Thiết kế, chế tạo mô hình máy phay CNC 2D
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (384.2 KB, 6 trang )
<span class='text_page_counter'>(1)</span><div class='page_container' data-page=1>
TẠP CHÍ KHOA HỌC VÀ CƠNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
<b>THIẾT KẾ, CHẾ TẠO MƠ HÌNH MÁY PHAY CNC 2D </b>
THE DESIGN AND MANUFACTURE OF THE 2D-CNC
MILLING-MACHINE MODEL
<i><b>Phạm Đăng Phước </b></i>
<i>Trường Đại học Phạm Văn Đồng </i>
<b>TÓM TẮT </b>
Nghiên cứu các lĩnh vực công nghệ cao, nâng cao khả năng thiết kế các hệ thống điều
khiển tự động, chế tạo các loại máy CNC (Computer Numerical Control) dùng trong sản xuất là
yêu cầu cấp thiết đối với ngành cơ khí của nước ta, đặc biệt trong lĩnh vực đào tạo chuyên
ngành này. Máy phay CNC là một trong những thiết bị được sử dụng nhiều, dùng để gia công
những chi tiết có độ chính xác cao, hình dáng phức tạp. Bài báo giới thiệu những thành công,
các kết quả nghiên cứu thiết kế, chế tạo máy phay CNC 2D như một cơ sở ban đầu cho các
nghiên cứu phức tạp hơn sau này. Máy được thiết kế theo hướng ứng dụng công nghệ
CAD/CAM, sử dụng phần mềm KCAM, lập trình tự động để gia cơng các biên dạng được vẽ
trên máy tính.
<b>ABSTRACT </b>
Any researches into hi-tech areas such as improving the design of auto-control systems
and manufacturing CNC tool machines are pressing requirements for Vietnam’s engineering
branch, especially in the training of engineering. The CNC milling machine is one of the
commonly used machines, which manufacture complicate-shaped details with high accuracy.
This article presents the results of a research on the design and manufacture of the 2D-CNC
milling machine as a preliminary base for later researches. This machine is designed to apply
the CAD/CAM technology with the KCAM software and automatic programs to the processing of
the paths drawn on the PC.
<b>1.Mở đầu </b>
</div>
<span class='text_page_counter'>(2)</span><div class='page_container' data-page=2>
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
trước có độ phức tạp lớn hơn về yêu cầu điều khiển và độ chính xác; kết quả nhằm phục
vụ cho công tác giảng dạy và học tập của sinh viên chuyên ngành, từng bước nâng cao
năng lực thiết kế các loại máy CNC.
<b>2.Nội dung </b>
<i><b>2.1.</b><b>Thiết kế cơ khí </b></i>
Máy được thiết kế ở dạng mơ hình nhưng đảm bảo các chuyển động chính xác
của bàn máy trên cơ sở phối hợp chuyển động theo phương hai trục X, Y. Mục tiêu thiết
kế là máy có thể đảm bảo được các chuyển
động để gia công các đường thẳng, đường
cong trong mặt phẳng nằm ngang, song song
với mặt bàn máy; các đường gia cơng có thể
được vẽ trên các phần mềm CAD, dữ liệu
truyền trực tiếp đến máy thiết kế để gia công
thông qua các lệnh G, M code. Máy được thiết
kế với kiểu điều khiển 2D; với điều khiển 2D,
hai trục X, Y có thể được điều khiển đồng thời
(Trục Z chuyển động độc lập).
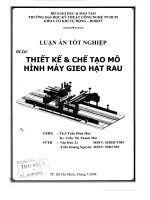
Mơ hình máy thiết kế được mơ phỏng trên phần mềm Inventor như hình 2:
1, 2: Các động cơ DC servo dẫn động trục
X, Y.
3, 4: Các bộ truyền vít me – đai ốc bi.
5: Động cơ AC dẫn động trục chính.
6: Động cơ DC nâng hạ trục chính.
7: Bàn máy.
1
2
3
4
5 6
7
<i><b>Hình 2.</b> Mơ hình máy phay </i>
</div>
<span class='text_page_counter'>(3)</span><div class='page_container' data-page=3>
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
<i><b>Động cơ dẫn động trục chính: </b></i>
Dùng loại động cơ xoay chiều (AC Motor) vì nó có những đặc điểm sau:
<i> Ưu điểm: </i>Cấp nguồn trực tiếp từ điện lưới xoay chiều, dễ tìm, động cơ có cơng
suất lớn nhưng kích thước nhỏ, giá thành rẻ.
<i> Nhược điểm: </i>Phải có mạch cách ly giữa phần điều khiển và phần chấp hành để
đảm bảo an toàn. Momen khởi động nhỏ; mạch điều khiển tốc độ phức tạp (do dùng bộ
biến tần).
Máy sử dụng động cơ dẫn động trục chính là động cơ xoay chiều khơng đồng bộ
một pha với các thông số sau:
+ Loại động cơ: Kí hiệu: DY-902C
+ Số vịng quay: nmax =10.000 vịng/phút.
+ Cơng suất: N=150W
+ Nguồn điện: 200/250V
+ Dòng điện: 0,75A
<i><b>Động cơ dẫn động các trục toạ độ X, Y: </b></i>
Chọn động cơ Servo một chiều để dẫn động các trục tọa độ X, Y.
<i>Ưu điểm:</i> Momen xoắn lớn, dễ điều chỉnh vô cấp, làm việc ổn định ở mọi cấp
tốc độ (trong phạm vi điều khiển), giá thành rẻ.
<i>Nhược điểm:</i> Đáp ứng chậm trong khi mạch điều khiển lại phức tạp, phải có
mạch phản hồi thì mới có thể nâng cao độ chính xác, dải tốc độ điều khiển hẹp.
Các thông số của động cơ:
+ Số vòng quay: nmax = 3000 vòng/phút.
+ Công suất: N= 35 W
+ Điện áp: 24 V
+ Encoder: 200 xung
+ Khối lượng: 700 g
+ Đường kính trục: dtr= 8 mm
<i><b> Chọn loại vít me cho cơ cấu chạy dao của mơ hình thiết kế: </b></i>
Cơ cấu vít me-đai ốc bi được dùng cho chuyển động chạy dao theo hai phương
X, Y vì có những ưu nhược điểm sau:
<i> Ưu điểm: </i>- Ứng suất tiếp xúc nhỏ, ma sát nhỏ; đã có sẵn cơ cấu khử khe hở và
tạo sức căng ban đầu nhằm tăng độ cứng vững dọc trục; hiệu suất tương đối cao (từ
90%-95%), có thể chuyển động ổn định ở vận tốc nhỏ; độ chính xác cao.
<i> Nhược điểm: </i> Giá thành cao; khó chế tạo.
Các thơng số của bộ vít me-đai ốc bi:
</div>
<span class='text_page_counter'>(4)</span><div class='page_container' data-page=4>
TẠP CHÍ KHOA HỌC VÀ CÔNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
Bước: t = 4 mm
Đường kính vít me: d = 12 mm
<i><b>2.2.</b><b>Thiết kế điều khiển và kết nối máy tính </b></i>
<i><b>Chọn phương án điều khiển:</b></i> Sử dụng cổng song song (LPT Port hay Parallel
Port):
<i> Ưu điểm:</i> Cấu trúc cổng song song đơn giản; tín hiệu được truyền song song
nên việc nội suy được thực hiện dễ dàng (phù hợp với yêu cầu điều khiển 2D); tương
thích TTL nên khơng cần module chuyển đổi; chi phí thấp.
<i> Nhược điểm: </i> Tín hiệu truyền đi khơng được xa; khó lập trình vì các ngơn ngữ
lập trình khơng hỗ trợ module điều khiển cổng song song.
Cổng song song của máy tính có tổng cộng 17 đường dẫn số, tương thích chuẩn
TTL, truyền dữ liệu với tốc độ nhanh. Các đường dẫn nhiều hơn so với cổng nối tiếp,
cho nên một số phép thử trở nên đơn giản. Mặt khác, so với cổng nối tiếp thì giao tiếp
qua cổng song song chi phí thấp hơn, bởi vì cổng nối tiếp cần có sự biến đổi dữ liệu
được truyền theo kiểu nối tiếp thành dữ liệu song song.
<i><b> Mạch giao tiếp trung tâm: </b></i>
<i>1. Mục đích:</i> làm mạch trung
gian để giao tiếp giữa cổng song song với
các driver điều khiển các trục X, Y, Z.
<i>2. Công dụng: </i>
- Mạch trung gian để lọc tín hiệu
và điều khiển các cổng trạng thái - điều
khiển - dữ liệu chưa đồng nhất sẽ đưa về
chuẩn TTL (chuẩn 5 V). Đưa về điện áp
chuẩn, tránh cho driver sai lệch các mức
tín hiệu (mức 0 và 1).
- Lọc nhiễu ở tần số cao.
- Các driver hoạt động ổn định hơn, đảm bảo khả năng tải lớn hơn.
<i>3. Phần tử chủ yếu sử dụng trong mạch: </i>
- Dùng IC logic (kí hiệu: HC 14) hay cịn gọi là cổng đảo để phân biệt tín hiệu ra
và tín hiệu vào trong q trình điều khiển.
- Dùng vi điều khiển 8051 (AT89S52) là loại vi điều khiển được sử dụng phổ
biến hiện nay, giá thành rẻ, dễ mua.
<i><b>Phần mềm điều khiển và chương trình gia cơng: </b></i>
Sử dụng Phần mềm KCAM: Phần mềm này chạy trên môi trường Window, là
phần mềm trực quan, giúp người lập trình rất nhiều trong quá trình khai báo kết nối máy
tính, soạn thảo chương trình (lập trình thủ cơng) cũng như lập trình tự động. Từ bản vẽ
</div>
<span class='text_page_counter'>(5)</span><div class='page_container' data-page=5>
TẠP CHÍ KHOA HỌC VÀ CƠNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
trên máy tính (sử dụng CAD: vẽ và thiết kế trên máy tính) phần mềm có một hệ thống
biên dịch trợ giúp cho quá trình lập trình để xác định một chương trình gia cơng thích
hợp dưới dạng mơ tả cả q trình, biên dịch các tác vụ di chuyển dụng cụ và các chế độ
công nghệ tương ứng.
Công việc tiếp theo là mã hố chương trình gia cơng trên do bộ hậu xử lý (Post
Processor) dựa trên cơ sở G code và M code của hệ thống điều khiển số tương thích trên
các loại máy CNC, cho ra chương trình gia cơng thích hợp.
<b>3.Kết quả và thảo luận </b>
<i><b>3.1.</b><b>Kết quả </b></i>
Đã thiết kế - chế tạo mơ hình máy phay CNC 2D đảm bảo gọn về hình dáng, kết
cấu đơn giản, cứng vững, hoạt động chính xác. Máy có thể gia cơng được các đường
thẳng và đường cong trong mặt phẳng ngang, dữ liệu được kết xuất từ máy tính (vẽ
bằng các phần mềm CAD). Mơ hình đã được thiết kế và chế tạo hồn chỉnh như hình 4.
Lập trình điều khiển để gia công được các chi tiết bằng vật liệu POM, Phíp,
mica và các vật liệu mềm khác. Ứng dụng công nghệ CAD/CAM cho việc thiết kế và
gia công chi tiết trên máy. Một số sản phẩm được gia cơng như hình 5.
<i><b>Hình 4.</b> Mơ hình máy phay CNC 2D </i>
</div>
<span class='text_page_counter'>(6)</span><div class='page_container' data-page=6>
TẠP CHÍ KHOA HỌC VÀ CƠNG NGHỆ, ĐẠI HỌC ĐÀ NẴNG - SỐ 3(38).2010
<i><b>Thảo luận: </b></i>
Mặc dù mơ hình thiết kế đã chạy tốt và ổn định nhưng trong quá trình chế tạo và
tham khảo một số tài liệu nước ngoài việc nghiên cứu cần mở rộng thêm như sau:
- Thiết kế ụ dao để có thể tự động thay dao trong q trình gia công.
- Thiết kế module kiểm tra, để kiểm sốt q trình gia cơng nhằm nâng cao độ
chính xác và hiệu năng của máy.
- Cần có modul mở rộng để có thể điều khiển bằng tay các chuyển động X, Y, Z
khơng thơng qua máy tính.
- Cải tiến mơ hình cũng như chương trình để trở thành máy phay CNC 3D.
<b>TÀI LIỆU THAM KHẢO </b>
[1] Nguyễn Ngọc Cẩn, <i>Thiết kế máy cắt kim loại, </i> Trường Đại học Bách khoa
Tp.HCM.
[2] Tạ Duy Liêm, <i>Hệ thống điều khiển số cho máy công cụ</i>, NXB Khoa học và kỹ
thuật.
[3] Nguyễn Đắc Lộc – Tăng Huy, <i>Điều khiển số và công nghệ trên máy điều khiển số </i>
<i>CNC</i>, NXB Khoa học và Kỹ thuật.
[4] Jan Axelson (2000), <i>Parallel Port Complete: Programming, Interfacing & Using </i>
<i>the PC’S Parallel Printer Port</i>.
[5] www.bkpro.info
</div>
<!--links-->
<a href='o/'>www.bkpro.info </a>
Tài liệu Đề tài " Thiết kế chế tạo mô hình máy cắt thép tấm CNC cắt thép tấm " docx
- 97
- 762
- 2








.push({});</script> </div> </div> </div> <div class="vf_link_relate px-2 my-2"> <h2 class="vf_doc_relate text-2xl font-bold my-4">Tài liệu liên quan</h2> <ul class="grid grid-cols-12 gap-2"> <li class="col-span-6 md:col-span-2"> <div class="card-doc " onclick="actionDocRelated(this)"> <a class="card-doc-img" href="https://text.123docz.com/document/920436-tai-lieu-de-tai-thiet-ke-che-tao-mo-hinh-may-cat-thep-tam-cnc-cat-thep-tam-docx.htm" title="Tài liệu Đề tài " Thiết kế chế tạo mô hình máy cắt thép tấm CNC cắt thép tấm " docx"> <i class="icon i_type_doc i_type_doc2"></i> <img class="lazy" src="data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==" data-src="https://media.store123doc.com/images/document/13/ce/os/medium_oso1387758049.jpg" width="124" height="179" alt="Tài liệu Đề tài " Thiết kế chế tạo mô hình máy cắt thép tấm CNC cắt thép tấm " docx" onerror="this.src=){kind=link}