Giao An DUNG SAI LAP GHEP VA DO LUONG phan 2
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (150.58 KB, 10 trang )
CHƯƠNG TRÌNH KHUNG TRÌNH ĐỘ CAO ĐẲNG NGHỀ
(Ban hành kèm theo Quyết định số
/
/ QĐ - BLĐTBXH
ngày
tháng
năm 2008 của Bộ trưởng Bộ Lao động - Thương binh và Xã hội)
_____________________
Tên nghề: Cắt gọt kim loại
Mã nghề:
Trình độ đào tạo: Cao đẳng nghề
Đối tượng tuyển sinh: Tốt nghiệp Trung học phổ thông hoặc tương đương
Số lượng môn học, mô đun đào tạo: 45
Bằng cấp sau khi tốt nghiệp: Bằng tốt nghiệp Cao đẳng nghề
1. MỤC TIÊU ĐÀO TẠO
1.1. Kiến thức, kỹ năng nghề nghiệp
- Kiến thức.
+ Các môn học kỹ thuật cơ sở
- Hiểu được tính chất cơ lý tính của các loại vật liệu làm dụng cụ cắt (dao,
đá mài, vật liệu gia công kim loại và phi kim loại), đặc tính nhiệt luyện các loại
thép các bon thường, thép hợp kim và thép làm dao tiện, phay, bào, mũi khoan,
mũi doa, đục, giũa...khi sơ chế và sau khi nhiệt luyện.
- Trình bày được các loại kích thước và độ chính xác của kích thước; đặc
tính của lắp ghép, sai số về hình dáng hình học và vi trí, độ nhám bề mặt; chuỗi
kích thước. Chuyển hố được các ký hiệu dung sai thành các kích thước tương ứng
để gia công.
- Hiểu được cấu tạo, nguyên lý làm việc, cách đo, đọc kích thước và hiệu
chỉnh các loại panme, đồng hồ so, thước đo góc vạn năng, thước cặp...
- Đọc và phân tích được bản vẽ (với ba hình chiếu, có mặt cắt, có cắt
trích...); lập được các bản vẽ đơn giản.
- Hiểu rõ kết cấu của các chi tiết, các cụm máy và các đường truyền động
của máy.
- Trình bày được nguyên lý hoạt động của động cơ điện không đồng bộ 3
pha, công dụng, cách sử dụng một số loại khí cụ điện dùng trong máy cắt kim loại.
+ Các mô đun chuyên môn nghề
- Trang bị các kiến thức về an tồn lao động, vệ sinh cơng nghiệp, phòng
chống cháy nổ nhằm tránh gây những tổn thất cho con người và cho sản xuất, các
biện pháp nhằm giảm cường độ lao động, tăng năng suất.
- Trang bị kiến thức chung nhất về máy cắt, đồ gá, dao cắt, quy trình cơng
nghệ, chế độ cắt, dung dịch làm nguội.
- Hiểu được đặc tính kỹ thuật, cấu tạo, nguyên lý làm việc, phương pháp sử
dụng và bảo quản các loại máy cắt kim loại, các dụng cụ: Gá, cắt, kiểm tra.
- Hiểu được các phương pháp gia công cơ bản trên máy tiện CNC, máy phay
CNC, máy tiện vạn năng, máy phay vạn năng, máy mài, máy doa, máy khoan...
- Trình bày được các dạng sai hỏng, nguyên nhân và cách khắc phục.
- Có đủ kiến thức về khoa học kỹ thuật làm nền tảng cho việc nắm bắt đầy đủ
các đặc tính cơ lý của q trình gia cơng, nguyên lý, cấu tạo, công dụng của các
máy cắt kim loại thông dụng, vận dụng để sản xuất đạt hiệu quả cao.
- Có khả năng tổ chức và quản lý một phân xưởng độc lập.
- Có trách nhiệm, thái độ ứng xử, giải quyết vấn đề nghiệp vụ hợp lý.
- Kỹ năng.
- Thực hiện các biện pháp an toàn lao động và vệ sinh công nghiệp.
- Sử dụng thành thạo các dụng cụ cắt cầm tay như : Đục, giũa các mặt
phẳng, khoan lỗ, cắt ren bằng bàn ren, ta rô, cưa tay.
- Sử dụng thành thạo các loại máy tiện vạn năng, máy phay, máy bào xọc,
máy mài tròn ngoài, máy mài phẳng, máy mài hai đá, máy doa, máy khoan bàn.
- Phát hiện và sửa chữa được các sai hỏng thông thường của máy, đồ gá và
vật gia công.
- Thiết kế và chế tạo được chi tiết, thiết bị cơ khí đơn giản
- Chế tạo và mài được các dụng cụ cắt đơn giản.
- Tiện được các chi tiết có mặt trụ trơn, bậc, mặt cơn, ren tam giác, ren
truyền động các hệ ngoài và trong; tiện chi tiết lệch tâm chi tiết định hình và các
chi tiết có hình dáng khơng cân xứng với gá lắp phức tạp.
- Phay được các dạng mặt phẳng, góc, rãnh, bánh răng trụ răng thẳng, bánh
răng trụ răng nghiêng, thanh răng và mặt định hình.
- Bào, xọc được các dạng mặt phẳng, góc, rãnh, bánh răng trụ răng thẳng,
thanh răng và mặt định hình.
- Mài được các loại rãnh, mặt phẳng, mặt định hình, mặt trụ và mặt cơn
trong, ngồi, mài các loại dụng cụ cắt.
- Doa được lỗ trụ, lỗ bậc, cắt rãnh định hình trên máy doa vạn năng.
- Lập chương trình gia cơng, vận hành và điều chỉnh được máy tiện CNC,
máy Phay CNC.
- Dự đoán được các dạng sai hỏng khi gia công và biện pháp khắc phục.
- Có đủ khả năng tham gia vào các vị trí cơng việc như: trực tiếp sản xuất,
cán bộ kỹ thuật, tổ trưởng sản xuất, quản đốc phân xưởng trong các doanh nghiệp
sản xuất, lắp ráp, sửa chữa, kinh doanh các sản phẩm cơ khí hoặc có thể tự tạo việc
làm và tiếp tục học lên trình độ cao hơn.
1.2. Chính trị, đạo đức; Thể chất và quốc phịng
- Chính trị, đạo đức
+ Có nhận thức đúng về đường lối xây dựng và phát triển đất nước, hiểu
được pháp luật, ý thức được trách nhiệm của bản thân về lao động, tác phong, ln
vươn lên và tự hồn thiện.
+ Có tác phong cơng nghiệp
+ Có trách nhiệm, thái độ ứng xử, giải quyết cơng việc hợp lý.
+ Có ý thức học tập và rèn luyện để nâng cao trình độ, kỹ năng để đáp ứng
u cầu cơng việc.
- Thể chất và quốc phịng
+ Có sức khoẻ tốt.
+ Hiểu biết và luôn rèn luyện thể chất, ý thức xây dựng và bảo vệ Tổ quốc.
2. THỜI GIAN CỦA KHÓA HỌC VÀ THỜI GIAN THỰC HỌC TỐI THIỂU
2.1. Thời gian của khoá học và thời gian thực học tối thiểu
- Thời gian đào tạo: 3 năm
- Thời gian học tập : 131 tuần
- Thời gian thực học tối thiểu : 3750h
- Thời gian ôn, kiểm tra hết môn và thi : 300h; Trong đó thi tốt nghiệp: 90 h
2.2. Phân bổ thời gian thực học tối thiểu
- Thời gian học các môn học chung bắt buộc: 450h
- Thời gian học các môn học, mô đun đào tạo nghề: 3300h;
+ Thời gian học bắt buộc: 2640h; Thời gian học tự chọn: 660h
+ Thời gian học lý thuyết: 1020h; Thời gian học thực hành: 2280h
3. DANH MỤC MÔN HỌC, MÔ ĐUN ĐÀO TẠO NGHỀ BẮT BUỘC, THỜI
GIAN VÀ PHÂN BỔ THỜI GIAN; ĐỀ CƯƠNG CHI TIẾT CHƯƠNG TRÌNH
MƠN HỌC, MƠ ĐUN ĐÀO TẠO NGHỀ BẮT BUỘC
3.1. Danh mục các môn học, mô đun đào tạo nghề bắt buộc
Mã
Tên môn học, mô đun
MH,
MĐ
I
MH 01
MH 02
MH 03
MH 04
MH 05
MH 06
MH 07
Thời gian
đào tạo
Năm
học
Các môn học chung
Giáo dục quốc phịng
Giáo dục thể chất
Pháp luật
Chính trị
Tin học
Ngoại ngữ 1
Ngoại ngữ 2
1
1
1
2
2
2
3
Học
kỳ
I
I
I
I
I
I
I
Thời gian của môn
học, mô đun (giờ)
Tổng
số
450
75
60
30
90
75
60
60
Trong đó
Giờ
LT
450
75
60
30
90
75
60
60
Giờ TH
II
Các môn học, mô đun đào
2640 810
1830
tạo nghề bắt buộc
II.1
Các môn học, mô đun kỹ
340
340
thuật cơ sở
MH 08 Điện kỹ thuật
1
II
45
MH 09 Cơ kỹ thuật
1
II
75
MH 10 Vật liệu cơ khí
1
I
45
MH 11 Dung sai lắp ghép và đo
1
II
45
lường
MH 12 Vẽ kỹ thuật 1
1
II
45
MH 13 Vẽ kỹ thuật 2 (Acad)
2
II
45
CHƯƠNG TRÌNH MƠN HỌC: DUNG SAI LẮP GHÉP VÀ ĐO LƯỜNG
Mã số môn học: MH 11
Thời gian môn học: 45h ;
(Lý thuyết: 32h; Thực hành: 13h)
I. VỊ TRÍ, TÍNH CHẤT CỦA MƠN HỌC:
Mơn học được bố trí sau khi học sinh học xong các môn học chung, trước các
môn học/ mô đun đào tạo chuyên môn nghề, là môn học lý thuyết cơ sở bắt buộc.
II. MỤC TIÊU MƠN HỌC:
Học xong mơn học này học sinh có khả năng:
- Xác định đúng độ chính xác gia cơng, nhám bề mặt theo các u cầu của kỹ
thuật của chi tiết cụ thể.
- Chuyển hoá được các ký hiệu dung sai thành các trị số gia công tương ứng.
- Biểu diễn đúng các quy ước về sai lệch giới hạn, độ nhám các bề mặt đặc biệt
của chi tiết.
- Trình bày đầy đủ cơng dụng, cấu tạo, nguyên lý, phương pháp sử dụng và bảo
quản các loại dụng cụ đo thường dùng.
- Đo, đọc chính xác kích thước và kiểm tra được độ khơng song song, khơng
vng góc, khơng đồng trục, khơng trịn, độ nhám.
III. NỘI DUNG MƠN HỌC:
1. Nơi dung tổng qt và phân phối thời gian:
Số
TT
I
Tên chương mục
Mở đầu
Những khái niệm cơ bản về
dung sai và lắp ghép
- Đổi lẫn chức năng và vấn
Thời gian
Tổng
Lý Thực hành
Kiểm tra*
số thuyết Bài tập
(LT hoặc TH)
1
1
0
7
5
2
đề tiêu chuẩn hóa.
- Khái niệm về kích thước,
sai lệch giới hạn và dung
sai.
- Khái niệm về lắp ghép.
II Dung sai lắp ghép bề mặt
7
5
2
1
trơn
- Quy định dung sai
- Quy định lắp ghép
- Phạm vi ứng dụng của lắp
ghép tiêu chuẩn
III Dung sai hình dạng, vị trí và
6
5
1
nhám bề mặt
- Dung sai hình dạng và vị trí
bề mặt.
- Nhám bề mặt.
IV Dung sai kích thước và lắp
13
10
3
ghép các mối ghép thông
dụng
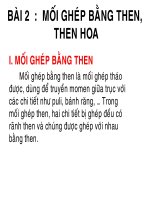
- Dung sai lắp ghép ổ lăn
- Dung sai lắp ghép then và
then hoa
- Lắp ghép côn trơn
- Dung sai lắp ghép ren
- Dung sai truyền động bánh
răng
1
V Chuỗi kích thước
4
3
1
- Các khái niệm cơ bản
- Giải chuỗi kích thước
VI Dụng cụ đo thông dụng và
5
3
2
phương pháp đo các thông số
hình học trong chế tạo máy
- Các dụng cụ đo thơng dụng
- Phương pháp đo các thơng
số hình học trong chế tạo
máy
Cộng
45
32
11
2
*
Ghi chú: Thời gian kiểm tra lý thuyết được tính vào giờ lý thuyết, kiểm tra thực
hành được tính vào giờ thực hành.
2. Nội dung chi tiết:
Mở đầu
Thời gian: 1h
Chương 1. Những khái niệm cơ bản về dung sai và lắp ghép
Mục tiêu:
Trình bày đầy đủ kích thước danh nghĩa, kích thước thực, kích thước giới
hạn, dung sai chi tiết, dung sai lắp ghép
Trình bày rõ đặc điểm của các kiểu lắp ghép: Lắp lỏng - Lắp chặt
Lắp trung gian
Xác định đựợc dung sai của chi tiết, mối ghép.
Nội dung:
Thời gian:7h(LT:5h; TH:2h)
1. Đổi lẫn chức năng và vấn đề tiêu chuẩn hóa.
Thời gian: 1h
1.1. Bản chất tính đổi lẫn chức năng.
1.2. Quy định dung sai và tiêu chuẩn hóa.
1.3. Ý nghĩa của tiêu chuẩn hóa.
Thời gian: 3h
2. Khái niệm về kích thước, sai lệch giới hạn và dung sai.
2.1. Kích thước danh nghĩa.
2.2. Kích thước thực.
2.3. Kích thước giới hạn.
2.4. Sai lệch giới hạn.
2.5. Dung sai.
3. Khái niệm về lắp ghép.
Thời gian: 3h
3.1. Nhóm lắp lỏng.
3.2. Nhóm lắp chặt.
1.1. Nhóm lắp trung gian.
1.2. Sơ đồ phân bố miền dung sai của lắp ghép.
Bài: KHÁI NIỆM VỀ LẮP GHÉP
A. Mục Tiêu:
Trình bày đầy đủ khái niệm về lắp ghép;
Giải thích được các nhóm lắp ghép như lắp lỏng, lắp chặt;
Phân biệt được các nhóm lắp ghép cơ bản trong hệ thống mối lắp ghép cơ khí;
Nghiêm túc và có ý thức trong học tập.
B.Nội dung
1.Khái niệm về lắp ghép:
- Hai hay một số chi tiết phối hợp với nhau 1 cách cố định ( đai ốc vặn vào bu
lông ) hoặc di động ( piston trong xi lanh ) thì tạo thành mối ghép. Những bề mặt
và kích thước mà dựa theo chúng các chi tiết phối hợp lại với nhau gọi là bề mặt
lắp ghép và kích thước lắp ghép.
2.Các loại lắp ghép.
2.1 Lắp ghép có độ hở (nhóm lắp Lỏng):
- Trong lắp ghép này, kích thước bề mặt bao ln lớn hơn kích thước bề mặt bị
bao ( KT lỗ lớn hơn KT trục ).
Độ hở lắp ghép kí hiệu là S và được tính như sau:
S=D-d
- Ứng với các kích thước giới hạn, ta có độ hở giới hạn:
+ Độ hở lớn nhất: Smax = Dmax – dmin
+ Độ hở nhỏ nhất: Smin = Dmin – dmax
S max+ S min
+ Độ hở trung bình: Stb=
2
- Dung sai của độ hở hoặc dung sai của lắp ghép:
ITs = Smax – Smin = ITD + Itd
Như vậy,dung sai của lắp ghép bằng tổng dung sai của lổ và trục.
- Mặt khác,từ công thức trên ta cũng có:
Smax = ES – ei
Và Smin = EI - es
2.2 Lắp ghép có độ dơi (nhóm lắp Chặt).
- Trong lắp ghép này, KT bề mặt bị bao luôn lớn hơn KT bể mặt bao ( KT lỗ
nhỏ hơn KT trục ). Độ dôi trong lắp ghép đặc trưng cho sự cố định tương đối giữa
2 chi tiết trong lắp ghép. Nếu độ dơi càng lớn thì sự cố định giữa 2 chi tiết càng
bền chặt và ngược lại.
Độ dơi kí hiệu là N,và được tính như sau:
N=d–D
- Ứng với các KT giới hạn, ta có độ dơi giới hạn:
+ Độ dôi lớn nhất: Nmax = dmax - Dmin
+ Độ dôi nhỏ nhất: Nmin = dmin - Dmax
+ Độ dơi trung bình: Ntb =
N max+ N min
2
+ Dung sai của độ dôi hoặc dung sai của lắp ghép:
ITN = Nmax – Nmin = ITD + ITd
-
Mặt khác ta cũng có:
Nmax = es – EI
Nmin = ei – ES
Nội Dung
1Khái niệm về lắp ghép
2.Phân loại các nhóm lắp
ghép:
a) Nhóm lắp lỏng:
+ khái niệm
+ cơng thức
b) Nhóm lắp chặt:
+ khái niệm
+ cơng thức
PPDH
+ Giải thích các nội dung
khái niệm.
+Trình bày khái niệm.
+Trực quan (Xem vật
thật).
+Đàm Thoại (Yêu cầu hs
xác định các giá trạ dung
sai, trình bày các khái
niệm).
+Nhận xét.....
PTDH
+ Bảng
+Phấn
+vật thật
+ bảng biểu treo tường
tài liệu
Nội dung
1Khái niệm về lắp ghép
2.Phân loại các nhóm lắp
ghép:
a) Nhóm lắp lỏng:
+ khái niệm
+ cơng thức
b) Nhóm lắp chặt:
+ khái niệm
+ công thức
Hoạt động dạy
Hoạt động học
+ Nêu và giải thích các nội
dung khái niệm
+Trình bày khái niệm
+ Cho nhọc sinh xem hình
+Yêu cầu học sinh xác định
các giá trị dung sai
.+ lắng nghe
+ yêu cầu học sinh trình
bày khái niệm
+ cho xem hình vẽ
+ nhận xét
+ lắng nghe
+ xem hình vẽ
+lắng nghe và thực hiện
+ lắng nghe và thực hiện
+ xem hình
+ xác định các giá trị dung
sai
Chuẩn bị tài liệu phát tay.
Bài: KHÁI NIỆM VỀ LẮP GHÉP
1.Khái niệm về lắp ghép:
- Hai hay một số chi tiết phối hợp với nhau 1 cách cố định ( đai ốc vặn vào bu
lông ) hoặc di động ( piston trong xi lanh ) thì tạo thành mối ghép. Những bề mặt
và kích thước mà dựa theo chúng các chi tiết phối hợp lại với nhau gọi là bề mặt
lắp ghép và kích thước lắp ghép.
2.Các loại lắp ghép.
2.1 Lắp ghép có độ hở (nhóm lắp Lỏng):
- Trong lắp ghép này, kích thước bề mặt bao ln lớn hơn kích thước bề mặt bị
bao ( KT lỗ lớn hơn KT trục ).
Độ hở lắp ghép kí hiệu là S và được tính như sau:
S=D-d
- Ứng với các kích thước giới hạn, ta có độ hở giới hạn:
+ Độ hở lớn nhất: Smax = Dmax – dmin
+ Độ hở nhỏ nhất: Smin = Dmin – dmax
S max+ S min
+ Độ hở trung bình: Stb=
2
- Dung sai của độ hở hoặc dung sai của lắp ghép:
ITs = Smax – Smin = ITD + Itd
Như vậy,dung sai của lắp ghép bằng tổng dung sai của lổ và trục.
- Mặt khác,từ cơng thức trên ta cũng có:
Smax = ES – ei
Và Smin = EI - es
2.2 Lắp ghép có độ dơi (nhóm lắp Chặt).
- Trong lắp ghép này, KT bề mặt bị bao luôn lớn hơn KT bể mặt bao ( KT lỗ
nhỏ hơn KT trục ). Độ dôi trong lắp ghép đặc trưng cho sự cố định tương đối giữa
2 chi tiết trong lắp ghép. Nếu độ dơi càng lớn thì sự cố định giữa 2 chi tiết càng
bền chặt và ngược lại.
Độ dơi kí hiệu là N,và được tính như sau:
N=d–D
- Ứng với các KT giới hạn, ta có độ dơi giới hạn:
+ Độ dơi lớn nhất: Nmax = dmax - Dmin
+ Độ dôi nhỏ nhất: Nmin = dmin - Dmax
+ Độ dơi trung bình: Ntb =
N max+ N min
2
+ Dung sai của độ dôi hoặc dung sai của lắp ghép:
ITN = Nmax – Nmin = ITD + ITd
-
Mặt khác ta cũng có:
Nmax = es – EI
Nmin = ei – ES