là một điểm mới trong cuốn tài liệu này mà hầu như các cuốn
tài liệu khác không viết, các bạn cứ tưởng tượng đơn giản phần mềm nó là một cái BÚT
TỐT, nhưng trong đầu khơng có một chút kiến thức nào về gia cơng cơ khí thì với cái
BÚT TỐT kia bạn sẽ viết ra những gì trên giấy, nếu các bạn bám sát cuốn giáo trình này
và làm theo những gì tơi hướng dẫn chắc chắn sẽ gỡ rối được những thắc mắc cũng như
giúp ích cho các bạn trong cơng việc gia cơng cơ khí hiện tại và tương lai.
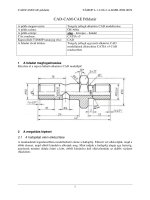
1.1 Các loại dụng cụ sử dụng trong nguyên công tạo lỗ.
Khoan là một trong số các phương pháp gia công cắt gọt lấy phoi nhanh nhất, vậy các
loại dao dùng trong gia công khoan là những loại dao nào, trên hình1-1 chúng ta thấy từ
bên trái sang lần lượt là mũi khoan tâm, mũi khoan ruột gà, mũi khoan có gắn insert.
Hình 1-1.
1.2Các bước trong chu trình gia cơng lỗ.
Trong gia cơng lỗ nhìn chung có các chuyển động chạy dao như trên hình 1-2.
Email:
Page3
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-2
Trên mastercam X7 lệnh gia cơng lỗ Drill như hình 1-3 dưới.
Hình 1-3.
Phương pháp gia công lỗ trên máy CNC bao gồm các dạng chu kì gia cơng sau:
o G81 – Khoan tâm, khoan lỗ cạn.
Email:
Page4
Hướng dẫn thực hành MastercamX7
o
o
o
o
o
o
o
o
Hoàng Văn Thiệu
G82 – Khoan làm bong lỗ, Khoét bằng đầu lỗ.
G83 – Khoan sâu lùi dao ra đến mặt phẳng Retract.
G73 – Khoan sâu bẻ phoi.
G84 – Taro ren phải.
G74 – Taro ren trái.
G85 – Doa lỗ với việc tiến vào lùi ra ăn dao.
G86 – Doa lỗ với việc dừng quay ở cuối hành trình rồi lùi nhanh ra.
G76 – Doa tinh.
1.3Nguyên lý chung khi viết một chu trình gia cơng lỗ.
G90 (G91) G98 (G99) G8(?) X_Y_Z_R_P_Q_F_K_;
? = Ký hiệu thay thế, có thể bằng 1,2,3,4,5,6,7,8,9.
X_Y_ : dữ liệu vị trí lỗ trong mặt phẳng XY trên cao độ xuất phát
Z_: Cao độ Z điểm cuối của lỗ
R_ : Cao độ an toàn R
P_: Thời gian dừng cuối hành trình (dùng trong G82, G84, G74, G87, G88, G89), tính
bằng giây(s)
Q_: Bước ăn dao khi khoan sâu (dùng trong G83, G73)
F_ : Lượng chạy dao khi khoan , tính bằng mm/ph.
K_: Số lần lặp lại chu trình ( phải đi kèm với G91). Nếu khơng viết K, hệ thống cho là
K=1.
Nếu lập trình tuyệt đối (G90), việc khoan sẽ thực hiện K lần tại một vị trí.
o Nếu dùng cú pháp G90, R và Z sẽ được tính từ gốc tọa độ (hình 1-4).
o Nếu dùng cú pháp G91, R sẽ được tính từ mặt phẳng xuất phát, cịn Z sẽ tính từ
độ cao R.
Hình 1-4.
o Nếu dùng G98, sau khi gia công lỗ xong, lỗ dao sẽ di chuyển lên cao độ xuất phát
Và duy chuyển sang vị trí lỗ cần gia cơng tiếp theo
o Nếu dùng G99, sau khi gia công xong lỗ dụng cụ cắt sẽ di chuyển lên cao độ an
toàn R, ở câu lệnh này giảm được thời gian gia công so với G98 nhưng cần chú ý
trên đường dao di chuyển có thể dao sẽ gặp phải đồ gá, chúng ta cần linh hoạt
trong việc lựa chọn.2 câu lệnh này thể hiện trên hình 1-5.
Email:
Page5
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-5.
1.4Đặc điểm và cú pháp của chu trình khoan lỗ G81 (hình 1-6).
Dụng cụ cắt chạy dao nhanh đến tọa độ lỗ cần gia cơng, hạ chiều cao Z đến cao độ an
tồn R sau đó tiến dao vào theoLượng chạy dao khi khoan mặc định Ftính bằng mm/ph
Hình 1-6
1.5Ngun lý và cú pháp của chu trình khoan lỗ G82 (hình 1-7).
Dao di chuyển với lượng chạy dao F đến hết lỗ thì ngừng di chuyển xuống một thời
gian P tính bằng giây (s), sau đó rút dao nhanh ra ngồi (thời gian dừng cuối lỗ làm cho
lỗ được bóng hơn) ứng dụng của chu trình này dùng vát mép lỗ, làm bằng đáy lỗ, làm
bóng lỗ.
Email:
Page6
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-7.
Hình 1-8.
1.6Ngun lý và cú pháp của chu trình khoan lỗ sâu G83.
Từ cao độ an toàn R, mũi khoan ăn vào chậm một khoảng bằng giá trịQ rồi lùi nhanh
ra đến cao độ an tồn R để thốt phoi, sau đó di chuyển nhanh xuống lỗ đang gia công
cách đáy lỗ một đoạn Lthì bắt đầu ăn chậm vào một khoảng R+Q, sau đó lại lùi nhanh ra
cao độ an tồn R. Quá trình tiếp tục cho đến khi hết độ sâu Z. Nếu độ sâu từ R đến Z
không chia hết cho Q, phần không chia hết sẽ thực hiện cuối cùng. Sơ đồ khoan sâu G83
cho trên hình 1-9.Trình tự lên xuống theo chiều mũi tên.
Email:
Page7
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-9.
1.7Ngun lý và cú pháp của chu trình khoan lỗ sâu G73.
Tương tự như chu trình G83, chỉ khác một chút sau khi đi một đoạn Q thì lùi nhanh ra
1 đoạn bằng L chứ khơng ra đến cao độ an tồn R, sau đó ăn chậm vào một đoạn bằng
Email:
Page8
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
Q+L, rồi lại lùi nhanh ra một đoạn bằng L. Qúa trình cứ tiếp tục như vậy cho đến khi hết
lỗ. Khi khoảng cách từ Rđến Z khơng chia hết cho Q, thì phần không chia hết sẽ thực
hiện cuối cùng. Sơ đồ khoan sâu G73 cho trên hình 1-10.
Hình 1-10.
1.8 Nguyên lý và cú pháp của chu trình taro ren phải G84.
Từ trên cao độ xuất phát, trục chính bắt đầu quay theo chiều kim đồng hồ M03 (CW=
Clockwise), di chuyển nhanh tới cao độ an toàn R, rồi di chuyển chậm xuống với lượng
ăn dao F (= bước ren x số vòng quay ). Đến độ sâu Z thì dừng lại một thời gian P, rồi
quay ngược chiều kim đồng hồ M04 và lùi ra, cũng với lượng chạy dao F như khi vào.
Đến cao độ an tồn R thì dừng lại một thời gian P , rồi quay ngược lại (tức theo chiều
kim đồng hồ M03). Sơ đồ gia công ren nhưhình 1-11.
Hình 1-11.
Email:
Page9
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
1.9Nguyên lý và cú pháp của chu trình taro ren trái G74.
Tương tự như G84, nhưng chiều quay khi vào và ra thì ngược lại với G84 . Sơ đồ taro
ren trái G74 hình 9-11.
G74 X_Y_Z_R_P_F_K_ ;
X_ Y_ : Tọa độ lỗ trong mặt phẳng XY
Z_: cao độ Z điểm cuối hành trình
R – : Cao độ an toàn R
P_ : Thời gian dừng cuối hành trình tính bằng giây (P1000 = 1s)
F_ : lượng chạy dao mm/ph. F = bước ren X số vịng quay S
Hình 1-12.
1.10 Đặc điểm của chu trình doa lỗ G85.
Từ cao điểm xuất phát dao di chuyển nhanh G00 tới điểm R, rồi di chuyển chậm với
lượng ăn dao F tới điểm Z. Không dừng ở cuối hành trình, dụng cụ cắt lùi chậm ra ngồi
cũng với lượng ăn dao như lúc vào, trong khi trục chính vẫn quay. Hình dạng lưỡi doa và
sơ đồ di chuyển cho trên hình 1-13.
Email:
Page10
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-13
1.11 Đặc điểm của chu trình doa lỗ G86.
Chu trình cũng dùng doa lỗ như G85, nhưng với một khác biệt là đến cuối hành trình
thì trục chính ngừng quay, rồi rút nhanh ra. Việc này để lại một vết thẳng trên mặt lỗ gia
cơng. Hình dạng dụng cụ cắt và sơ đồ di chuyển cho trên hình 1-14
Hình 1-14
Email:
Page11
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
1.12 Đặc điểm của chu trình doa lỗ G76.
Chu trình này giống như G86, nhưng với một khác biệt là ở cuối hành trình, sau khi
ngừng quay thì lùi ra cách mặt lỗ gia cơng một khoảng bằng q, sau đó mới lùi nhanh ra
ngoài . Sơ đồ di chuyển dụng cụ cắt cho trên hình 1-15.
Hình 1-15
1.13Chế độ cắt trong chu trình gia cơng khoan và doa.
1.13.1Chế độ cắt trong chu trình gia công khoan.
Trong gia công lỗ các thông số cần thiết cần nhập vào phần mềm là Svg/ph (số vòng
quay trục chính) F mm/ph (lượng chạy dao trong gia cơng khoan) thời gian dừng cuối
hành trình P(Dwell) chúng ta chỉ việc áp dụng các cơng thức trên hình 1-16 mà khơng
cần phải chứng minh sẽ ngay lập tức có được các thơng số mong muốn (các cơng thức
trên trích trong cuốn Sandvik Technical Guide 2010của hãng chế tạo dao nổi tiếng
Sandvik).
Email:
Page12
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-16.
1.13.2 chế độ cắt trongchu trình gia cơng doa.
Tương tự như chế độ cắt trong chu trình khoan, ta cần tra catalog để được các thơng số
Fn, Vc từ đó suy ra các thông số S và F cần nhập vào phần mềm cơng thức được thể hiện
trên hình 1-17chú ý rằng khi doa ta cần quan tâm là độ bóng bề mặt cần doa như thế nào,
cấp chính xác và chiều cao nhấp nhơ là bao nhiêu để từ đó lựa chọn bước tiến dao, tốc độ
quay trục chính và bán kính mũi dao các bạn tham khao công thức dưới, chú ý bước tiến
được tính là mm/vg (dống gia cơng tiện) Rmax là chiều cao nhấp nhơ, Re là bán kính mũi
dao với dao gắn inset, bán kính R với dao cầu
Email:
Page13
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-17.
1.14 Ứng dụng phần mền Mastercam X7 lập trình gia cơng chi tiết
thực tế.
Ứng dụng Mastercam X7 để lập trình gia cơng lỗ rất là tiện lợi và dễ dàng. Những chu
trình gia công lỗ mà Mastercam X7 tự động tạo được là G81, G82, G83, G74, G84, G85,
G86, G76.Để thực hành phần này chúng ta giả sử cần gia công chi tiết như trên hình 118ta tiến hành số hóa bản vẽ này trên phần mềm Mastercam X7
Hình 1-18.
1.14.1 Vẽ lại bản vẽ trên Mastercam.
Ở tài liệu này tôi không đi sâu vào hướng dẫn cụ thể các công cụ vẽ mà xem như các
bạn đã biết, hiện tại trên các nhà sách bán rất nhiều loại sách hướng dẫn sử dụng
Email:
Page14
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
Mastercam phần cơ bản, hoặc trên internet cũng có rất nhiều, ở đây tơi khơng đi vào
hướng dẩn cách vẽ cũng như giải thích các lệnh vẽtơi sẽ hướng dẫn phần lập trình gia
cơng và cố gắng thể hiện trình tự các bước bằng hình ảnh để người đọc dễ hiểu nhất, các
bạn hãy nhìn kỹ các chú thích ghi ngay trên màn hình làm việc, nào chúng ta bắt đầu
Khởi động Mastercam X7 ta vào mơi trường làm việc của Mastercamhình1 -19, giới
thiệu sơ lược về dao diện màn hình làm việc
Vùng 1
Vùng menu bar.
Vùng 2
Vùng thanh công cụ Toolbar.
Vùng 3
Vùng chứa các thanh công cụ sử dụng thường xuyên.
Vùng 4
Vùng menu phụ.
Vùng 5
Vùng điều khiển đường chạy dao và quá trình tạo hình.
Vùng 6
Vùng dịng nhắc lệnh, hỏi đáp.
Email:
Page15
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Hình 1-19
Lớp là một công cụ tổ chức hàng đầu trong Mastercam. Ta cần quản lý lớp level để ta
dễ dàng quản lý các nét vẽ, ẩn hiện chúng sau này, để làm điều này ta truy cập vào hộp
thoại Level Manager các bước thực hiện như sau:
Truy cập vào level trên menu phụ
hình 1-20.
hộp thoạiLevel Manager xuất hiện như
Hình 1-20
Email:
Page16
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
Sau khi thiết lập xong level ta tiến hành vẽ chi tiết trên mastercam , xong hiệu chỉnh
ghi kích thước được như Hình 1-21.
Hình 1-21
Tiến hành khối hóa chi tiết như Hình 1-22 cho các bạn dễ hình dung chi tiết chúng ta
cần gia cơng sẽ có hình dạng như thế nào, tuy nhiên các bạn không cần làm việc này, ở
bản vẽ này chỉ cần hình 2D là đủ.
Hình 1-22
Nhìn trên bản vẽ có ghi vật liệu FC250 ở đây tơi giả sử đổi vật liệu là S45C để tiện
cho việc tính tốn sau này, ta xem như chi tiết đã được phay 6 mặt đạt kích thước
170x260x40, phay xung quanh chu vi đạt R35 ,R13, phay hạ 2 bậc đạt chiều cao 20 phần
Email:
Page17
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
này tơi sẽ trình bày ở chương 2 phay contour 2D, ở nguyên công này ta tiếnhành các
bước sau.
1. Khoan tâm 10 lỗ.
2. Khoan 4 lỗ Φ 13 ( chú ý có khoan ở 2 cao độ khác nhau).
3. Khoan rộng 2 lỗ Φ 16 thơng.
4. Chạy Circle Mill 2 lỗ Φ32.5 đạt kích thước Φ32 chừa dư 0.5 để doa (phần này sẽ
được trình bày ở chương 3Circle Paths).
5. Doa lỗ Φ32 đạt kích thước Φ32.5 thơng suốt.
6. Khoan 8 lỗ Φ5đạt chiều sâu 28.
7. Taro 8 lỗ M6 sâu 25.
Vậy là trong nguyên công này ta sẽ được học tổng hợp khoan tâm, khoan rộng lỗ, doa,
taro, và mỗi phần sẽ có đưa ra ln chương trình gia cơng kèm theo để các bạn dễ hình
dung , nào chúng ta bắt đầu.
1.14.2
Lập trình gia cơng
mastercamBước 1(khoan tâm)
trên
1. Chọn
ngay lập tức
xuất hiện hộp thoại Enter new NC name bạn
đăt tên cho chương trình gia công này là
khoan tâm sau do chọn
để kết thúc việc
khai báo tên chương trình
cnc ngay lập tức xuất hiện
hộp thoại Drill point
selectionhình 1-23
2. Chọn
. Hệ
thống yêu cầu chọn vị trí
điểm tâm cung trịn trên
màn hình đồ họa bằng tay
3. Chọn tâm 8 lỗ M6 và 2
lỗ Φ32.5
4. Nhấn phím Enter, chấp
nhận dung sai 0.02 mm.
Sau đó nhấn
để kết
thúc hộp thoại này.
Hình1-23
Email:
Page18
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
5. Hộp thoại
xuất hiện như hình 1-23 với các
chú thích kèm theo ta tạm gọi là các vùng để bạn dễ nhận biết và tiện cho việc gọi
tên sau này, ở đây ta chưa vội điều chỉnh gì cả.
Hình 1-23
6. Trên vùng 1ta chọn Tool
để lựa chọn dụng cụ cắt (mũi khoan tâm).
Kết quả phải được như trên hình 1-24.
Hình 1-24
Email:
Page19
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
7. Sau khi chọn
thì hộp thoại
chúng ta chọn
để
chọn mũi khoan tâm, hộp thoại
xuất hiện, lựa chọn mũi khoan tâm
xong chọn ok,thứ tự lựa chọn lần lượt như hình 1-25ta chọn mũi khoan tâm
đường kính Dc là 10 chiều dài 50 số lưỡi cắt là 2.
Hình 1-25
8. Ta tạm thời chấp nhận chọn
ở hộp thoại
bạn sẽ thấy xuất hiện các đường chạy dao gia công như hình 1-26, ở bước chọn
máy gia cơng tơi chưa hề đề cập đến việc chọn vật liệu phơi vì ý đồ của tôi để đến
bước này chọn lựa luôn kết hợp với tính tốn chế độ cắt tự động trên phần mềm
mastercam một trong những điểm mạnh tích hợp trên phần mền đầy tính năng này.
hình 1-26
9. Trên màn hình đồ họa tại hộp thoại
Email:
ta chọn lần lượt thứ tự như
Page20
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
hình 1-27
Trên hìnhhình 1-27 trên hộp thoại
tại thẻ Material ta
pick chọn Select sau đó chọn lần lượt theo thứ tự từ 1-3 như hình 1-28 ở bước1
chọn milimet, bước2 chọn trong thư viện phay, ở bước3 chọn thép ký hiệu 1030200 tương úng với thép ở Việt Nam ký hiệu làC45. Dưới đây là một số ký hiệu
thép trong thư viện mastercam được chuyển đổi sang mác thép tương ứng của
nhật mà ở Việt Nam ta hay dùng, trích trong bảng vật liệu cuốn Sandvik
Technical Guide 2010của hãng chế tạo dao Sandviktrong bảng hình 1-29
hình 1-28
Ký hiệu trong mastercam
1030-200
303-STANILESS
304-STAILNESS
A2-225
H13
4140-400
Theo tiêu chuẩn JS của
nhật
S45C
SUS303
SUS304/ SUS304LN
SKD12/SKD2
SKD61
SCM440/SCM440H
hình 1-29
Email:
Tiêu chuẩn việt nam
C45
INOX303
THÉP THƯỜNG CT3
Page21
Hướng dẫn thực hành MastercamX7
Hoàng Văn Thiệu
Ở bước 3 trên Hình 1-28ta pick đơi vào vật liệu
hộp thoại
xuất hiện như hình 1-30
thì ngay lập tức
Hình 1-30
Tới đây ta tạm chấp nhận các lựa chọn này và chọn
thoại
và
để trở về hộp thoại
như hình 1-27.
để thốt khỏi hộp
10. Tạo phơi.
Chúng ta đang ở hộp thoại
chúng ta chọn sang thẻ
như hình1-28 hoặc nếu các bạn đã lỡ thốt ra ngồi rồi thì trên hộp thoại
bạn chọn vào
hộp thoại
xuất
hiện và cho ta tới ngay thẻ
, các chú thích có trên hình 1-28 và bảng dưới
Email:
Page22
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
hình1-28
Trong thẻ
cịn có một số giải thích cho ở bảng dưới các bạn nhớ đọc kỹ và
thử lựa chọn cho biết.
Trong thẻ hình dạng phơi Shape có thể thiết lập theo 4 cách:
Dạng chữ nhật,khi chọn dạng phơi này hình dạng
phơi sẽ hiển thị với 3 kích thước theo phương
x,y,z.
Phơi sẽ là mơ hình solid mà bạn đã thiết kế sẵn
trên môi trường Mastercam hiện hành.Trường
hợp này bạn phải chỉ định mơ hình solid có trên
Email:
Page23
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
màn hình đồ hoạ bằng cách chọn mũi tên bên
cạnh,mastercam sẽ đưa bạn vào môi trường đồ
họa để bạn tiến hành chọn khối solid.
Phôi dạng lăng trụ trịn,khi bạn chọn
vào đây bạn có thể tạo phôi trụ theo 3
phương x,y,z tuỳ vào trường hợp làm
việc.Có 2 thơng số quyết định kích
thước phơi đó là đường kính phơi và
chiều dài phơi.
Đường dẫn tới file
Chiều cao
Đường kính
Như ở trên tơi chọn phơi đã qua gia cơng bằng
một số thủ thuật tạo khối tôi tại ra chi tiết và lưu
lại phôi dạng .Stl
phôi được thiết lập đến một file có sẵn
với định dạng Stl.Đối với dạng phơi
này thơng thường sẽ có dạng như phơi
đúc,hoặc phơi đã qua gia công.
Bạn làm như sau, vào
ở hộp
thoại này đặt tên phơi
Tại ơ
file lưu là
bạn chọn định đạng
Kích thước
theo Y
Nhận vùng bao trên màn hình đồ hoạ
làm phơi.Lưu ý là trên màn hình chỉ có
mơ hình gia cơng,nếu có các đối tượng
khác,việc xác định vùng biên của phôi
sẽ bao gồm luôn các đối tượng không
cần thiết cho việc tạo phôi.
Tọa độ
tâm phơi
Kích thước
theo X
Chiều cao
phơi
Định nghĩa vùng giới hạn phơi theo 2 đỉnh góc
chéo của phơi.Với cách định nghĩa này bạn sẽ 3
kích thước theo X,Y,Z sẽ được cập nhật trên
vùng thiết lập kích thước phơi.Cách định nghĩa
vùng giới hạn của phôi này chỉ dùng được cho
trường hợp phôi của bạn có dạng hình hộp chữ
nhật.
Email:
Page24
Hướng dẫn thực hành MastercamX7
Hồng Văn Thiệu
Như ở trên tơi chọn phôi đã gia công sẵn sau khi chỉ đường dẩn đến file đã lưu rồi chọn
ok ta có hình đạng phơi như hình 1-29 trên hình có chú thích cách mà mastercam cho
phép ta ẩn hiện phôi để quá trình thao tác trên màn hình đồ họa được dễ dàng hơn.
hình 1-29
11. Chúng ta trở lại hộp thoại
hình 1-24 để thiết
lập tiếp các thông số cắt gọt trong hộp thoại này. Trên màn hình đồ họa ta pick
chuột chọn
trên hộp thoại
thứ tự thực hiện như hình1-30
Hình 1-30
Tơi chọn đầu BT40 từ thư viện có sẵn của mastercam việc chọn đầu kẹp đúng có ý
nghĩa rất lớn nếu bạn gia cơng các chi tiết có các độ cao khác nhau hoặc các mặt phức tạp,
gia công trên máy 5 trục giúp bạn tính tốn và biết được cán dao cũng như đầu kẹp dao
có va vào chi tiết hoặc đồ gá hay khơng, trên hình 1-30ta chọn
thì xuất hiện hộp
Email:
Page25