tháo lắp kiểm tra bạc lót trục khuỷu
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.15 MB, 6 trang )
Bài giảng thực hành Sửa chữa ôtô – Bài số
BÀI TRƯỚC NỘI DUNG BÀI SAU
Bài số 11.THÁO LẮP, KIỂM TRA BẠC LÓT THANH TRUYỀN VÀ TRỤC
KHUỶU
.1 Mục tiêu :
Học xong bài này sinh viên phải :
– Thực hiện được trình tự tháo, lắp bạc lót thanh truyền và bạc lót trục khuỷu.
– Thực hiện tốt các thao tác kiểm tra bạc lót thanh truyền và bạc lót trục khuỷu.
– Xác định được các dạng hư hỏng của bạc.
– Đảm bảo vệ sinh công nghiệp và an toàn cho người và thiết
bị.
.2 Điều kiện cho dạy và học.
– Giáo án, lịch trình, đề cương bài giảng, tài liệu tham khảo
của giáo viên, tài liệu phát tay cho sinh viên.
– Dụng cụ tháo, lắp bạc lót thanh truyền và bạc lót trục
khuỷu, dụng cụ kiểm tra, động cơ TOYOTA.
.3 Nội dung:
.1 Trình tự tháo, lắp bạc lót thanh truyền và bạc lót trục
khuỷu.
.1.1. Trình tự tháo bạc lót thanh truyền và bạc lót trục
khuỷu.
.1.1.1. Tháo bạc lót thanh truyền:
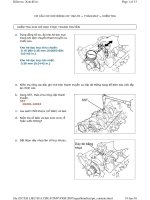
– Sau khi cụm piston thanh truyền được tháo ra khỏi động cơ
theo quy trình riêng ta tiến hành:
Chú ý : Đánh dấu chiều và vị trí lắp ghép giữa nắp đầu to thanh
truyền và thân thanh truyền.
* Tháo bạc đầu nhỏ thanh truyền :
Sau khi tháo cụm piston ra khỏi thanh truyền ta tiến hành tháo
bạc đầu nhỏ thanh truyền.
Dùng dụng cụ chuyên dùng SST tháo bạc đầu nhỏ thanh
truyền (H 11.1).
Chú ý : Đánh dấu chiều lắp bạc vào lỗ đầu nhỏ thanh truyền.
Nguyễn Trọng Bằng 1
Hình11.1
Hình 11.3
Bài giảng thực hành Sửa chữa ôtô – Bài số
* Tháo bạc đầu to thanh truyền:
* Tháo bạc ở nắp đầu to thanh truyền. Dùng tay đẩy vào cạnh bạc theo phương ngang (H 18.2).
* Tháo bạc đầu to ở thân thanh truyền. Dùng tay đẩy vào cạnh bạc theo phương ngang (H 18. 3).
* Tiến hành như vậy đến khi tháo hết bạc ở các nắp và thân đầu to thanh truyền.
.1.1.2. Tháo bạc
lót trục khuỷu:
– Tháo trục
khuỷu theo đúng quy
trình kỹ thuật.
Chú ý: Đánh dấu
vị trí các nắp
của ổ đỡ.
– Tháo bạc ở nắp đậy trục khuỷu. Dùng tay đẩy vào cạnh bạc theo phương ngang (H 11 .4).
– Tháo bạc lót ở ổ đỡ trên thân động cơ, dùng tay đẩy vào cạnh bạc theo phương ngang (H11. 5).
– Tiến hành như vậy cho đến khi tháo hết các bạc ở nắp ổ đỡ trục khuỷu ở ổ đỡ trên thân động cơ.
.1.2. Quy trình
lắp bạc lót thanh
truyền và bạc lót
trục khuỷu:
.1.2.1. Quy trình
lắp bạc lót thanh
truyền:
* Lắp bạc
đầu nhỏ thanh
truyền:
– Dùng dụng
cụ chuyên dùng SST lắp bạc đầu nhỏ vào thanh truyền (H 11 .6).
Chú ý : Khi lắp lỗ dầu của bạc phải trùng với lỗ dầu của đầu nhỏ thanh truyền (H11.6).
* Lắp bạc đầu to thanh truyền:
– Lắp bạc vào nắp đầu to thanh truyền. Dùng tay đưa bạc vào nắp đầu to thanh truyền (H11.7).
Chú ý : Lắp sao cho cựa gà phải nằm trong rãnh trên nắp đầu to thanh truyền.
– Lắp bạc vào thân thanh truyền. Dùng tay đưa bạc vào đầu to
thân thanh truyền (H11.7).
Chú ý : Lắp sao cho cựa gà phải nằm vào rãnh trên thanh truyền và lỗ
dầu trên bạc phải trùng với lỗ dầu trên thân thanh truyền.
– Lắp cụm piston thanh truyền vào động cơ theo quy trình riêng
(H11.8).
– Lắp nắp ổ đỡ thanh truyền.
Chú ý: Lắp sao cho dấu mặt trước của nắp ổ đỡ thanh truyền quay về
phía trước (H11.9).
– Xiết đai ốc giữ nắp ổ đỡ thanh truyền.
.1.2.2. Quy trình lắp bạc lót trục khuỷu:
– Lắp bạc lót vào ổ đỡ trên thân động cơ.
Nguyễn Trọng Bằng 2
Hình 11.4
Hình 11.6
Hình 11.7
Hình 11.9
Bài giảng thực hành Sửa chữa ôtô – Bài số
Chú ý : Lắp sao cho cựa gà trên bạc phải nằm vào rãnh ổ đỡ và lỗ dầu trên bạc phải trùng với lỗ dầu trên ổ
đỡ (H11.10).
– Lắp bạc vào nắp ổ đỡ.
Chú ý : Lắp sao cho cựa gà phải nằm vào trong rãnh trên nắp ổ đỡ và lỗ dầu trên bạc phải trùng với lỗ dầu
trên nắp ổ đỡ (H18.10).
– Tiến hành đến khi nắp hết bạc vào ổ đỡ và nắp trục khuỷu.
Chú ý : Lắp căn dơ dọc trục vào ổ đỡ thứ ba, các rãnh dầu nằm ở cạnh mặt ngoài (H18.11).
– Lắp các nắp ổ đỡ trục khuỷu theo đúng thứ tự (H18.13).
Chú ý : Lắp căn dơ dọc trục vào nắp ổ đỡ thứ ba, các rãnh dầu nằm ở mặt ngoài (H18.12).
– Xiết bulông giữ trục khuỷu (H18.14).
.2 Những hư hỏng, nguyên nhân, tác hại của bạc lót thanh truyền và bạc lót trục khuỷu.
TT Hư hỏng Nguyên nhân Tác hại
1
Bề mặt làm việc của
bạc bị cào xước thành
những đường tròn.
Do trong dầu có nhiều cặn bẩn,
nếu vết xước sâu có thể do cát
hoặc kim loại.
Làm cho bạc và các ổ trục bị mài
mòn nhanh hn.
2
Bề mặt làm việc của
bạc bị mòn côn, ôvan.
– Do ma sát giữa bạc và trục
– Chất lượng dầu bôi trơn kém
trong dầu có nhiều tạp chất
– Do cổ biên bị cong, xoắn
– Do tác dụng của lực khí cháy
thay đổi theo chu kì.
– Làm tăng khe hở lắp ghép và
sinh ra va đập trong quá trình làm
việc
– Làm giảm áp suất dầu bôi trơn.
3 Bề mặt làm việc của
bạc bị cháy xám, tróc
rỗ.
– Do thiếu dầu bôi trơn, chất
lượng dầu kém trong dầu có nhiều
tạp chất
Làm tăng nhanh mài mòn các chi
tiết.
Nguyễn Trọng Bằng 3
Hình 18.11
Hình 11.12
Hình 11.13
Hình 11.14
Hình 11.8
Hình11 10
Bài giảng thực hành Sửa chữa ôtô – Bài số
– Do khe hở giữa bạc và trục quá
nhỏ
– Do khả năng truyền nhiệt của
bạc kém.
4
Bạc bị bó, cháy lớp
hợp kim ở trên bề mặt
làm việc của bạc.
– Do khe hở lắp ghép giữa bạc và
trục quá nhỏ
– Do thiếu dầu bôi trơn
– Do tắc đường dẫn dầu
– Do chất lượng chế tạo bạc
không đảm bảo.
Làm xước, gẫy trục.
5 Bạc bị xoay lưng
– Do không đảm bảo độ găng
– Do lắp ghép không đúng chiều.
Làm bịt lỗ dầu bôi trơn gây nên
hiện tượng phát.
.3 Các phương pháp kiểm tra bạc.
.3.1. Kiểm tra sự cào xước:
Quan sát bằng mắt các vết xước, cháy rỗ trên bề mặt làm việc của
bạc (H11.15).
.3.2. Kiểm tra khe hở giữa bạc và trục:
.3.2.1. Dùng panme hoặc thước ống đo đường kính trong của bạc
(H11.16).
– Dùng panme hoặc thước cặp đo đường kính ngoài của cổ
khuỷu.
– Hiệu số hai kích thước là khe hở của bạc và cổ trục.
.3.2.2. Dùng phương pháp ép chì (đối với động cơ điêzel).
– Tháo nắp đầu to thanh truyền rồi lấy hai đoạn dây chì mỗi đoạn
dài bằng 2/3 chiều dài của bạc. Đặt hai dây chì ở gần hai mép bạc cách
hai má khuỷu khoảng 2-3 cm (theo cung tròn). Lắp nắp thanh truyền vào
rồi xiết bulông đúng lực quy định, xoay thanh truyền một vòng rồi tháo
lấy dây chì ra. Dùng panme hoặc thước cặp đo chiều dày của dây chì đó
chính là khe hở giữa bạc thanh truyền và cổ trục.
– Đối với cổ trục khuỷu ta chỉ đặt dây chì vào xiết nắp trục
khuỷu đủ cân lực sau đó tháo ra đo dây chì là được.
.3.2.3. Dùng dải nhựa plastic:
– Tháo nắp ổ đỡ trục khuỷu (nắp đầu to thanh truyền).
– Đặt dải nhựa plastic vào dọc mỗi cổ trục chiều dài của dải nhựa
bằng 2/3 chiều dài của cổ trục khuỷu (H11.17).
– Lắp lại nắp đầu to thanh truyền (nắp ổ đỡ) theo dấu. Xiết các
bulông đúng cân lực.
Chú ý : Không được quay trục khuỷu chờ một thời gian sau đó tháo
ra.
– Dùng thẻ mẫu đo chiều rộng của dây plastic căn cứ vào
chiều rộng của thẻ mẫu để xác định được khe hở giữa bạc với cổ trục
(H11.18).
Khe hở giới hạn : 0,03 - 0,059 mm
khe hở tối đa : 0,1 mm
Đối với TOYOTA : 0,02 - 0,05 mm
Nguyễn Trọng Bằng 4
Hình 11.16
Hình 11.15
Hình 11.17
Hình 11.18
Hình 11.20
Bài giảng thực hành Sửa chữa ôtô – Bài số
khe hở tối đa : 0,1 mm
Đối với MAZDA : 0,03 - 0,049 mm (đối
với cổ số 3).
0,025 - 0,043 mm (đối
với cổ số 1,2,4,5).
khe hở tối đa : 0,08 mm
.3.3. Kiểm tra vết tiếp xúc
– Lau sạch dầu bôi trơn và cặn bẩn trên trục khuỷu và
bạc bằng giẻ lau.
– Bôi một lớp bột màu mỏng lên cổ biên trục khuỷu.
– Nắp cụm piston thanh truyền lên cổ biên trục khuỷu,
xiết bulông đủ cân lực và quay khoảng 2 ÷ 3 vòng thì dừng lại.
– Tháo cụm piston thanh truyền ra quan sát vết bột
dính trên bạc. Nếu vết bột tiếp xúc phân bố đều trên bề mặt
làm việc của bạc khoảng 80 ÷ 85% là đạt. Nếu không ta tiến
hành sửa chữa bạc (H 11 .19).
.3.4. Kiểm tra độ găng bạc đầu to thanh truyền
– Lắp bạc vào ổ trên đồ gá kiểm tra độ găng, một đầu
ép dẫn động bằng khí nén sẽ nén bạc với một lực cần thiết
(khoảng 1500 Kg), trên đầu ép gắn đồng hồ xo để kiểm tra độ
găng của bạc so với mặt phẳng chuẩn của ổ. Khi đầu ép đi lên,
một thanh đẩy lắp trên trục sẽ tì vào chốt đẩy bạc ra khỏi ổ
(H18.20).
Độ găng cần thiết : 0,1 - 0,3 mm
.3.5. Kiểm tra khe hở giữa bạc đầu nhỏ thanh truyền
với chốt Piston
– Dùng đồng hồ xo hoặc thước ống lồng để đo đường
kính trong của bạc (H18.21).
– Dùng panme đo đường kính ngoài của chốt
(H18.22).
– Hiệu hai kích thước trên ta được khe hở giữa bạc và chốt.
– Khe hở tiêu chuẩn : 0,0045 - 0,0095 mm.
.3.6. kiểm tra độ dôi của bạc:
.3.6.1. Dùng đồng hồ xo đo chiều cao của một nửa bạc (H18.23) để xác định độ hao mòn bạc lót.
Khi mặt lưng hoặc hai bên mép bạc bị mòn độ cao a (H18.24). Nếu a nhỏ quá làm giảm độ dôi của nó
trong ổ đặt. nếu a <0,06 mm giá trị cho phép ta phải mạ lưng hoặc hàn đắp mép trong hai mnh.
.3.6.2. Lắp bạc vào ổ xiết đúng lực quy định rồi nới lỏng một bên dùng căn lá đo khe hở của nó.
– Độ dôi thông thường:
Đối với động cơ Xăng : 0,12 - 0,2 mm.
động cơ Điêzel : 0,2 - 0,22 mm.
Nguyễn Trọng Bằng 5
Hình 11.19