bai 2 bai giang han dien
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (395.38 KB, 27 trang )
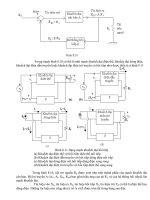
Bài 2: Hàn góc ở vị trí hàn bằng + NGANG (1 F
+2 f)
ãMối hàn góc không vát mép.
a)
b)
Hinh 7.1: Mèi hµn gãc
c)
a)Mèi hµn gãc trong
b)Mèi hµn gãc ngoµi
c)Mèi hµn gãc hai tấm chồng nên nhau (mối hàn chồng)
S: Là chiều dày chi tiết hàn
k: là đại lợng đặc trng của mối hàn góc là bề rộng của cạnh mối hàn
góc
L: là bề rộng của chi tiết làn
l: là khoảng hai chi tiết chồng lên nhau trong mối hàn chồng.
c: là chiều cao của mố hàn (phần lồi của mối hàn)
. Chuẩn bị phôi hàn thiết bị dụng cụ hàn
- Dụng cụ: Búa nguội, búa gõ xỉ, bàn chải sắt, thớc lá, kim cặp phôi,
mặt nạ hàn, kính hàn. Yêu cầu các dụng cụ sử dụng tốt.
- Thiết bị: Máy hàn xoay chiều (T 500, EMC 300...) hoặc máy
hàn 1 chiều (BKCM 1000, SAFOR 350, RODAC 353S...), máy mài
tay
- Phôi: Cắt phôi theo đúng các kích thớc, nắn sửa phôi, làm sạch
phôi: làm sạch tại mép hàn và bên cạnh mép hàn cả về hai phía
khoảng 20 đến 30mm cho
Vùng làm sạch
20ữ30
Hinh 7.2: Chuẩn bị phôi hàn
tới khi có màu ánh kim, yêu cầu vật hàn phải đợc làm sạch dầu mỡ bụi
bẩn gỉ sắt.
3. Gá phôi hàn.
- Gá lắp: Xác định vị trí tơng đối giữa các vật hàn trong gian, trên đồ
gá chuyên dùng hoặc vạn năng theo yêu cầu kỹ thuật của liên kết hàn
góc.
- Gá đính vật hàn: Tuỳ theo chiều dài vật hàn, chiều dài của mối
hàn để chọn số điểm đính cho phù hợp. Hàn đính đảm bảo đợc vị trí tơng
đối giữa các chi tiết trong quá trình hàn tránh cho liên kết không biến
+ Chiều dài các mối hàn đính bằng 3 4 lần chiều dầy vật hàn nhng không lớn hơn
30 40 mm.
+ Chiều sâu nóng chảy của mối hàn đính bằng 0,5 0,7 bề dầy vật hàn.
+ Khoảng cách giữa hai mối đính liên tiếp nhau bằng 40 50 lần chiều dầy vật
hàn nhng không quá 300 mm.
+ Mặc dù mối hàn đính chỉ có chức năng chính là định vị các chi tiết để chúng
không bị biến dạng tự do khi hàn. Song nó là một phần quan trọng của chất lợng
mối hàn sau này. Vì vậy, nó phải đợc thực hiện với chất lợng tốt, cụ thể các mối hàn
đính phải đợc thực hiện bằng loại que hàn tốt có đờng kính nhỏ hơn so với que hàn
sử dụng hàn chính với chế độ hàn phï hỵp.
Ví dụ: Gá đính mối hàn góc trong nh sau
15 20
20 15
Hinh 7.3: Gá đính liên kết hàn góc trong
:
4. Chọn chế độ hàn góc.
a. ờng kính que hàn
Tính theo công
thức:
k
d 2 mm
2
b. Cờng độ dòng điện hàn.
Cờng độ dòng điện khi hàn liên kết góc trong lớn hơn so với
hàn giáp mối, vì cần phải đạt đợc độ ngấu ở phần chân mối hàn.
Do vậy, chúng ta phải chọn trị số dòng điện hàn lớn hơn so với tr
ờng hợp hàn giáp mối.
Tính theo công thức : Ih = k1.d1,5
c. iện áp hàn.
Tính theo công thức : Uh = a + b.Lhq ( V ). ( Lhq = 0,32 cm)
5. Kỹ thuật hàn góc ở vị trí hàn bằng.
- Đối với dạng liên kết hàn góc, điều quan trọng là đạt đợc độ ngấu phần giữa
mối hàn. Do vậy, khi hàn hồ quang luôn hớng trực tiếp vào phần giữa (không dao
động que hàn) và tốc độ đi phải phù hợp sao cho xỉ hàn không bị chảy ngợc về phía
trớc. ể mối hàn có cạnh cân thi que hàn luôn nằm gia hai chi tiết và góc độ que
hµn so víi trơc mèi hµn theo híng hµn tõ 450 – 600 (h×nh vÏ).
- Có thể thực hiện hàn liên kết góc trong bằng hai cách sau :
+ Hàn tỳ : que hàn tỳ sát vào thành hai chi tiết, lúc này tốc độ hàn
phụ thuộc nhiều vào tốc độ nóng chảy của que hàn. Để đạt đợc cạnh
mối hàn theo yêu cầu, cần phải điều chỉnh tốc độ hàn (chuyển động que
hàn dọc trục mối hàn) cho thích hợp.
+ Que hàn đi thẳng (không tỳ) : gi que hàn đúng góc độ và đi thẳng
theo trục mối hàn (que hàn không tỳ vào vật hàn). Trong quá trình hàn
luôn giữ hồ quang ng¾n.
- Trong hai phơng pháp hàn trên, phơng pháp hàn tỳ dễ thực
hiện hơn nhng cạnh mối hàn đạt đợc nhỏ hơn so với hàn không
tỳ và thuốc bọc que hàn dễ bị tở. Do vậy, khi hàn nếu thuốc bọc
que hàn bị tở phải nâng que hàn lên khỏi vật hàn và điều chỉnh
cho hồ quang không bị thổi lệch sau đó mới tiếp tục hàn tỳ. Ph
ơng pháp hàn tỳ thờng đợc áp dụng cho lớp thứ nhất của mối
hàn nhiều lớp (đảm bảo độ ngấu phần giữa mối hàn). Tuy nhiên
trong quá trinh hàn, góc độ que hàn phải nhỏ hơn so với hàn
- Bắt đầu mối hàn thờng bị rỗ xỉ do xỉ hàn rất dễ chảy vào khe giữa
của liên kết. Khắc phục hiện tợng này bằng cách hàn ra mép ngoài cùng
để xỉ hàn thoát ra phía ngoài, khi vũng hàn hình thành mới di chuyển
que hàn vào phía trong. Kết thúc đờng hàn nên thực hiện hàn chấm ngắt
để lấp đầy rÃnh hồ quang.
- Nối tiếp đờng hàn để đảm bảo phẳng, cần thực hiện đúng thao tác
: vệ sinh sạch xỉ hàn chỗ nối, mồi hồ quang trực tiếp vào vũng hàn (hoặc
từ ngoài), nhanh chóng nâng dài hồ quang và dao động lắc ngang que
hàn. Khi hết vịng hµn míi tiÕn hµnh hµn binh thêng (hinh vÏ ).
5.1. Bµi tËp øng dơng
Hµn mèi hµn b»ng ke gãc không vát mép hàn góc trong.
200
k
5
k
100
5
Hinh 7.6: Bài tập ứng dông
Vật liệu: - Thép CT3: 200x100x5
- Que hàn 3,2mm.
Yêu cầu kỹ thuật:
- Mối hàn ngấu không bị khuyết tật:rỗ xỉ, rỗ khí,
- Bắt đầu, kết thúc đợc điền đầy, mối hàn ăn đều 2 cạn
- Kích thớc: K= 4 5
- Sau khi hàn vật hàn phẳng không cong vênh, góc giữa hai chi
tiết đảm bảo 900 20
- ảm bảo an toàn cho ngời và thiết bị
* Các bớc thực hiện:
a) Đọc, nghiên cứu bản vẽ: Tìm hiểu các thông
số: Vật liệu, kích thớc hình dạng phôi, hình dạng
liên kết, kích thớc mối hàn chọn phơng án thực
hiện.
b) Chuẩn bị: (Tham khảo phần trên)
- Gá đính vật hàn: Thực hiện mối đính cách mép
đầu vật hàn 15mm, chiều dài 20mm rộng 6
8mm(hình 8.2)
Vùng làm sạch
15 20
2015
20ữ30
Hinh 7.7: Lm sch vựng hn
c) Chọn chế độ hàn :
- Chọn đờng kính que hàn dqh=3,2 mm.
- Chọn cờng độ dòng điện hàn Ih= 120 135A.
- Chọn điện áp hàn Uh phụ thuộc lhq: Chọn l hq ngắn.
- Vh: Chậm.
d) Tiến hành hàn:
- Góc độ que hàn: Que hàn tạo với hai chi tiết đều 45 0
và tạo với trục đờng hàn một gãc 600 750.
Hinh 7.8: Góc độ que hàn khi hàn bằng ke gãc