Bai giang modud 38 han duoi thuoc
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.2 MB, 26 trang )
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
BÀI GIẢNG MÔ ĐUN 38
(HÀN TỰ ĐỘNG DƯỚI THUỐC)
BÀI 1: VẬN HÀNH, SỬ DỤNG THIẾT BỊ HÀN TỰ ĐỘNG DƯỚI THUỐC
I. Mục tiêu của bài:
Sau khi học xong bài này người học sẽ có khả năng:
- Trình bày đúng nguyên lý, đặc điểm của hàn tự động dưới lớp thuốc bảo vệ;
- Nắm được cấu tạo và nguyên lý làm việc của máy hàn tự động dưới thuốc;
- Nhận biết đầy đủ các thuốc hàn, dây hàn dùng trong hàn tự động dưới lớp thuốc bảo
vệ.
- Vận hành, sử dụng thiết bị hàn tự động dưới lớp thuốc thành thạo đúng quy trình quy
phạm kỹ thuật;
- Xử lý an toàn một số sai hỏng thông thường khi vận hành, sử dụng máy hàn tự
động dưới lớp thuốc;
Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng.
II. Nội dung bài
1. Nguyên lý và đặc điểm hàn tự động dưới lớp thuốc bảo vệ
1.1. Nguyên lý hàn hồ quang dưới lớp thuốc
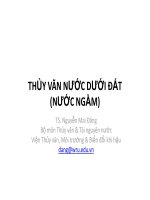
Nguyên lý của quá trình hàn hồ quang dưới lớp thuốc được trình bày trên hình
vẽ. Hàn hồ quang dưới lớp thuốc (gọi tắt là hàn hồ quang dưới thuốc) là một quá
trình hàn hồ quang trong đó một hoặc nhiều hồ quang hình thành giữa một hoặc nhiều
điện cực (dây hàn) và kim loại cơ bản. Một phần lượng nhiệt sinh ra trong hồ quang
điện làm nóng chảy điện cực, một phần đi vào kim loại cơ bản và tạo thành mối hàn.
Phần nhiệt còn lại nung chảy thuốc hàn, tạo thành lớp xỉ và khí bảo vệ hồ quang và
kim loại nóng chảy.
ống tiếp xúc
Xỉ hàn
Vòi cấp thuốc hàn
Thuốc hàn
Hồ quang
Lỏng
Rắn
Mối hàn
Vùng ảnh huởng nhiệt
Huớng hàn
Vật hàn
Hình 1 Nguyên lý quá trình hàn dưới lớp thuốc
Biên soạn: Hoàng Ngọc Lâm
1
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
1.2. Đặc điểm của quá trình hàn hồ quang dưới lớp thuốc
So với hàn hồ quang tay, có sự khác biệt đáng kể trong lượng nhiệt truyền vào
kim loại cơ bản. Một phần thuốc hàn không sử dụng hết sẽ được tái sử dụng thông
qua hệ thống thu hồi thuốc hàn. Hệ thống điều khiển bảo đảm cấp đều dây hàn xuống
vùng hồ quang thông qua cơ cấu cấp dây hàn. Quá trình hàn dưới lớp thuốc có thể
được thực hiện theo phương pháp tự động hoặc bán tự động.
Những ứng dụng tiêu biểu của hàn dưới lớp thuốc trong chế tạo các kết cấu tấm
dày là hàn bình áp lực, đường ống, bể chứa, kết cấu lớn, tàu biển, toa xe lửa…
*. ưu, nhược điểm của hàn hồ quang dưới lớp thuốc
a. ưu điểm
- Không phát sinh khói; hồ quang kín, do đó làm giảm thiểu nhu cầu đối với trang
phục bảo hộ của thợ hàn. Không đòi hỏi kỹ năng cao của thợ hàn; điều kiện lao động
thuận lợi.
- Chất lượng kim loại mối hàn cao. Bề mặt mối hàn trơn và đều, không có bắn toé kim
loại. Chất lượng mối hàn cao hơn so với hàn hồ quang tay do hình dạng và bề mặt
mối hàn tốt. Tiết kiệm kim loại do sử dụng dây hàn liên tục.
- Tốc độ đắp và tốc độ hàn cao. Có năng suất cao hơn từ 5÷10 lần so với hàn hồ
quang tay (dòng điện hàn và tốc độ hàn cao hơn, hệ số đắp lớn). Vùng ảnh hưởng
nhiệt nhỏ, ít biến dạng sau khi hàn. Dễ tự động hoá.
b. Nhược điểm
- Đòi hỏi kim loại cơ bản và vật liệu hàn phải sạch hơn so với hàn hồ quang tay.
Chuẩn bị trước khi hàn công phu hơn.
- Khôntg thể quan sát trực tiếp vũng hàn. Chỉ hàn được ở tư thế hàn sấp, với các
đường hàn tương đối đơn giản (thẳng, tròn quay).
- Thiết bị hàn có giá thành cao.
Biên soạn: Hoàng Ngọc Lâm
2
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
2. Thiết bị hàn tự động dưới lớp thuốc bảo vệ
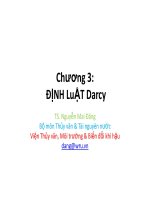
2.1 Sơ đồ thiết bị hàn hồ quang tự động dưới lớp thuốc bảo vệ
2
1
3
7
4
6
5
Hình 2: Sơ đồ thiết bị hàn hồ quang dưới lớp thuốc bảo vệ
1. Cuộn dây hàn
2. Thùng thuốc hàn
3. Nguồn điện hàn
4. Cáp hàn
5. Kim loại
6. Ray hàn
7. Xe hàn
2.2. Cấu tạo chung của thiết bÞ hµn tù ®éng dưới thuốc
a. Nguồn điện hàn (máy hàn):
Có thể giống như trường hợp thiết bị hàn bán tự động (ví dụ, nguồn chỉnh lưu một
chiều có đặc tuyến thoải, dòng điện hàn 600A và chu kỳ tải 60%). Nếu cần dòng cao
hơn, nên dùng máy chỉnh lưu có đặc tuyến thoải Imax = 1200A và chu kỳ tải 60%
(tương đương I = 1000A và chu kỳ tải 100%). Tốc độ cấo dây quyết định dòng điện
hàn. Loại nguồn này dễ gây hồ quang.
Máy hàn tiêu biểu bao gồm: biến áp hàn, bộ chỉnh lưu, cuộn cản, quạt làm mát,
bộ phận bảo vệ, biến áp điều khiển và contactor dòng hàn. Mọi điều khiển thực hiện ở
mặt trước máy.
Biên soạn: Hoàng Ngọc Lâm
3
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
b. Xe hàn (xe tự hành chứa đầu hàn):
Có hai bánh truyền động phía sau, 2 bánh bị động phía trước và động cơ đẩy và hộp
giảm tốc. Tốc độ xe được đặt bằng tay từ 0,2 – 1,5 m/phut (điều chỉnh điện tử).
Hướng đi của xe được đặt trước bằng công tắc. Xe có thể làm cho đầu hàn thực hiện
dao động ngang.
c. Cần đỡ đầu hàn và đầu hàn:
Có thể điều chỉnh chính xác chiều cao đầu hàn và góc nghiêng của nó (cho hàn liên
kết chữ T, nghiêng 450). Đầu hàn chứa bộ phận nắn và cấp dây từ cuộn dây vào ống
tiếp xúc (có chức năng dẫn dòng điện hàn). Bộ cấp dây gồm động cơ một chiều, 4 trục
đẩy dây, hộp giảm tốc và cuộn dây hàn. Có thể dùng núm điều khiển trên tủ điều
khiển để thay đổi liên tục tốc độ cấp dây từ 0,1 – 7,5 m/phut (tốc độ này được điều
khiển bằng điện tử). Đầu hàn thường bao gồm cả bộ phận đầu dẫn hướng để dò vị trí
rãnh hàn ở phía trước mối hàn. Một số thiết bị hiện đại còn sử dụng các đầu dò laser.
Ngoài ra đầu hàn còn được gắn phễu chứa thuốc hàn.
Biên soạn: Hoàng Ngọc Lâm
4
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
d. Bảng điều khiển:
Nằm trên xe hàn; chế độ hàn được điều khiển từ mặt trước của bảng. Bảng điều khiển
bao gồm đồng hồ chỉ tốc độ xe hàn (m/min), ampe kế và vôn kế; chiến áp để đặt tốc
độ xe hàn và tốc độ cấp dây; công tắc đổi chiều của xe hàn; cơ cấu điều chỉnh dây lên
xuống; nút khởi động và tắt.
e. Thiết bị phụ trợ
Các trang thiết bị phụ trợ được dùng tuỳ từng trường hợp và có thể bao gồm:
+ Đường ray cho xe hàn (dùng cho mối hàn thẳng)
+ Bộ gá lắp đặc biệt khi xe hàn chuển động trực tiếp trên vật hàn
+ Bộ thu hồi thuốc hàn dùng chưa hết
+ Đồ gá vật hàn và xe hàn
3. Vật liệu hàn
Với hàn dưới lớp thuốc, vật liệu hàn (bao gồm dây hàn và thuốc hàn) có ảnh hưởng
quyết định đến tính chất kim loại mối hàn.
3.1.Thuốc hàn
a. Tác dụng của thuốc hàn
* Bảo vệ vũng hàn khỏi tác động của không khí từ bên ngoài,
* Cải thiện sự ion hóa tạo ổn định hồ quang,
* Tính luyện kim loại vũng hàn (khử lưu huỳnh),
* Hợp kim hóa mối hàn (hoàn nguyên Mn và Si, và các nguyên tố hợp kim
khác vào kim loại mối hàn nếu là thuốc hàn gốm),
* Tạo dáng mối hàn,
* Bảo vệ thợ hàn khỏi tác dụng bức xạ của hồ quang,
* Chống bắn tóe kim loại nóng chảy.
Biên soạn: Hoàng Ngọc Lâm
5
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
b. Kí hiệu thuốc hàn:
Tiêu chuẩn IIW- 545-78 “phân loại và ký hiệu dây hàn và thuốc hàn cho hàn dưới lớp
thuốc thép kết cấu” của Viện Hàn Quốc về phân loại thuốc hàn như bảng 3-1.
Bảng 1-1: ký hiệu thuốc hàn theo Viện Hàn quốc tế IIW
Ký
Thành phần chính
hiệu
MS
Loại
Mn + SiO2
50% min.
Mn silicat
CS
CaO + MgO + SiO2
60% min.
Ca silicat
ZS
AR
ZrO2 +SiO2
Al2O3 + TiO2
30% min.
15% min.
Zr silicat
Oxit nhôm – rutil
AB
Al2O3 + CaO + MaO
45% min.
Oxit nhôm – bazơ
FB
Al2O3
CaO + MgO +MnO + CaF2
20% min.
50% min.
Bazơ - fluorit
SiO2
20% max.
CaF2
15% min
TS
Chứa chất hợpkim hóa (kimloại)
Đặc biệt
Ngoài ra còn có các ký hiệu viết tắt, chỉ loại thuốc hàn như sau:
F (fused): loại nung chảy;
B (bonded): loại liên kết, tức là thuốc hàn gồm;
M (mechanically mixed): loại trộn hôn hợp cơ học (loại thiêu kết);
Trong bảng 1-1, MS, CS, ZS, AR, AB, FB là các loại thuốc hàn không có đặc tính
hợp kim hóa (tức là ngoài lượng Mn và Si thích hợp, nếu thuốc hàn chứa các nguyên tố hợp
kim khác, từng nguyên tố đó không được hoàn nguyên vào kim loại mối hàn nhiều hơn
0,25% hoặc tổng lượng hoàn nguyên của chúng không được vượt quá 0,4%).
ST là loại thuốc hàn đặc biệt có chứa các thành phần kim loại, không đáp ứng yêu cầu
nêu trên.
Biên soạn: Hoàng Ngọc Lâm
6
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
3.2. Dây hàn
Tiêu chuẩn IIW-545-78 “phân loại và ký hiệu dây hàn và thuốc hàn cho hàn thép kết
cấu dưới lớp thuốc” quy định các yêu cầu đối với dây hàn thép kết cấu có giới hạn chảy 270490 Mpa và giới hạn bền 300-690 Mpa. Các dây hàn này gồm thép cac bon, thép C-Mn và
thép hợp kim thấp.
Đường kính dây hàn
Các loại được sử dụng dưới dạng các cuộn dây loại 10 (10kg, đường kính tối đa 4,0
mm), 25 (25 kg, đường kính tối thiểu 1,2 mm), 50 (50 kg, đường kính tối thiểu 2,0 mm) và
100 kg với đường kính tối thiểu 3,20 mm.
Thí dụ về ký hiệu phối hợp dây hàn và thuốc hàn theo tiêu chuẩn kể trên:
FCS-SA3-50-1B
Có nghĩa là thuốc hàn sử dụng thuốc loại nung chảy (F) canxi siliccat (CS) dùng với
dây hàn SA3 với cơ tính mối hàn: Độ bền 520 Mpa và độ dai cà đập 35 J tạo 0 0C và 32 J tại
200C. Dây SA3 có thành phần 0,07-0,15%C; tối đa 0,15%Si; 0,07-1,2%Mn.
Ngoài ra, cón có một tiêu chuẩn phổ biến khác dành cho thuốc hàn và dây hàn như:
AWS A5.17-1980 “Quy định điện cực thép cacbon và thuốc hàn để hàn dưới lớp
thuốc”.
AWS A5.23-1980 “Quy định điện cực thép hợp kim và thuốc hàn để hàn dưới lớp
thuốc”.
AWS A5.9-1981 “Quy định đối với thép C-Ni và thép Cr chống ăn mòn: dây hàn”.
4. Xác định chế độ hàn
Các thông số của chế độ hàn được xác định dựa trên các giá trị biết trước về hình
dạng mối hàn. Các thông số của mối hàn bao gồm: đường kính dây hàn, tốc độ cấp dây.
4.1. Chế độ hàn đối với mối hàn giáp mối
+ Trường hợp hàn giáp mối không có rãnh hàn (hàn từ 2 phía, mỗi phía hàn một
lượt):
* Các bước tính toán cần thiết như sau:
1. Xác định chiều sâu chảy cần thiết cho hàn từ một phía.
2. Tính dòng điện hàn bảo đảm chiều sâu chảy đỏ,
3. Chọn đường kính dây hàn,
4. Tính tốc độ hàn,
5. Tính điện áp hàn,
6. Tính năng lượng đường và kiểm tra các kích thước cơ bản của mối hàn.
Biên soạn: Hoàng Ngọc Lâm
7
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
Nếu chiều sâu chảy và các kích thước đó thỏa mãn yêu cầu thì tính tương tự cho phía
thứ hai. Nếu không, phải điều chỉnh chế độ hàn cho phù hợp. Sau đó tính tiếp.
* Cụ thể tính toán như sau:
1. Chiều sâu chảy lớp thứ nhất với phía hàn thứ nhất: h1 = s/2 + 2÷3 [mm].
2. Cường độ dòng điện hàn cho lớp đó. Có nhiều công thức để tính và có thể tra theo bảng,
ví dụ:I = (80÷100).h1
3. Chọn đường kính dây hàn : d = 2.(I/π.j)0,5 [mm] trong đó j- mật độ dòng điện hàn tối đa:
d[mm]
J[A/mm2]
2
3
4
5
6
65÷200
45÷90
35÷60
30÷50
25÷45
4. Tốc độ hàn. Để bảo đảm điều kiện kết tinh tốt của vũng hàn, tỷ số giữa chiều dài và chiều
rộng của vũng hàn phải không đổi. Theo lý thuyết truyền nhiệt, ta sẽ có: v.I = A = const.
Tức là V=A/I
[m/h]
d[mm]
A[.103Am/h]
1,6
2
3
4
5
5÷8
8÷12
12÷16
16÷20
20÷25
Công thức thực nghiệm khác: v= I2/k.h [m/h]
Trong đó:i = [A]; k = 0,22.104 khi h ≤9 mm và k = 0,49.104 khi h > 9mm.
5. Tính điện áp hàn: U = 20+50.I/d0,5±1 [V] trong đó d = [mm]; i = [A]
6. Điều chỉnh tính toán:
Nếu dùng công thức b = h.ψn và
h=2
6
25÷30
qd
q
=A d
πeρcTmaxψ n
ψn
Có thể thấy hệ số ngấu ψn nhỏ hơn giá trị dưới của khoảng tối ưu <1,3÷2> thì phải
điều chỉnh các thông số đã tính toán của chế độ hàn bằng cách giảm tốc độ hàn v cho tới khi
có được chiều rộng yêu cầu của mối hàn hoặc tăng tốc độ hàn khi hệ số ngấu lớn hơn 2. Cần
đặc biệt chú ý giá trị i tính được có thể vượt quá giá trị cho phép đối với loại thuốc hàn cho
trước.
4 .2.Chế độ hàn với mối hàn góc
Bước 1: Chọn sơ bộ hệ số ngấu. Chiều rộng mối hàn b bằng khoảng cách giữa các cạnh hàn;
nếu lớn hơn, sẽ xảy ra hiện tượng cháy lẹm cạnh hàn (hình 3-31).
Do đó ψn = b/H ≤ 2
Bước 2: Tính diện tích kim loại đắp.Thiết kế thường cho trước cạnh mối hàn k.
Vì vậy Fd = 0,5.k2
Bước 3:
Tính tốc độ hàn v, sau khi chọn đường kính dây hàn d và mật độ dòng cho phép j:
Biên soạn: Hoàng Ngọc Lâm
8
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
V = (ad.I)/(100.p.Fd)
[m/h]
Với mật độ dòng hàn cho phép : i = j.π.d2/4
Trong công thức tính tốc độ hàn kể trên, p = [g/cm3]là khối lượng riêng của kim loại
đắp; hệ số đắp ad = [g/A.h]; diện tích tiết diện ngang lớp đắp Fd = [cm3]; cường độ dòng điện
hàn I = [A].
Để mối hàn phẳng thì dòng điện hàn I = ith = I0 + m.v.
Trong đó I0 = 350A (hình 3-32- dòng tới hạn giả định khi v = 0), m là hệ số.
Hệ số m phụ thuộc vào đường kính dây hàn:
d[mm]
m[Ah/m]
2
2
3
4,5
4
7
5
10
Bước 4:
Xác định điện áp và hệ số ngấu. Theo i và d đã xác định, tính U và ψn như đã tính ở
phần trên.
Bước 5:
Xác định năng lượng đường và các thông số hình học mối hàn. Các giá trị của q d và
h, b, c được tính theo công thức đã biết của mối hàn giáp mối tương đương, với chiều cao
toàn bộ như nhau H = h +c.
Với mối hàn góc này: h = H – c với c = (Fd)0,5 khi rãnh hàn là 90%.
Bước 6:
Xác định chiều sâu chảy s0 của bản bụng (tấm vách). S0 = (0,8÷1,0).h
Khi cần hàn ngấu toàn bộ chiều dày bản bụng nhưng không thể bảo đảm chiều sâu
chảy cần thiết ngay cả khi đã dùng mật độ dòng hàn tối đa có thể được, ta phải dùng biện
pháp vát mép bản bụng.
Trường hợp hàn xong lớp thứ nhất mà kim loại đắp đã điền đầy phần vát mép thì
chiều cao của kim loại có thể được xác định theo công thức đã biết:
c=
Fdl − Ha
tgβ
Nếu sau một lớp hàn mà phần vát mép tấm vách chưa được điền đầy thì chiều cao toàn bộ
của kim loại đắp.
c = c1 + c2
trong đó:
m = f/cos(a)
với f là chiều sâu vát mép
c1 = m.cos(a/2) và
F1 = 0,5m2.sin(a)
F2 = Fd – F1
Biên soạn: Hoàng Ngọc Lâm
9
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
Diện tích F2 được tính như diện tích hình thang
F2 = 0,5c2.(b1+b2)
b1 = 2m.sin(a /2) và
b2 = b1 + c2.[tg(900 - a/2) + tg(a/2)]
Thay giá trị b2 vào phương trình tính F2 ta có:
F2 =
α
α
2b1 + c 2 tg 90 0 − + tg
2
2
c2
2
Giá trị c2 được xác định bằng cách giải phương trình bậc 2:
Ac22 + Bc2 + D = 0
Các hệ số A, B, D như sau:
+ Khi khe đáy a = 0:
α
α
2
A = tg 90 0 − + tg =
2
2 sin α
B = 2b1
D = - 2F2
+ Khi khe đáy a > 0
Các hệ số A và B giống như trường hợp a = 0, nhưng D được xác định như sau:
D=
2 Ha
+ m 2 sin α − 2 Fd
α
cos
2
Có thể xác định năng lượng đưòng theo công thức đã biết;
Qd = 14500.Fd[cal/cm], với Fd = [cm2]
Nếu mối hàn phẳng thì Fd = 0,5.k2
5. Kỹ thuật hàn
5.1 Kỹ thuật bắt đầu gây và kết thúc hồ quang
Có thể gây hồ quang bằng một trong các biện pháp sau:
+ Chuyển động quẹt đầu dây hàn: Hạ dây hàn xuống cho tiếp xúc bề mặt vật hàn; đổ thuốc
hàn; cho xe hàn chạy; ngay sau đó bật dòng điện hàn.
+ Tạo vũng xỉ nóng chảy: Khi hàn bằng nhiều dây hàn, một dây tạo vũng xỉ nóng chảy; sau
đó các dây hàn kia tự gây hồ quang khi chúng được đưa vào vũng xỉ và bật dòng hàn.
+ Chuyển động xuống và lên dây hàn: Phương pháp này hữu ích và mang tính kinh tế khi
cần thường xuyên gây hồ quang và khi phải gây hồ quang tại những điểm nhất định. Nó chỉ
dùng cho nguồn hàn có đặc tính dốc đi kèm với bộ cấp dây có tốc độ biến đổi.
Đầu tiên dây hàn được hạ xuống để tiếp xúc bề mặt hàn; sau đó đổ thuốc hàn xuống
và bật dòng điện hàn. Điện áp thấp giữa đầu dây hàn và vật hàn sẽ cung cấp tín hiệu cho bộ
Biên soạn: Hoàng Ngọc Lâm
10
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
cấp dây rút đấu dây hàn và vật hàn. Lúc đó xuất hiện hồ quang. Điện áp hồ quang tiếp tục
tăng khi dây hàn đang được kéo lên và động cơ bộ cấp dây nhanh chóng đối chiếu để cấp
dây vào hồ quang. Tốc độ cấp dây tăng cho đến khi tốc độ chảy của dây và điện áp hồ quang
ổn định ở chế độ đặt trước.
+ Dùng bộ tạo tần số cao: Khi cần hàn gián đoạn hay hàn tốc độ cao. Bộ tạo tần số và
điện áp cao được nối song song với mạch hàn, tự động tạo ra hồ quang giữa đầu dây hàn và
bề mặt vật hàn khi khoảng cách giữa chúng giảm xuống còn 1,6mm.
Các bước để kết thúc hồ quang: dừng xe hàn; ngừng dây hàn và ngắt dòng điện hàn sau vài
giây.
5.2. Kỹ thuật hàn tự động tấm phẳng
a) Hàn giáp mối từ một phía
Việc chuẩn bị mép hàn cần đơn giản nhất. Do đặc điểm của quá trình hàn, có thể hàn
tự động một lớp không vát mép tới chiều dày tấm 20mm. Việc tăng độ lớn khe đáy có thể
khắc phục hiện tượng mối hàn lồi quá mức do dòng điện hàn cao.
Sử dụng đệm lót cần bảo đảm đủ lực ép của tấm đệm nhằm tạo dáng tốt mối hàn (đệm đồng:
cho tấm mỏng đến 3 mm; đệm thuốc hàn: cho tấm 4÷8 mm)
Khi chiều dày s > 30 mm, có thể hàn một hoặc nhiều lớp. Hàn nhiều lớp cho phép
giảm cường độ dòng điện hàn và bảo đảm chiều sâu ngấu đủ lớn. Ngoài ra, hàn nhiều lớp
thép hợp kim thấp dễ tôi có tác dụng ram vùng ảnh hưởng nhiệt của các lớp trước đó.
Khi hàn tấm mỏng, cần giảm năng lượng đường để chống cháy thủng (chọn cường độ
dòng hàn I nhỏ) nhưng cần chọn chế độ hàn bảo đảm chiều sâu ngấu h cần thiết nhỏ nhất.
b) Hàn giáp mối từ hai phía
Kỹ thuật hàn mối từ hai phía khác với hàn chỉ một phía. Mặt đáy có kích thước lớn
hơn nhiều so với hàn hồ quang tay. Khe đáy thường rất nhỏ hoặc không có khe đáy. Lớp hàn
đầu tiên không được ngấu toàn bộ mặt đáy (phần ngấu vào khoảng 2/3 giá trị mặt đáy). Sau
đó quay ngược để hàn lớp đầu tiên từ phía ngược lại (phải ngấu phần chân đường hàn trước
đó).
Kiểu
1.
2.
3.
4.
5.
6.
7.
T
2÷4
4÷10
4÷10
4÷20
3÷10
5÷30
a
45÷70
b
0÷2
0÷2
0÷2,5
0÷4
1÷5
0÷5
Biên soạn: Hoàng Ngọc Lâm
c
3÷5
Ghi chú
Lót đáy đệm tấm đồng
Lót đáy đệm thuốc hàn
Lót đáy đệm tấm đồng+thuốc
Hàn hai phía; lớp 1: lót đáy đệm thuốc
Lót đáy đệm thép
Lớp 1: có thể lót đáy hàn hồ quang tay
Lớp 1: có thể lót đáy hàn hồ quang tay
11
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
10÷40
22÷30
5÷10
0÷2
Nếu chỉ hàn một lớp từ mỗi phía, chiều sâu chảy lớp thứ hai gần bằng 2/3 chiều đáy
tấm.
Khuyết tật thường gặp: Đường hàn bị lệch về một bên, do dẫn hướng dây hàn không
chính giữa mối hàn, làm một phần mặt đáy không ngấu hết. Trình tự đặt các đường hàn từ
hai phía nên xem áet quá trình hình thành biến dạng khi hàn sao cho biến dạng dư là nhỏ
nhất.
Cách dẫn hướng dây hàn: có thể nghiêng đầu dây hàn ở các lớp trên.
Trình tự hàn: thường hàn từ 2 đến 4 đường hàn từ một bên, sau đó hàn với số lớp
nhiều hơn phí ngược lại.
Các dạng vát mép liên kết giáp mối từ 2 phía có thể chia thành các kiểu từ 8÷15.
Kiểu
8.
9.
t
a
10÷60
10÷60
10.
10÷60
45÷70
a1=45÷70
a2=70÷90
a1=45÷70
a2=50÷70
20÷24
70÷90
50÷70
a1=80÷90
a2=20÷24
a1=80÷90
a2=20÷24
a3=50÷70
11.
12.
13.
14.
30÷80
5÷14
5÷14
> 30
15.
> 30
b
0÷3
0÷1
c
Ghi chú
5÷7
4÷7
h= 5÷10
1÷4
h= 5÷10, lót lớp đáy bằng hàn hồ
0÷3
0÷2
0÷1
1÷4
0÷1
3÷6
2÷7
2÷7
4÷6
2÷4
2÷3
quang tay
r= 5÷10, lớp đầu: lót đáy dùng đệm
thuốc
lớp lót đáy bằng hàn hồ quang tay
h=8
h2 = 5÷10lớp lót đáy bằng hàn hố
quang tay
h2= 8
c) Hàn góc
Hàn góc thường được thực hiện đối với các liên kết hàn chữ T và liên kết hàn chồng. Khi
hàn, có thể vát mép hoặc không; có thể hàn một hoặc nhiều lớp.
Liên kết hàn chữ T và liên kết hàn chồng có thể chia thành các kiểu từ 16 đến 20
Kiểu
t
a
Biên soạn: Hoàng Ngọc Lâm
b
c
Ghi chú
12
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
16.
17.
5÷20
>20
18.
19.
10÷40
> 40
20.
>3
45÷60
a1=45÷60
a2=20÷24
50÷60
a1=45÷60
a2=20÷24
0÷1
0÷1
1÷4
4÷6
h= 5÷10
0÷1
0÷2
4÷6
3÷6
h= 5÷10
0÷1,5
-
t1 ≥t
Để hàn mối hàn góc có hai tư thế hàn phổ biến :
+ Tư thế hàn sấp (hàn lòng máng) được sử dụng khi cần hàn ngấu đều cả hai mép hàn hoặc
bố trí dây hàn không đối xứng các cạnh hàn. Có thể hàn mối hàn lớn có chuyển tiếp từ mối
hàn đều vào kim loại cơ bản. Cần sử dụng đệm lót (tấm đồng, mối hàn lót hồ quang tay,
thuốc hàn).
+ Tư thế hàn ngang (có nghiêng dây hàn) được sử dụng khi không cần phải giữ chính xác
khe hở giữa hai tấm. Chỉ có thể hàn tối đa mối hàn kích thước 6 mm cho một lớn hàn. Dao
động tối đa đầu dây hàn dọc đường hàn là 1 mm. Góc nghiêng dây hàn 20÷30.
5.3. Kỹ thuật hàn tự động mối hàn vòng
Các mối hàn vòng được thực hiện tương tự như khi hàn các mối hàn giáp mối
tấmphẳng, nhưng cần bảo đảm tuân thủ các nguyên tắc sau:
1) Bố trí dây hàn ngoài tâm quay của chi tiết, tùy theo đường kính chi tiết. Độ lệch
tâm thường nằm trong khoảng 50÷100 mm, ngược với hướng quay của vật hàn (để hạn chế
xỉ và kim loại nóng chảy tràn ra ngoài).
2) Với liên kết hàn một lớp, đầu và cuối mối hàn phải giao nhau từ 35÷40mm.
3) Chú ý đoạn đầu và đoạn cuối đường hàn, khởi động quá trình hàn khi vật hàn đứng
yên và kết thúc quá trình hàn bằng cách ngưng quay chi tiết rồi mới tắt hồ quang, nhằm bảo
đảm điền đầy vũng hàn.
4) Khi đường kính chi tiết nhỏ (80÷200mm), dây hàn nằm ngoài tâm quay và còn
nghiêng 5÷100 so với trục thẳng đứng tính từ tâm quay và ngược hướng quay của chi tiết.
Khi cần, có thể sử dụng đồ gá giữ thuốc hàn thích hợp.
5) Dòng điện hàn được dẫn trực tiếp vào chi tiết quay thông qua hệ thống chổi than
hoặc tương tự.
6. Vận hành, sử dụng máy hàn tự động dưới lớp thuốc bảo vệ
6.1. Chuẩn bị trước khi hàn
+ Kết nối thiết bị
Biên soạn: Hoàng Ngọc Lâm
13
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
+ Lắp dây hàn
+ Đổ thuốc hàn vào thùng chứa
+ Chuẩn bị phôi hàn theo yêu cầu lắp ghép.
+ Gá kẹp vật hàn
6.2. Chọn chế độ hàn
+Chọn dòng điện ở thiết bị biến áp
+ Chọn dòng điện trên hộp điều khiển
+ Chọn điện áp
+ Chọn tốc độ truyền dây
+ Chọn tốc độ di chuyển của xe hàn
+ Chọn các thông số về chiều sâu nóng chảy và các thông số phụ trợ khác
6.3. Các buớc tiến hành khởi động thiết bị, gây hồ quang hàn và ngừng hàn.
a. Khởi động thiết bị gây hồ quang
+ Bật công tắc khởi động thiết bị biến áp
+ Điều chỉnh để đầu hàn vào vị trí cần hàn
+ Có thể chạy thử xe hàn trên chiều dài mối hàn ở chế độ không tải
+ Di chuyển mỏ hàn về vị trí đầu đường hàn. Bật công tắc mở thuốc hàn bao phủ kín
khu vực đầu đường hàn.
+ Bật công tắc tại hộp điều khiển của xe hàn, ấn nút khởi động để có dòng hàn và đẩy
dây hàn xuống vật hàn đồng thời thực hiện chuyển động dọc mối hàn (lúc này sẽ xuất hiện
hồ quang và bắt đầu quá trình hàn) .
b. kết thúc hồ quang dừng quá trình hàn
+ Dừng xe hàn
+ Ngắt công tắc ngừng cấp dây hàn
+ Ngắt dòng điện hàn
Các thao tác phải tiến hành nhanh liên tục trong khoảng từ 1 – 2 giây
7. Công tác an toàn lao động và vệ sinh phân xưởng.
+ An toàn lao động:
- Đảm bảo an toàn cho người và thiết bị trong suốt quá trình thực tập
+ Vệ sinh phân xưởng:
- Thu dọn thiết bị, dụng cụ
- Vệ sinh phân xưởng
- Nhiệm vụ cho bài học sau
BÀI 2: HÀN ĐẮP MẶT PHẲNG
I. Mục tiêu của bài:
Sau khi học xong bài này người học sẽ có khả năng:
- Trình bày được các yêu cầu, các thông số kỹ thuật khi hàn đắp mặt phẳng;
Biên soạn: Hoàng Ngọc Lâm
14
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
- Thực hiện được hàn đắp mặt phẳng đảm bảo độ sâu ngấu, phẳng, đúng kích thước
bản vẽ, đủ lượng dư gia công ít biến dạng kim loại.
- Kiểm tra đánh giá đúng chất lượng mối hàn.
- Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng
II. Nội dung bài
1. Hàn đắp mặt phẳng
- Hàn đắp là một quá trình đem phủ lên bề mặt chi tiết một lớp kim loại bằng các
phương pháp hàn, ...
- Hàn đắp có thể sử dụng để chế tạo chi tiết mới. Dùng hàn đắp để tạo nên một lớp
bimetal với các tính chất đặc biệt hoặc tạo ra một lớp kim loại có những khả năng về chịu
mμi mòn, tăng ma sát,... Hàn đắp cũng có thể dùng để phục hồi các chi tiết bị mμi mòn do đã
qua thời gian lμm việc như cổ trục khuỷu, bánh xe lữa,... Sử dụng hμn đắp để phục hồi các
chi tiết máy là một phương pháp rẻ tiền mà khả năng làm việc của chi tiết không thua kém
chi tiết mới là mấy.
Vật liệu hàn đắp có thể là thép các bon, thép chịu mμi mòn, thép có tính chất đặc biệt như
chịu nhiệt, độ cứng cao, bền nhiệt, chịu axít,...
- Các thông số khi hàn đắp
b
c
h
s
S
b
h
c
Chiều dày vật hàn
Chiều rộng mối hàn
Chiều cao mối hàn (Chiều cao đắp)
Khoảng chồng lên của 2 mối hàn (c = 1/3b)
1
Biên soạn: Hoàng Ngọc Lâm
3
2
5
4
15
Trng Cao ng Ngh C in Xõy Dng Tam ip
Th t thc hin cỏc mi hn
2. Trỡnh t thc hin hn p mt phng
2.1. c bn v
12
3
15
0
100
8
Trách nhiệm
Họ tên
Thiết kế
Hong Ng?c Lõm
Kiểm tra
Nguy?n Tr?ng Luy?n
Duyệt
Nguy?n é? c Vu ?ng
ký
ngày
HN é? P
M? T PH? NG
Vật liệu: Thép các bon th ?p CT3
Tỷ lệ:
tờ:
Khối luợng:
Số tờ:
truờng cao đẳng nghề
cơ điện xây dựng tam điệp
Khoa: Cơ khí chế tạo
* Yờu cu: Hiu c cỏc kớch thc v cỏc ký hiu ghi trờn bn v
(Phng phỏp hn SAW, Hn p th hin hai vũng trũn, Chiu cao lp p = 3)
2.2. Chun b
a. Thit b
- May han t ng di thuc Dimension 562
- Mỏy ct, mỏy mi ng 2 ỏ, mỏy mi cõm tay...
b. Dng cu
- e, bỳa tay, kỡm rốn, kỡm bm dõy, m lt ...
c. Võt liờu
- Thộp tõm CT3 dy 8mm;
- Dõy hn 2,4;
- Thuc hn
* Chun b phụi hn luyn tp
Biờn son: Hong Ngc Lõm
16
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
Cắt phôi có kích thước 150x100x8 mm.
Số lượng = 01 Phôi/Hs
*Yêu cầu: Phôi hàn phải được nắn phẳng , cạnh mép thẳng và làm sạch bề mặt hàn.
d. Chọn chế độ hàn
Bảng tra chế độ hàn tự động dưới thuốc (tham khảo)
Chiều dày vật liệu cơ bản (mm)
4
4
5
6
8
10
Số lớp hàn
1
1
1
1
1
1
2.4
3.2
3.2
4.0
4.0
4.0
350+
450+
525+
600+
525-
575-
Điện áp (V)
23
25
27
29
31
34
Tốc độ hàn (cm/phút)
177
157
137
107
76
56
Đường kính điện cực (mm)
Cường độ dòng điện(A)
2.3. Tiến hành hàn
Góc độ mỏ hàn
- Góc độ mỏ hàn được thể hiện trên hình vẽ:
Hướng hàn
Góc đẩy
Hướng hàn
Hướng hàn
Góc kéo
Biên soạn: Hoàng Ngọc Lâm
17
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
2.4 Kiểm tra
b
c
h
s
Kiểm tra chiều rộng mối hàn (b)
Kiểm tra chiều cao mối hàn (Chiều cao đắp)
Kiểm tra khoảng chồng lên của 2 mối hàn (c = 1/3b
Kiểm tra độ phẳng bề mặt hàn
3. Các sai hỏng thường gặp và cách phòng tránh
Stt
Dạng sai hỏng
Nguyên nhân
Cách phòng tránh
1
Bề mặt hàn không - Xác định sai khoảng
phẳng
chồng lên của 2 mối hàn
- Xác định đúng khoảng
chồng lên c = 1/3 b
2
Mối hàn lồi quá - Tốc độ hàn quá chậm
cao
- Xác định sai chế độ hàn
Tăng tốc độ hàn cho hợp lý
Xác định đúng chế độ hàn
4. Công tác an toàn lao động và vệ sinh phân xưởng.
+ An toàn lao động:
- Đảm bảo an toàn cho người và thiết bị trong suốt quá trình thực tập
+ Vệ sinh phân xưởng:
- Thu dọn thiết bị, dụng cụ
- Vệ sinh phân xưởng
Biên soạn: Hoàng Ngọc Lâm
18
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
- Nhiệm vụ cho bài học sau
BÀI 3: HÀN LIÊN KẾT GIÁP MỐI
I. Mục tiêu của bài:
Sau khi học xong bài này người học sẽ có khả năng:
- Trình bày được các thông số kỹ thuật của liên kết hàn giáp mối khi hàn dưới
thuốc bảo vệ;
- Thực hiện hàn được mối hàn giáp mối đảm bảo độ sâu ngấu không rỗ khí ngậm
xỉ,
không cháy cạnh ít biến dạng kim loại cơ bản;
- Kiểm tra đánh giá đúng chất lượng mối hàn;
- Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng.
II. Nội dung bài
1. Liên kết hàn giáp mối
a
S
a
S
15-30
3-5
1-2-3-4
α
5
α
a
S
α
S
5-8
Kiểu
c
6
25-30
S
a
7
a
c
Ghi chú
1
2÷4
-
0÷2
-
Lót đáy đệm tấm đồng
2
4÷10
-
0÷2
-
Lót đáy đệm thuốc hàn
3
4÷10
-
0÷2,5
-
Lót đáy đệm tấm đồng+thuốc
4
4÷20
-
0÷4
-
Hàn hai phía; lớp 1: lót đáy đệm thuốc
5
3÷10
-
1÷5
Biên soạn: Hoàng Ngọc Lâm
Lót đáy đệm thép
19
Trng Cao ng Ngh C in Xõy Dng Tam ip
6
5ữ30
45ữ70
0ữ5
3ữ5
Lp 1: cú th lút ỏy hn h quang tay
7
10ữ40
22ữ30
5ữ10
0ữ2
Lp 1: cú th lút ỏy hn h quang tay
2. Trỡnh t thc hin hn liờn kt giỏp mi
2.1. c bn v
12
(12)
200
150
8
Trách nhiệm
Thiết kế
Kiểm tra
Họ tên
ký
ngày
Tỷ lệ:
Hàn tấm 1G
Duyệt
Vật liệu: Thép các bon CT3
tờ:
Khối luợng:
Số tờ:
truờng cao đẳng nghề
cơ điện xây dựng tam điệp
Khoa: Cơ khí chế tạo
* Yờu cu: Hiu c cỏc kớch thc v cỏc ký hiu ghi trờn bn v
(phng phỏp hn: SAW, Mi hn giỏp mi khụng vỏt cnh, Kớch c mi hn giỏp mi (12))
2.2. Chun b
a. Thit b
- May han t ng di thuc Dimension 562
- Mỏy ct, mỏy mi ng 2 ỏ, mỏy mi cõm tay...
b. Dng cu
- e, bỳa tay, kỡm rốn, kỡm bm dõy, m lt ...
c. Võt liờu
- Thộp tõm CT3 dy 8mm;
- Dõy hn 2,4;
- Thuc hn
* Chun b phụi hn luyn tp
Ct phụi cú kớch thc 150x100x8 mm.
Biờn son: Hong Ngc Lõm
20
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
Số lượng = 02 Phôi/Hs
*Yêu cầu: Phôi hàn phải được nắn phẳng , cạnh mép thẳng và làm sạch mép hàn.
d. Chọn chế độ hàn
Bảng tra chế độ hàn tự động dưới thuốc (tham khảo)
Chiều dày vật liệu cơ bản (mm)
4
4
5
6
8
10
Số lớp hàn
1
1
1
1
1
1
2.4
3.2
3.2
4.0
4.0
4.0
350+
450+
525+
600+
525-
575-
Điện áp (V)
23
25
27
29
31
34
Tốc độ hàn (cm/phút)
177
157
137
107
76
56
Đường kính điện cực (mm)
Cường độ dòng điện(A)
2.3 Hàn đính tạo liên kết
Biên soạn: Hoàng Ngọc Lâm
21
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
10 - 15
MÆt A
2±2
2.4. Tiến hành hàn
Góc độ mỏ hàn
- Góc độ mỏ hàn được thể hiện trên hình vẽ:
90
°
90°
2.5 Kiểm tra
Làm sạch bề mặt vật hàn, kiểm tra các khuyết tật của mối hàn.
3. Các sai hỏng thường gặp và cách phòng tránh
Stt
Dạng sai hỏng
Nguyên nhân
Biên soạn: Hoàng Ngọc Lâm
Cách phòng tránh
22
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
1
Mối hàn không - Xác định sai chế độ hàn
ngấu
- Xác định lại cho đúng chế
độ hàn
2
Mối hàn lồi quá Tốc độ hàn quá chậm
cao
Tăng tốc độ hàn cho hợp lý
4. Công tác an toàn lao động và vệ sinh phân xưởng.
+ An toàn lao động:
- Đảm bảo an toàn cho người và thiết bị trong suốt quá trình thực tập
+ Vệ sinh phân xưởng:
- Thu dọn thiết bị, dụng cụ
- Vệ sinh phân xưởng
- Nhiệm vụ cho bài học sau
BÀI 4: HÀN GÓC CHỮ T
I. Mục tiêu của bài:
Sau khi học xong bài này người học sẽ có khả năng:
- Trình bày được các thông số kỹ thuật của mối hàn góc chữ T;
- Thực hiện hàn được mối hàn góc chữ T đảm bảo độ sâu ngấu không rỗ khí ngậm xỉ,
không
cháy cạnh ít biến dạng kim loại cơ bản;
- Kiểm tra đánh giá đúng chất lượng mối hàn;
Thực hiện tốt công tác an toàn lao động và vệ sinh phân xưởng
II. Nội dung bài
1. Mối hàn góc chữ T
S
α
c
a
S
a
S
S
16
Kiểu
S
α
Biên soạn: Hoàng Ngọc Lâm
20
a
c
Ghi chú
23
Trng Cao ng Ngh C in Xõy Dng Tam ip
16
5ữ20
20
>3
45ữ60
0ữ1
1ữ4
h= 5ữ10
0ữ1,5
-
S1 S
2. Trỡnh t thc hin hn gúc ch T khụng vỏt mộp v trớ bng
2.1. c bn ve
8
100
12
8
12
100
150
Trách nhiệm
Thiết kế
Kiểm tra
Duyệt
Họ tên
ký
ngày
Tỷ lệ:
Hàn tấm 1F
Vật liệu: Thép các bon CT3
tờ:
Khối luợng:
Số tờ:
truờng cao đẳng nghề
cơ điện xây dựng tam điệp
Khoa: Cơ khí chế tạo
* Yờu cu: Hiu c cỏc kớch thc v cỏc ký hiu ghi trờn bn v
2.2. Chun b
a. Thit b
- May han t ng di thuc Dimension 562
- Mỏy ct, mỏy mi ng 2 ỏ, mỏy mi cõm tay...
b. Dng cu
- e, bỳa tay, kỡm rốn, kỡm bm dõy, m lt ...
c. Võt liờu
- Thộp tõm CT3 dy 8mm;
- Dõy hn 2,4;
- Thuc hn
* Chun b phụi hn luyn tp
Biờn son: Hong Ngc Lõm
24
Trường Cao Đẳng Nghề Cơ Điện Xây Dựng Tam Điệp
Cắt phôi có kích thước 150x100x8 mm.
Số lượng = 02 Phôi/Hs
*Yêu cầu: Phôi hàn phải được nắn phẳng , cạnh mép thẳng và làm sạch mép hàn.
d. Chọn chế độ hàn
Bảng tra chế độ hàn tự động dưới thuốc (tham khảo)
Chiều dày vật liệu cơ bản (mm)
4
4
5
6
8
10
Số lớp hàn
1
1
1
1
1
1
2.4
3.2
3.2
4.0
4.0
4.0
350+
450+
525+
600+
525-
575-
Điện áp (V)
23
25
27
29
31
34
Tốc độ hàn (cm/phút)
177
157
137
107
76
56
Đường kính điện cực (mm)
Cường độ dòng điện(A)
10
90
°
10
÷1
5
2.3 Hàn đính tạo liên kết
2.4. Tiến hành hàn
Góc độ mỏ hàn
Biên soạn: Hoàng Ngọc Lâm
25