Đồ án chế tạo máy dạng trục
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.25 MB, 83 trang )
Mục Lục
Trang
Lời nói đầu
01
1. Phân tích chức năng làm việc của chi tiết.
02
2. Phân tích công nghệ trong kết cấu chi tiết.
04
2.1 Vật liệu.
05
2.3 Đánh giá tính công nghệ.
06
3. Xác định dạng sản xuất.
07
3.1 Xác định sản lượng cơ khí.
07
3.2 Xác định khối lượng chi tiết .
08
4. Chọn phôi và phương pháp chế tạo phôi.
09
4.1 Phương pháp đúc.
10
4.2 Phương pháp rèn.
11
4.3 Phương pháp dập.
12
5. Thiết kế nguyên công
15
5.1 Xác định đường lối công nghệ.
15
5.2 Chọn phương pháp gia công.
15
5.3 Lập trình tự gia công
17
5.4 Thiết kế nguyên công
18
Nguyên công 1.
18
Nguyên công 2.
20
Nguyên công 3.
21
Nguyên công 4.
23
Nguyên công 5.
26
Nguyên công 6.
27
Nguyên công 7.
29
Nguyên công 8.
30
1
Nguyên công 9
6. Tính toán chế độ cắt cho nguyên công thiết kế đồ gá.
34
36
Nguyên công 1.
36
Nguyên công 2.
41
Nguyên công 3.
45
Nguyên công 4.
48
Nguyên công 5.
52
Nguyên công 6.
58
Nguyên công 7.
61
Nguyên công 8.
61
Nguyên công 9.
65
Nguyên công 10.
68
7. Tính lượng dư cho nguyên công thiết kế đồ gá.
69
7.1 Tính lượng dư.
70
7.2 Tra lượng dư cho còn lại.
73
8. Thời gian gia công cơ bản của từng chiếc.
74
9.Tính và thiết kế đồ gá
76
Tài liệu tham khảo
81
2
LỜI NÓI ĐẦU
Trong công cuộc xây dựng đất nước, ngành cơ khí nói riêng và ngành kỹ
thuật nói chung. Ngành chế tạo máy là một ngành then chốt trong nền kinh tế quốc
dân.
Trong chương trình đào tạo thì học phần chế tạo máy là một phần căn bản, nhằm
trang bị cho học sinh, sinh viên những kiến thức về thiết kế chế tạo các loại máy,
các trang thiết bị cơ khí phục vụ cho công nghiệp. Môn học công nghệ chế tạo máy
đã truyền đạt các tiêu chuẩn thiết kế và gia công chi tiết. Đồ án công nghệ chế tạo
máy nhằm hệ thống lại tất cả các kiến thức đã được học trong nhà trường để áp
dụng các kiến thức đã được học vào thực tiễn vào đề tài đồ án được giao. Công việc
thiết kế là vận dụng cả một quá trình học tập , thực tiễn và được tổng hợp lại để áp
dụng.
Đề tài em được giao là “ THIẾT KẾ CHI TIẾT DẠNG TRỤC ” Đây là lần đầu tiên
em nhận đề tài thiết kế này nên không tránh khỏi bỡ ngỡ cùng với kiến thức lý
thuyết và thực tiễn còn hạn hẹp nên không tránh khỏi thiếu sót em rất mong được
sự chỉ bảo của thầy, cô để đề tài của em được hoàn thiện hơn.
Em xin chân thành cảm ơn sự chỉ bảo và đóng góp ý kiến của thầy, cô và đặc biệt là
thầy Vũ Đức Quang đã giúp đỡ em hoàn thành đề tài đồ án này.
Hà Nội , ngày 6 tháng 8 năm 2020
Sinh viên
Nhóm 7
Lê Văn Đỗ
Hà Tiến Đạt
Trần Đình Hải
1
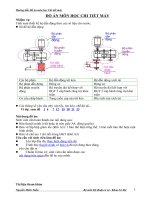
1. Phân tích chức năng làm việc của chi tiết
Hình 1.1 Bản vẽ chi tiết
Hình 1.2 Hình vẽ 3D
2
Dựa vào bản vẽ chi tiết chi tiết trục là dạng trục bậc :
- Chi tiết trục bậc là chi tiết dạng trục được sử dụng phổ biến trong ngành chế tạo
máy. Có những bề mặt cần gia công cơ bản là mặt trụ tròn xoay ngoài, đây là bề mặt
thường dùng để lắp ghép. Trên chi tiết trục có các bậc có các đường kính khác nhau.
- Chi tiết dạng trục được dùng để truyền momem xoắn và momen uốn. Trong đó phần
lớn chịu tác dụng chủ yếu của momen xoắn, có thể truyền momem xoắn giữa hai trục
song song, vuông góc với nhau hoặc tạo với nhau một góc nào đó.
- Chi tiết trục bậc làm việc trong những điều kiện khá phức tạp.
+ Trong quá trình làm việc trục bậc thực hiện chuyển động quay với tốc độ lớn,
đồng thời chịu tác dụng của lực quán tính của chính chi tiết trục bậc và các chi tiết
truyền động khác lắp trên nó. Các lực này thường có trị số lớn và thay đổi theo chu
kỳ nên có tính va đập mạnh.
+ Chi tiết trục bậc còn chịu ứng suất uốn và ứng suất xoắn do các lực gây lên.
+ Tại các bậc trục liên tiếp nhau còn gây ra ứng suất (ứng suất này có thể gây phá
hỏng chi tiết trục bậc.
+ Chi tiết trục bậc còn rễ bị biến dạng do tác động của tải trọng và điều kiện làm
việc.
+ Chi tiết trục bậc làm việc với tốc độ cao trong điều kiện bôi trơn làm mát khó
khăn vì vậy trong quá trình làm việc chi tiết trục thường sinh nhiệt gây ra các dạng
hỏng nguy hiểm như: mòn, hỏng do mỏi …và có thể gây phá hỏng chi tiết làm giảm
hoặc mất khả năng làm việc của động cơ và gây ra mất an toàn trong quá trình làm
việc.
-Với các hiện tượng như trên phát sinh trong quá trình làm việc của chi tiết do đó cần
phải có các biện pháp công nghệ hợp lý trong quá trình chế tạo,cũng như đảm bảo
các yêu cầu kỹ thuật đề ra như: Độ cứng xoắn, độ cứng uốn, độ đồng tâm, các bề mặt
của trục cần được gia công chính xác,như độ bóng độ nhám,cơ tính đạt yêu cầu.
- Chi tiết truc bậc thường được nắp trong các hộp giản tốc, động cơ…vv. Nhằm truyền
động từ trục này sang trục khác nhờ chuyển động cơ khí giữa các cặp bánh răng,
bánh vít, trục vít ăn khớp hay nhờ truyền động đai ma sát.
3
2. Phân tích công nghệ trong kết cấu chi tiết
Hình 2.1 Phân tích các mặt
- Chiều dài toàn bộ trục 160 mm và đường kính nhỏ nhất là ∅19 do đó chi tiết có
độ cứng vững không cao. Khi gia công ta tiến hành dùng chống tâm hai đầu.
- đường kính phần lớn nhất 70 00,,025
003 , yêu cầu gia công đạt chính xác cấp 6, nhám
bề mặp Ra=2.5 m
- Hai bên đầu vát mép 1.5x45
- Bền mặt trụ 25 hai bên là hai bậc trục được lắp với ổ lăn, đây là các bề mặt trong
quá trình làm việc dễ bị mòn và sinh nhiệt do đó cần phải gia công đạt độ chính xác
và độ nhẵn bóng cao.
- Hai đoạn trục 25 00,,025
003 dùng lắp ổ lăn, yêu cầu gia công đạt chính xác cấp
6 7, nhám bề mặt Ra=1.5 m
- Chi tiết dạng trục, lỗ 8 lắp với tay quay hoặc thanh chốt
phần hốc 8 để chuyền chuyển động quay cánh tay đũn sang trục quay
- Trục 31 làm vòng chắn
4
1
BỀ
MẶT
TRỤ
H,E
CHỌN PP
GIA
CÔNG
PHAY
2
H,E
3
STT
MẶT
DÙNG
Dung sai
NHIỆM VỤ
Ra=5 m
Hà Tiến Đạt
KHOAN
Ra=5 m
Hà Tiến Đạt
D
KHOAN
Ra=5 m
Lê Văn Đỗ
3
A,G,B,
F,C,M
TIỆN
Ra=5 m
Hà Tiến Đạt
4
B
TIỆN
Ra=1.5
Trần Đình
Hảic
6
B
MÀI
Ra=2.5|B
7
A,C
MÀI
Chẩn
tinh
Độ nhám
m
m
Chẩn thô
Lê Văn Đỗ
±0.025
0.003
∅70
Cấp chính
xác 6
∅25 ±0.025
0.003
m
Cấp chính
Ra=1.5|C xác 6 7
Ra=1.5|A
Lê Văn Đỗ
m
Bảng 2. Các bề mặt gia công
- Chọn bậc hai bậc trục ∅25 (Avà C) làm chuẩn thô đây là những bề mặt dùng
để lắp ghép nên yêu cầu độ chính xác gia công và độ nhẵn bóng bề mặt cao.
Định vị bằng hai khối V ngắn khống chế 4 bậc tự do kết hợp với bề mặt vai trục
∅31 (G) khống chế 1 bậc tự do.
- Chọn hệ chuẩn tinh là bề mặt trụ ngoài H và E định vị bằng mâm cặp ba chấu
tự định tâm khống chế 4 bậc tự do, kết hợp với một đầu chống tâm khống chế
một bậc tự do.
2.1 Vật liệu
Thép C45
5
Chi tiết trục được chế tạo từ thép C45(Cán 750 (Mpa sức căng)).Đây là loại
thép được dùng phổ biến trong ngành cơ khí,dễ tìm phù hợp để chế tạo các chi
tiết nóng,giá thành hợp lý mặt khác chế tạo và gia công nóng thép dễ xác định
như:rèn,dập,nhiệt luyện...lượng tạp chất tương đối ít , thành phần phần trăm
P,S,Cr,Mn,Si,C.Do đó đây là vật liệu có chất lượng tốt,độ cứng vững cũng như
độ dẻo dai khá cao,thích hợp với điều kiện làm việc khắc nhiệt đảm bảo độ
cứng vững HB 217 290 .
Thép
Độ
bền
Độ cứng
Thành thần hóa học (%)
HB
Sức
Độ
căng
bền
C
Si
Mn
S
P
Cr
đứt
C45
750
360
Mpa
Mpa
217 ÷ 290
0.4 0.5
0.17 0.37
0.5 0.8
≤
0.04
≤
≤
0.035
0.3
Bảng 2.1 Thành phần hóa học của thép C45.
2.2 Đánh giá tính công nghệ.
- Tính công nghệ trong kết cấu sản phẩm cơ khí phụ thuộc vào quy mô sản xuất,
tính linh hoạt của sản phẩm và phụ thuộc vào điều kiện sản xuất cụ thể của từng nhà
máy, xí nghiệp. Tính công nghệ trong kết cấu của chi tiết cơ khí phải được đánh giá
với tổng thể chi tiết gia công.
- Hình dáng, hình học của chi tiết trục đơn giản, đường kính giảm dần về hai phía
tạo điều kiện thuận lợi cho quá trình gia công và lắp ráp. Vật liệu chế tạo thép C45,
có thể thay thế bằng vật liệu khác có độ bền, độ cứng, độ dẻo dai và độ chịu momem
phù hợp và tăng theo điều kiện làm việc cụ thể.
+) Qua phân tích chi tiết gia công và tính công nghệ,bên cạnh đó việc gá đặt và gia
công chi tiết trục tương đối thuận lợi đảm bảo được độ chính xác về kích thước và
hình dạng hình học,đem lại năng xuất cao và hiệu quả kinh tế.Vì vậy chi tiết trục bậc
là chi tiết có tính công nghệ trong kết cấu.
6
3. Xác định dạng sản xuất
Hình thức tổ chức sản xuất là một trong những yếu tố quyết định đến năng suất và
giá thành sản phẩn sản xuất.Để xác định được hình thức tổ chức hợp lý thì điều quan
trọng trước tiên là phải xác định dạnh sản xuất.
Dạng sản xuất là khái niện đặc trưng có tính chất tổng hợp giúp cho việc xác
định hợp lý đường lối,biện pháp,công nghệ và tổ chức sản xuất để tạo ra sản phẩn đạt
các chỉ tiêu kinh tế và kĩ thuật.Trong điều kiện hiện nay hai chỉ tiêu kinh tế và kĩ thuật
là hai chỉ tiêu quan trọng cho nên cần phải lựa chọn dạng sản xuất hợp lý.
- Dạng sản xuất được đặc trưng bởi các yếu tố sau:
+ Sản lượng.
+ Tính ổn định của sản phẩm.
+ Tính lặp lại của quy trình cơng nghệ.
+ Mức độ chuyên môn hóa của sản xuất.
- Tùy thuộc vào sản lượng và mức độ ổn định của sản phẩm mà người ta có các dạng
sản xuất khác nhau và có 3 dạng sản xuất chính là:
+ Sản xuất đơn chiếc và loạt nhỏ.
+ Sản xuất loạt vừa.
+ Sản xuất loạt lớn và đơn chiếc.
- Để xác định dạng sản xuất ta dựa vào hai thông số đó là sản lượng cơ khí và khối
lượng chi tiết gia công.
3.1 Xác định sản lượng cơ khí.
- Ta có sản lượng hàng năm là:15000 chi tiết
-Tính sản lượng cơ khí:
Sản lượng chi tiết tổng cộng trong năn được xác định theo công thức:
N ck N .mi (1
100
) (CT 2 Trang 19 sách HDTKĐA- Trần Văn Địch)
7
Trong đó: N CK Sản lượng cơ khí.
N
Sản lượng sản xuất trong năm N 15000 chi tiết/năm.
mi Số chi tiết trong một sản phẩm mi 1 .
Số lượng sản phẩn dự trù cho hư hỏng và phế phẩm
Trong qu trình gia cơng cơ. 5% 7%
Số lượng sản phẩm dự phịng sai hỏng khi tạo phơi gy
ra. 3% 6% .
Ta chọn 3, 5 .
Vậy:
N ck 15000.1(1
35
) 16200 (chi tiết/năn).
100
3.2 Xác định khối lượng chi tiết.
-Khối lượng chi tiết gia công được xác định theo công thức:
Q V . ( kg )
Ta áp dụng inventor tính khối lượng chi tiết luôn
Hình 3.2 Tính khối lượng
8
Vậy ta có khối lượng của một chi tiết gia công:
Q 2,251 (kg)
Cùng với sản lượng của chi tiết hàng năm là 15000 chi tiết. Tra bảng 2.2 trang
13 (sách hướng dẫn thiết kế đồ án công nghệ chế tạo máy), ta có dạng sản xuất đối
với chi tiết trục bậc là dạng sản xuất Hàng loạt lớn
Khối lượng chi tiết (kg)
Dạng sản xuất
<4
4 200
> 200
Sản lượng hàng năm ( chiếc )
Đơn chiếc
< 100
<10
<5
Loạt nhỏ
100 500
10 200
55 10
Loạt vừa
500 5000
200 500
100 300
Loạt lớn
5000 50000
500 1000
300 1000
Hàng khối
>50000
>5000
>1000
Bảng 3.3 Xác định dạng sản xuất theo khối lượng chi tiết
4. Chọn phôi và phương pháp chế tạo phôi
Việc lựa chọn phôi và phương pháp chế tạo phôi hợp lý sẽ giảm được quá trình gia
công cơ khí ( giảm thời gian gia công cơ, giảm chi phí sản xuất ) ít phí tổn kim loại,
kích thước phôi đảm bảo, phân phối đủ lượng dư cho các quá trình gia công, giảm sai
số in dập và tăng năng suất hạ giá thành sản phẩm. Do vậy sẽ nâng cao được hiểu quả
kinh tế. Để chọn được phương án chế tạo phôi cho chi tiết trục bậc hợp lý( tức là đảm
bảo yêu cầu kĩ thuật và chỉ tiêu kinh tế ) ta cần dựa vào các yếu tố cụ thể sau :
- Vật liệu chi tiết: Thép C45.
- Khối lượng chi tiết : m = 2,19856 kg.
- Kết cấu hình dáng hình học của chi tiết trục bậc đơn giản, dễ tạo hình.
- Điều kiện làm việc của chi tiết ( trục bậc làm việc trong điều kiện chịu uốn, chịu
xoắn với lực lớn và thay đổi).
- Các yêu cầu kĩ thuật về độ bóng, độ đồng tâm, độ vuông góc và khả năng làm việc
của chi tiết.
- Dạng sản xuất là loạt lớn.
9
- Trang thiết bị tự chọn.
Do vậy chi tiết trục bậc có các phương án chế tạo phôi sau:
4.1 Phương pháp đúc :
Phôi đúc được chế tạo bằng cách rót kim loại lỏng vào khuôn có hình dạng,
kích thước xác định. Sau khi kim loại kết tinh ta thu được chi tiết có hình dạng, kích
thước theo yêu cầu.
Phôi đúc được dùng để chế tạo cho các chi tiết như : các gối đỡ, các chi tiết
dạng hộp, các loại càng phức tạp. . .
Vật liệu dùng cho phôi đúc : kin loại đen, kim loại màu và hợp kim. Đối với phương
pháp đúc thì được chia ra thành các phương pháp đúc sau :
-
Phương pháp đúc trong khuôn cát.
-
Phương pháp đúc trong khuôn kim loại.
-
Phương pháp đúc áp lực.
-
Phương pháp đúc li tâm.
-
Phương pháp đúc trong khuôn mẫu chảy.
-
Phương pháp đúc trong khuôn vỏ mỏng.
Với chi tiết trục bậc thì phương pháp đúc trong khuôn kim loại là
thích hợp nhất.
Đúc trong khuôn kim loại là phương pháp rót kim loại lỏng vào khuôn bằng kim
loại.
* Ưu điểm :
+ Độ chính xác cao, tiết kiệm vật liệu làm khuôn.
+ Dễ cơ khí hóa và tự dộng hóa.
* Nhược điểm :
+ Khó chế tạo được các vật đúc có hình dạng hình học phức
tạp và thành mỏng, chế tạo khuôn phức tạp, chi phi cao.
10
+ Bề mặt vật đúc dễ bị biến cứng cho nên sau khi đúc
thường phải ủ để chuẩn bị cho gia công cơ tiếp theo.
+ Không phù hợp với loại hình sản xuất loạt lớn.
- Phạm vi áp dụng : chỉ phù hợp với loại hình sản xuất hàng loạt.
4.2 Phương pháp rèn :
- Rèn là phương pháp gia công kim loại bằng áp lực ở nhiệt độ cao hoặc nhiệt độ bình
thường để tạo hình dạng và kích thước sản phẩm theo yêu cầu (lực biến dạng có thể
là lực động hay lực tĩnh
* Các phương pháp rèn :
+ Rèn tự do.
+ Rèn khuôn.
- Đối với chi tiết luôn chịu tải trong thay đổi như chi tiết trục bậc
thì phương pháp rèn tự do là hợp lí nhất.
Rèn tự do là phương pháp dùng ngoại lực tác dụng ( bằng tay hoặc bằng máy ) thông
qua các dụng cụ làm kim loại biến dạng tự do ở nhiệt độ rèn để tạo ra sản phẩm có
hình dạng, kích thước yêu cầu.
* Ưu điểm :
+ Có tính linh hoạt cao, phạm vi gia công rộng.
+ Tăng khả năng chịu tải trọng của vật liệu.
* Nhược điểm :
+ Độ chính xác về kích thước và hình dạng thấp do đó để
lại lượng dư gia công cắt gọt lớn, chi phí gia công cơ tăng,
hệ số sử dụng vật liệu thấp, hiệu quả kinh tế không cao.
+ Chất lượng sản phẩm phôi phụ thuộc vào trình độ tay nghề
người công nhân.
+ Năng suất thấp, không thích hợp với loại hình sản xuất loạt lớn.
- Phạm vi áp dụng: thường chỉ áp dụng cho loại hình sản xuất đơn chiếc và trong
công nghiệp sửa chữa.
11
4.3 Phương pháp dập :
- Cũng như rèn, dập là phương pháp gia công kim loại bằng áp lực ở nhiệt độ cao
hoặc nhiệt độ bình thường để tạo hình dạng và kích thước sản phẩm yêu cầu.
* Các phương pháp dập :
+ Dập nóng ( dập thể tích ).
+ Dập nguội ( dập tấm ).
- Phôi dập thường dùng cho các loại chi tiết như: Trục răng, trục trơn, trục côn, trục
răng thẳng và các loại bánh răng khác nhau, các chi tiết dạng càng, trục chữ thập, trục
khửu…
- Với chi tiết yêu cầu độ chính xác hình dáng hình học và chất lượng bề mặt như chi
tiết trục trung gian thì phương pháp dập thể tích ( dập nóng ) là thích hợp nhất .
* Ưu điểm của phương pháp dập nóng:
+ Tạo được hình dạng,kích thước chi tiết theo yêu cầu.
+ Tiết kiệm nguyên vật liệu,năng xuất cao.
+ Chất lượng sản phẩm đồng đều và cao.
+ Độ chính xác và độ bóng bề mặt phôi cao.
+ Dễ cơ khí hóa và tự động hóa nên năng xuất cao.
+ Thời gian chế tạo phôi ngắn,nên rút ngắn được thời gian gia công.
+ Sai số kích thước hình dáng nhỏ,ít ba via.
+ Thao tác đơn giản.
* Nhược điểm :
+ Phương pháp này yêu cầu thiết bị có năng suất lớn, phức tạp.
+ Khuôn dập chế tạo khó khăn.
- Phạm vi áp dụng : chủ yếu dùng trong loại hình sản xuất loạt lớn và hàng khối.
Kết luận: Căn cứ vào dạng sản xuất, hình dạng, kích thước vật liệu cơ tính kết
cấu của chi tiết gia công với các phương pháp chết tạo phôi trên ta chọn phương pháp
chế tạo phôi bằng phương đúc rồi sau đó dập nóng .
12
Hình 4.3.1 Khân dập trục
Hình 4.3.2 Bản vẽ đúc trục
13
Hình 4.3.3 Phôi sau khi đúc
Hình 4.3.4 Bản vẽ lồng phôi
14
5. Thiết kế nguyên công
5.1 Xác định đường lối công nghệ
Đối với dạng sản xuất hàng loạt lớn trong điều kiện sản xuất ở nước ta hiện nay thì
biện pháp công nghệ hợp lí nhất là phân tán nguyên công ( ít bước công nghệ trong
một nguyên công ), ở đây ta dùng các máy vạn năng, kết hợp với các máy chuyên
dùng và đồ gá chuyên dùng để chế tạo và gia công.
5.2 Chọn phương pháp gia công
Phương án 1: Chọn chuẩn tinh là hai Phương án 2:chuẩn tinh là bề mặt trụ
trục 25 khống chế 2 bậc tự do,
lỗ tâm khống chế 5 bậc tự do.Mũi
vai trục khống chế 1 bậc tự do
tâm cố định khống chế 3 bậc tự
do,mũi tâm tỳ động khống chế 2 bậc
tự do.
Ưu điểm - Không gian gia công rộng
- Có thể hoàn thành gia công thô
và tinh hầu hết các bề mặt của chi
tiết, đây là chuẩn tinh thống nhất.
- Độ cứng vững cao, tính vạn
năng cao, lực kẹp lớn, gá đặt
đơn giản.
- Gia công được tất cả các mặt ngoài.
- Có thể gia công được tất cả các
mặt ngoài.
- Khi dùng hai lỗ tâm làm chuẩn
và định vị trên hai mũi tâm để
gia công mặt ngoài thì không có
sai số chuẩn cho các kích thước
đường kính các cổ trục vì khi đó
chuẩn định vị trùng chuẩn đo
lường.
- Gá đặt nhanh và sơ đồ gá đặt đơn
giản
15
Nhược
điểm
- Có sai số chuẩn theo phương
chiều trục nếu mũi tâm bên trái là
mũi tâm cứng khi gia công trục bậc
theo phương pháp chỉnh sẵn dao.
- Độ cứng vững kém, phải
truyền lực bằng tốc kẹp.
- Dùng chuẩn tinh theo phương án
này không phải là chuẩn tinh chính
- Không gian gia công hẹp hơn so
với phương án dùng chuẩn tinh là
hai lỗ tâm côn.
- Độ chính xác đồng tâm thấp. Gá
đặt tuy đơn giản nhưng năng suất
không cao.
Sơ đồ
định
vị:
Phân tích ưu nhược điểm của hai phương án trên ta chọn phương án 1, chọn
chuẩn tinh chính là hai lỗ tâm ở hai đầu trục . Đây là chuẩn tinh thống nhất
Chọn chuẩn thô: định vị trên khối V
16
5.3 Lập trình tự gia công
Thứ tự các nguyên công:
Nhóm 6 – Đề 7 : Hà Tiến Đạt
Lê Văn Đỗ
Trần Đình Hải
1. Khỏa mặt đầu và khoan lỗ tâm. ( Hà Tiến Đạt)
2. Tiện thô nửa trục 19( L 15), 23( L 46), 25( L 12) 31( L 3) ( Hà Tiến
Đạt)
3. Tiện thô nửa trục còn lại 25( L 17), 31( L 3), 70( L 64) (Hà Tiến
Đạt)
4. Khoan lỗ 8 trục 19( L 15) (Lê Văn Đỗ)
5. Tiện tinh nửa trục
19( L 15), 23( L 46), 25( L 12) 31( L 3), 70( L 64) và vát mép
1 45 (Trần Đình Hải ).
6. Tiện tinh nửa trục còn lại 25( L 17), 31( L 3) và vát mép 1.5 45
(Trần Đình Hải ).
7. Nhiệt luyện đạt độ cứng 38 40HRC (Trần Đình Hải ).
8. Mài thô mặt trụ 25( L 12), 25( L 17), 70( L 64) (Lê Văn Đỗ)
9. Mài tinh mặt trụ 25( L 12), 25( L 17), 70( L 64) (Lê Văn Đỗ)
10. Kiểm tra
17
5.4 Thiết kế nguyên công.
Nguyên công 1: Khỏa mặt đầu và khoan lỗ tâm
1. Sơ đồ gá đặt: Chi tiết gia công được định vị trên hai khối V
ngắn định vị 4 bậc tự do, ngoài ra khối V bên trái tỳ vào 1 mặt
trục để chống sự dịch chuyển theo chiều dọc trục để định vị bậc
thứ năm
Hình 5.4.1 Sơ đồ gá NC1
Phay mặt đầu trên máy phay nằm ngang và khoan lỗ tâm trên
máy phay chuyên dùng
2. Chọn máy:
Hình 5.4.2 Máy MP-71M của NGA
18
Hình 5.4.3 Máy MP-71M của NGA
Máy MP-71M
Đường kính gia công
25-125(mm)
Giới hạn chạy dao của dao phay
20-400(mm/ph)
Số cấp tốc độ của dao phay
6
Giới hạn số vòng quay của dao phay
125-712(vòng/phút)
Số cấp tốc độ của dao khoan
6
Giới hạn số vòng quay của dao khoan
20-300(mm/ph)
Công suất động cơ phay-khoan
7,5-2,2(KW)
Bảng 5.4.1 Thông số máy MP-71M của NGA
3. Các bước công nghệ:
Bước 1: Phay mặt đầu
Kích thước cần đạt được
là ∅ 160+0,1
−0,2 mm
0,2
- Chọn dụng cụ cắt:
Ta chọn dao phay mặt đầu bằng hợp kim T15K6 có các thông số sau:
19
D= 80 (mm), Z=5 (răng)
Bước 2 : Khoan tâm
Chọn mũi khoan là mũi khoan tâm đuôi trụ làm bằng vật liệu
T15K6 có các kích thước như sau :d=5mm ; L=60 mm
; l=9mm
Nguyên công 2 : Tiện thô nửa trục
1 . Sơ đồ gá đặt : chống tâm hai đầu
2 . Chọn máy : Ta chọn máy gia công là máy tiện ren vít vạn năng T620
Máy tiện T620
Đường kính gia công lớn nhất :
Dmax= 400 mm
Khoảng cách giữa hai mũi tâm:
1400mm
Số cấp tốc độ trục chính:
238
Giới hạn vòng quay trục chính:
25÷ 2000
Công suất động cơ:
10kW
Bảng 5.4.2 Thông số máy tiện T620
- Dụng cụ:
+ Dụng cụ đo: thước cặp 1/20, thước dài, bộ lấy dấu…
+ Dụng cụ cắt:
31
Dao tiện mặt ngoài ø 19, ø 23, 25 00,,025
003 ,∅
0.003
+ Chọn dao tiện phải thân cong (Bảng 4.6- 263- sổ tayCNCTM 1)
+ Vật liệu phần cắt 15K10,vật liệu thân dao là C45
+ Kích thước dao Theo bảng 4-6 Sổ tay CNCTM I,ta chọn kích thước của
dao như sau: h=20; b=12; L=120; l=16; n=5;R=1
20
- Số lượng và trình tự các bước công nghệ:
+ Số lần gá :1
+ Các bước :
- Bước 1 :Tiện thô mặt trụ ∅ 19
- Bước 2 : Tiện thô mặt trụ ∅23
- Bước 3: Tiện thô mặt trụ 25 00,,025
003
- Bước 4 : Tiện thô mặt trụ ∅31
3. Sơ đồ gia công
Hình 5.4.4 Sơ đồ gá NC2
Nguyên công 3: Tiện thô nửa trục còn lại
1. Sơ đồ gá đặt: chống tâm cặp tốc
2. Chọn máy: Ta chọn máy gia công là máy tiện ren vít vạn năng T620
21
- Dụng cụ:
- Dụng cụ đo: thước cặp 1/20, thước dài, bộ lấy dấu…
- Dụng cụ cắt: Dao tiện mặt ngoài ∅25, ∅31, ∅70
+ Chọn dao tiện phải thân cong (Bảng 4.6- 263- sổ tayCNCTM 1)
+ Vật liệu phần cắt T15K10,vật liệu thân dao là C45
+ Kích thước dao Theo bảng 4.6 Sổ tay CNCTM I,ta chọn kích thước
của dao như sau:
h=20; b=12; L=120; l=16;R=1; n=5
- Số lượng và trình tự các bước công nghệ:
+ Số lần gá :1
+ Các bước:
Bước 1: Tiện thô 25 00,,025
003
Bước 2: Tiện thô 31
0.003
Bước 3 : Tiện thô mặt trụ 70 00,,025
003
3. Sơ đồ gia công
Hình 5.4.5 Sơ đồ gá NC3
22
Nguyên công 4 : Khoan lỗ
1. Sơ đồ gá đặt : Đồ gá khoan lỗ trên chi tiết dạng trục
- Định vị :
+ Định vị chi tiết bằng hai khối V ngắn
+ Dùng mặt bên của khối V tỳ vào mặt bên của một bậc trục để
hạn chế
bậc( dọc trục)
- Kẹp chặt: Phôi được kẹp chặt bằng lực kẹp của mỏ kẹp thông qua bu
lông
2. Chọn máy : Dùng máy khoan Liên Xô 2H125
Hình 5.4.6 Máy khoan 2H125
23