Kết cấu của khuôn ép nhựa
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.08 MB, 21 trang )
KÕt CÊu cđa khu«n
I. Kết cấu khn cơ bản
1.1. Những bộ phận chính của khn:
Trong các loại khn nhựa, kết cấu khn dùng trong ép tạo hình, đùn tạo hình, phun tạo hình thì
phần quan trọng nhất trước hết là vùng lịng khn bảo đảm điền đầy vật liệu để có được sản phẩm
tạo hình như mong muốn.
Lấy lịng khn làm trung tâm, khuôn được tạo thành từ những chi tiết ở vùng lịng khn, có thêm
thiết bị đẩy sản phẩm ra khỏi khuôn, bộ phận gia nhiệt, bộ phận gá lắp khuôn trên máy và các trang
thiết bị khác. Ngồi các bộ phận nêu trên ở khn tạo hình đùn và phun, cịn có thêm bộ phận dẫn vật
liệu nóng chảy vào lịng khn như đậu rót, rãnh dẫn, cổng phân phối. Về cơ bản có 6 bộ phận sau:
a) Vùng lịng khn.
b) Bộ phận dẫn vật liệu (ở khn tạo hình đùn và phun).
c) Thiết bị đẩy, lấy sản phẩm.
d) Bộ phận điều tiết nhiệt độ khuôn (bộ phận thực hiện gia nhiệt hoặc làm nguội).
e) Bộ phận gá lắp khuôn vào máy.
f) Các chi tiết khuôn cơ sở.
Trong đó, vùng lịng khn là vùng trực tiếp tạo kích thước và hình dáng sảm phẩm, nó được hình
thành từ hốc khuôn và lõi khuôn. Thông thường kết hợp hai cái đó gọi là “lịng khn” (cavity). Vì
hình dáng lịng khn, độ chính xác kích thước và trạng thái bề mặt của nó có ảnh hưởng rất lớn đến
chất lượng sản phẩm, nên lịng khn là bộ phận quan trọng nhất. Cấu tạo vùng lịng khn có quan
hệ mật thiết với rãnh dẫn vật liệu và tùy theo các phương pháp tạo hình ép nhựa, đúc ép chuyển
(tranfer) và ép phun mà khn có kết cấu đặc thù khác nhau.
1.2. Khn ép nhựa
Ép nhựa là phương pháp tạo hình đại diện cho nhựa nhiệt rắn. Ngồi ra, nó là cơ sở cho nhiều phương
pháp tạo hình khác và khn dùng khi ép nhựa có kết cấu khn cơ bản cho các phương pháp tạo hình
khác.
Kết cấu khn ép nhựa có điểm khác nhau tùy theo hình dáng sản phẩm, vật liệu tạo hình sử dụng và
chủng loại máy ép. Nhưng cũng có thể chia thành 4 loại như sau:
A. Khn hở.
B.
Khn kín.
C.
Khn nửa kín nửa hở.
D.
Khn ghép (split mould).
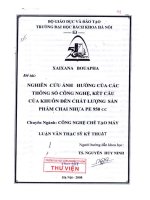
Khuôn trên
Mép cắt bavia
Sản phẩm
Khuôn d-ới(lòng khuôn)
Khuôn hở
Khuôn trên
Mép cắt
Khuôn kín
Khuôn d-ới
Khuôn trên
Mép cắt
Khuôn d-ới
Khuôn nửa
kín nửa hở
Hỡnh 2.1
1) Khuụn hở.
Đó là khn đơn giản nhất trong số khn ép nhựa, như hình (2a). Khn này được hình
thành từ hai bộ phận khuôn trên và khuôn dưới. Nửa khuôn trên là bộ phận khn đực gọi
là lõi khn (core), cịn nửa khuôn dưới là bộ phận khuôn cái, gọi là hốc khn (cavity).
Để tồn bộ khn vào giữa tấm gia nhiệt, vừa gia nhiệt vừa đổ vật liệu dạng bột vào lịng
khn, đặt áp vào nửa khn trên. Khi đó, do áp lực, vật liệu thừa trong lịng khn sẽ
chảy từ thành mép cắt khn thành bavia. Tuy nhiên, nói chung khó đạt được độ chính
xác kích thước do có chiều dày của bavia, hơn nữa để loại bỏ bavia cần có một số ngun
cơng sau đó. Vả lại, trong trường hợp vật liệu tạo hình có vảy bavia độn vải, giấy hay sợi
asbest lớn thì có nhược điểm là khó bảo đảm lực tạo hình, cũng như khó điền đầy vật liệu.
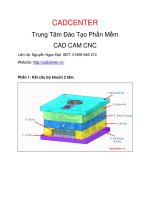
Page 2
Tấm đế phía cố định
Tấm gia nhiệt phía cố định
Tấm khuôn
Tấm đẩy sản phẩm
Vít hÃm
Lõi
Tấm khuôn phía di động
Lòng khuôn
Tấm gia nhiệt phía di động
Tấm gối
Tấm đẩy phía trên
Tấm đẩy phía d-ới
Tấm đế phía cố định
Hỡnh 2.2
Hỡnh 2.2 biu th kết cấu thực tế của khuôn kiểu ép phẳng. Trên hình vẽ, khi mở khn,
sản phẩm tách khỏi khn dưới và mắc vào khuôn trên, và người ta dùng tấm gỡ để đẩy
sản phẩm rơi xuống.
Khuôn kiểu này dùng để chế tạo chi tiết có hình phẳng và tương đối đơn giản như
hình đĩa, bát, nút cơng tắc. Nếu chế tạo khuôn phù hợp và lượng vật liệu đưa vào chính
xác thì cũng có thể ép sản phẩm lớn.
Kết cấu khn tạo hình bằng cách phun hoặc ép chuyển (tranfer) mà sẽ nói sau cũng
thuộc kết cấu khn kiểu này.
2) Khn kín
Như hình 2.1b, là khn có cầu tạo như kết hợp giữa xilanh và piston. Áp lực đặt ở nửa
khn trên nên có tác động trực tiếp đối với vật liệu tạo hình, đó chính là đặc trưng của
khn. Khn loại này, có thể ép sản phẩm tạo hình đơn giản với vật liệu có độn vải hay
sợi amiang mà ở khn ép phẳng khó thực hiện. Hơn nữa, khn này cũng có thể cho
hình dáng sản phẩm có độ chính xác cao nhất. Tuy nhiên loại này có nhược điểm là hầu
như vật liệu nóng chảy khơng thốt ra ngồi được, nếu khơng đảm bảo lượng vật liệu
chính xác thì khó đạt độ chính xác theo chều sâu sản phẩm. Ngồi ra khn dễ bị nghiêng
đi ở mối ghép giữa khuôn trên và khuôn dưới nên chiều dày sản phẩm sẽ bị lệch, khuôn
dễ bị xước và in vết lên sản phẩm.
Page 3
3)Khn nửa kín nửa hở
Khn này, như hình 2.1c, là khuôn tổng hợp giữa khuôn ép phẳng và khuôn ép chìm và
được sử dụng như là khn ép chìm ở nửa đầu hành trình ép, nhưng phần sau làm việc
như khuôn ép phẳng. Khuôn trên và dưới được đỡ bằng bộ phận ép. Vật liệu thừa chảy ra
từ lịng khn sẽ được cắt đứt ở bộ phận đỡ gờ này.
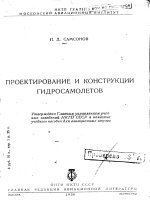
Hình 2.3
3) Khuụn ghộp
Hỡnh 2.4
Sản phẩm
Lõi giữa
Rím ghép
Đế
Page 4
2. Ở sản phẩm có vai như là lõi cuộn dây điện, thì người ta dùng kết cấu khn mở, hình
2.4a. Hơn nữa, sản phẩm có vùng cắt ngang (under cut), như lỗ mặt bên trên hình
2.4b, thì coi vùng cắt ngang như là chi tiết khuôn đặc biệt và có thể sử dụng khn có
kết cấu lõi trượt với khả năng chuyển động ngang khi đóng mở khn.
1.3 Khn tạo hình bằng cách ép chuyển (transfer)
Phương pháp tạo hình này sử dụng máy ép áp lực thông thường như hình 2.5, áp
lực tác động phun vật liệu dạng chảy lỏng vào lịng khn. Nhìn chung, kết cấu
khn đơn giản và cũng có ưu điểm là thiết bị rẻ tiền.
Trong trường hợp số lượng sản xuất ít, cũng có thể ỏp dng hỡnh thc ny. Nhng
Đế piston
Piston
Đậu rót
Tấm trên
Chốt dẫn h-ớng
Tấm d-ới
Sản phẩm
Đế d-ới
trng hp sn lng nhiu hoc kớch thước chi tiết lớn, ta cố định chày piston
vào bàn máy ép áp lực (bàn cố định) và lắp ống piston vào tấm trung gian, và cố
định phần lịng khn vào bàn di động.
Page 5
Kết cấu của khuôn ép phun
Trong phần này chúng ta sẽ học về khuôn 2 tấm, khuôn 3 tấm và khuôn không rÃnh dẫn
Cấu trúc cơ bản của khuôn đợc xác định tùy thuộc
nhiều yếu tố nh: hình dáng vật đúc, số lợng sản
phẩm, vật liệu của vật đúc hoặc là vị trí cửa rót.
Cấu trúc của khuôn đợc phân loại theo khuôn 2 tấm,
khuôn 3 tấm, khuôn không dÃnh dẫn và khuôn đặc biệt,
mỗi loại có đặc điểm riêng.
Khuôn 2 tấm
Khuôn 2 tấm có 1 đờng phân khuôn parting line (PL: where the mold divides) đờng
này chia khuôn thành 2 phần: cố định và di động
Ưu điểm:
Cấu trúc đơn giản hơn là khuôn 3 tấm hoặc khuôn không rÃnh dẫn.
Giá thành khuôn có thể giảm.
Hệ thống rót bao gồm cổng phân phối (miệng phun) cạnh (side gate), và cổng
phân phối trực tiếp (direct gate), cổng phân phối ngầm (submarine gate), và trực
tiếp thờng sử dụng nhiều hơn.
Với cửa rót ngầm, ta có thể tách chi tiết khỏi rÃnh dẫn (bao gồm đậu rót và cổng
phân phối), nh vậy không cần có bớc cắt bỏ nó sau khi đúc (ta sÏ häc tõng bé
phËn cđa r·nh dÉn trong hƯ thèng rÃnh "Runner System").
Nhợc điểm:
Cổng phân phối cạnh và cổng phân phối trực tiếp cần phải loại bỏ rÃnh dẫn, nên chúng
khó tự động hóa và không tiết kiệm.
(Click each name in the figure to display the explanation.)
Cơm ®Ëu rãt r·nh dẫn và cổng phân phối:
Sự liên hệ với nh là biểu diễn hình dới, chúng đợc đánh dấu riêng.
Page 6
Tuy nhiên việc xử lý rÃnh dẫn bao gồm cả việc loại bỏ đậu rót và cổng phân phối.
đậu rót: là lối vào, nơi mà nhựa nóng đợc phun vào khuôn.
RÃnh dẫn: kênh chuyển nhựa nóng tới chi tiết.
Cổng phân phèi: lµ miƯng phun nhùa vµo chi tiÕt tõ r·nh dÉn.
Chó thÝch
1. TÊm kĐp phÝa tríc.
3. TÊm khu«n sau.
5. TÊm ®ì.
2. TÊm khu«n trưíc..
4. TÊm kĐp phÝa sau.
6. Khèi ®ì.
Page 7
7. Tấm giữ.
9. Vòng định vị.
11. Bạc dẫn hớng.
13. Bộ ®Þnh vÞ.
15. Chèt ®Èy.
17. Chèt ®ì.
8. TÊm ®Èy.
10. Chèt dÉn hưíng.
12. B¹c më réng.
14. Chèt håi vỊ.
16. B¹c dÉn hưíng chốt.
18. Bạc cuống phun.
Khuôn 3 tấm
Khuôn 3 tm có 2 ng phân khuôn parting lines (PL: where the mold divides) một để
tháo rÃnh dẫn v một để tháo chi tit, nó gm 3 phần: tm c đnh, tm di chuyển v tm
dùng để tháo khuôn.
Ưu điểm:
Chi tit v rÃnh dẫn có thĨ tự đéng t¸ch riêng ra, nó dƠ tù ộng húa v c áp dụng
rộng rÃi trong dạng sản xut lớn.
Nhợc điểm:
Cấu trúc phức tạp hơn khuôn 2 tấm.
Giá thnh khuôn cũng cao hơn.
(Click each name in the figure to display the explanation.)
Khuôn không rÃnh dẫn
1. Khái niệm.
Khuôn không rÃnh dẫn là khuôn có đặt bộ gia nhiệt vào vùng đậu rót hoặc rÃnh
dẫn, làm cho vật liệu luôn ở trạng thái lu động, không đông cứng.
ở khuôn 2 tấm và khuôn 3 tấm cần tháo các chi tiết và rÃnh dẫn (runners), khuôn không
rÃnh dẫn chỉ cần tháo chi tiết để lại rÃnh dẫn ở trong khuôn.
Có 4 kiĨu chđ u:
- KiĨu häng phun kÐo dµi (Extention Nozzle)
- KiÓu giÕng (Well Type)
Page 8
- KiĨu r·nh dÉn c¸ch ly (Insulated Runner)
- KiĨu r·nh dẫn nóng (Hot Runner) ( đợc dùng nhiều nhất)
Trong hai kiểu đầu là loại không có đậu rót nên cũng gọi là không rÃnh dẫn. Còn hai kiểu
sau mới thực sự là khuôn không rÃnh dẫn.
Ưu điểm:
Do rÃnh dẫn không ®ược lấy ra mà chØ cã phÇn chi tiết được tháo ra nên không cần có bộ
phận tháo rÃnh dẫn. Không phải loại bỏ rÃnh dẫn.
Đậu rót hoặc rÃnh dẫn luôn c nung nóng bởi bộ gia nhiệt, do đó nhựa nóng chảy điền
đầy tốt.
Nó phù hợp cho quá trình tự ộng hóa và có hiệu quả cao khi sản xut với sản lợng lớn;
Nhc iểm:
Kt cu khuôn phức tp.
Giá thành khu«n cao.
Nąp liƯu mất nhiỊu thêi gian.
(Click each name in the figure to display the explanation.)
C¸ch cấp nhiƯt cho vật liệu đúc
Để lm núng chảy vật liệu (molding material), nhựa thờng đợc lm chảy dẻo
(plastication) trong xi lanh phun. Tuy nhiên khuôn không rÃnh dẫn áp dụng phơng pháp
rÃnh dÉn nãng, nã làm tan ch¶y vËt liƯu b»ng bé gia nhiƯt.
Cã 2 kiĨu làm r·nh dÉn nãng: kiĨu nung nóng bên trong dùng ể nung nóng vật liệu từ
chỗ häng phun phơ, và kiĨu nung nãng tõ bªn ngồi đĨ nung nãng vËt liƯu tõ ngồi häng
phun phơ như sau:
Page 9
Kiểu nung nóng trong
Hiệu suất nhiệt cao.
Cản trở dòng chảy
nhiều.
Khó thay đổi màu (do
còn lớp đông cứng bên
trong)
Kiểu nung nóng ngoài
Có hai kiểu sau
Hiệu suất nhiệt cao.
It cản trở dòng chảy.
Điều kiện thích hợp của vật liệu của khuôn rÃnh dẫn nóng nh sau:
- Không nhy cảm với nhiệt độ, ®é ỉn ®Þnh nhiƯt cao và dƠ ®óc ë nhiƯt độ
thp
- Không nhy cảm với áp sut, đúc phun phải ®ỵc làm ë nhiƯt ®é thấp.
- NhiƯt ®é làm biến dąng nhiƯt cao ®Ĩ cã thĨ nhanh chãng lấy vËt đúc ra.
- Độ dẫn nhiệt cao.
- Nhiệt dung riêng thp.
Chc năng của các bộ phận chính
Trong phần này chúng ta sẽ giới thiệu tên gọi, chức năng của các bộ phận chính
của khn ép nhựa.
Page 10
Cỏc b phn chớnh
Tấm khuôn trớc (thờng là tấm hốc): Là phần cố định của khuôn, thờng tạo thành
phần ngoài của sản phẩm.
Tấm khuôn sau (thờng là tấm lõi): Là phần chuyển động của khuôn, thờng tạo nên
phần trong của sản phẩm.
H thng y
Chức năng của hệ thống đẩy là lấy sản phẩm ra sau khi khuôn mở. Do vật liệu dẻo
đều bị co lại khi chuyển từ trạng thái lỏng sang rắn trong quá trình làm nguội nên
sản phẩm tạo thành sẽ bó lại trên lõi. Đây là thực tế thờng xảy ra do đó cần có
biện pháp để các sản phẩm tự rơi khỏi khuôn.
Vi cỏc khuụn thụng thường có thể dùng một chốt hồi và một lị xo, cịn đối với
các khn cỡ lớn người ta có thể dùng chốt hồi có lị xo khí nén
Hình vẽ sau minh họa một ví dụ của khn cỡ lớn.
Page 11
Khn cơ sở
TÊm kĐp phÝa trưíc: Cã t¸c dơng kĐp phần cố định của khuôn vào máy ép phun.
Tấm kẹp phía sau: Kẹp phần chuyển động của khuôn vào phần chuyển động của máy
ép phun.
Page 12
Lõi trượt
Chúng ta sẽ giới thiệu tên goi và chức năng của các bộ phận chính của một lõi
trượt (slide core).
Page 13
Lõi nới lỏng
Có loại có cần đẩy nghiêng theo hình 2D, có loại nghiêng theo hình 3D
Click each name to display the explanation.
< Cần đẩy nghiêng theo hình 2D >
< Cần đẩy nghiêng theo hình 3D >
Loại này dễ chế tạo lỗ dẫn hướng cần
đẩy trong khuôn hơn loại 3D, rãnh lắp
bạc lót được làm ngay trong khn.
Loại này khó chế tạo lỗ dẫn hướng cần
đẩy trong khuôn hơn loại 2D, rãnh lắp
bạc lót được làm tách rời khỏi khn
Page 14
2-Dimensional direction
3-Dimensional Direction
Trình tự các chuyển động mở khn
Trong chương này chúng ta sẽ mô phỏng từng bước chuyển động m khuụn bng hỡnh
nh. Xem "Chức năng các bộ phận_ Xử lí phần cắt ngang"
M khuụn
Nha núng chy in y khn, khi nguội và đơng đặc hồn tồn khn bắt đầu
mở từng dần bước.
Page 15
Nếu có phần cắt ngang trên chi tiết, nó sẽ giải quyết ngay ở lúc này nhờ chốt xiên
angular pin và lõi trượt slide core
Nếu góc nghiêng của lõi trượt khơng lớn hơn góc nghiêng của chốt xiên thì sẽ có
va chạm khi mở khn hoặc khơng chặn được khối trượt.
Nên lấy : = + góc hở (góc hở = 2 ®Õn 5 , tuy nhiên,
20 )
Mở hồn tồn
Sau khi chốt xiên ra hết khỏi lõi trượt, khuôn mở nhanh. Lõi trượt phải được phải
ở vị trí được ra hết khỏi phần cắt ngang.
Page 16
Bộ phận đẩy bắt đầu…Tấm đẩy đi lên
Tấm đẩy đẩy các chốt đẩy và lõi nới lỏng nhờ cần đẩy của khuôn và sản phẩm từ
từ rời ra.
Cần đặc biệt chú ý xem có các gân hay vấu lồi trên hành trình của tháo lỏng
khơng. Điều đó có thể làm lõi tháo lỏng bị vướng, không thể di chuyển được theo
yêu cầu.
Page 17
Đẩy chi tiết xong. . . Tấm đẩy hết hành trình
Khi tấm đẩy đi hết hành trình, lõi tháo lỏng phải di chuyển về phía có thể tháo sản
phẩm ra được.
Phải chú ý đến vấn đề sau đây khi xử lý phần cắt ngang bằng lõi nới lỏng.
Nếu lõi nới lỏng khơng di chuyển về phía trong để sản phẩm có thể tháo ra được
thì sẽ khơng lấy được sản phẩm ra.
Thường ta lấy : A =B + (3 -- 5) mm
B : độ dài phần cắt
ngang
Ngoài ra, nếu hành trình đẩy của sản phẩm là h, góc nghiêng của cần đẩy slide rod
phải là:
Page 18
= (A/h)
Chú ý đừng để cho lõi nới lỏng chạm vào các bộ phận khác khi nó được đẩy ra hết
hành trình.
Bắt đầu đóng . . . khn đang đóng
Sản phẩm được tháo ra và khn bắt đầu đóng.
Khi chốt hồi đập vào tấm hốc, khoảng hở giữa chốt đẩy và tấm hốc phải lớn hơn
độ dày của sản phẩm.
Page 19
Khn đóng hồn tồn
Chốt hồi chạm vào tấm hốc, mang tấm đẩy xuống và kéo theo chốt đẩy và chốt nới lỏng.
Lực kẹp khuôn tăng lên từ thấp đến cao ngay trước khi khn được kẹp hồn tồn.
Điều đó có thể làm hỏng khuôn nếu khuôn đang kẹp với lực kẹp lớn khi có dị vật ở trong
khn.
Page 20
Chu kỳ ép… Chuyển động của cả chu kỳ
Khuôn bắt đầu mở
Khn đóng hồn tồn
image\g1-6.gif
Page 21