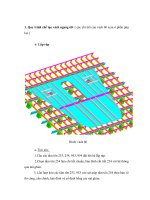
quy trình chế tạo nhông sau
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.1 MB, 25 trang )
MỤC LỤC
LỜI NÓI ĐẦU
Trang
Phần 1: Giải mã công nghệ
1.1 Điều kiện làm việc và phân tích thành phần hóa học.
3
1.2 Chụp ảnh tổ chức tế vi , xác định độ cứng.
5
1.3 Nhận xét, đánh giá chất lượng.
8
1.4 Đề xuất quy trình gia công và nhiệt luyện cho chi tiết cụ thể .
12
Phần 2 : Thực hành công nghệ
2.1 Ủ
16
2.2 Thường hóa
18
2.3 Tôi + ram thấp
20
1
LỜI NÓI ĐẦU
Bên cạnh ô tô, những chiếc xe máy cũng là một trong nh ững ph ương ti ện
di chuyển rất phổ biến hiện nay. Thậm chí , ở một số quốc gia, số lượng xe
gắn máy còn vươt trội hơn rất nhiều so với các loại xe ô tô và ph ương tiện
công cộng. Việt Nam cũng là một trong số những quốc gia nh ư vậy. Bên
cạnh những ửu điểm như sử dụng tiện lợi , điều khiển dễ dàng , phù h ợp
với nhiều loại địa hình và đường xá, những chiếc xe máy còn có giá thành
rẻ hơn , cũng như mức tiêu thụ nhiên liệu thấp hơn khá nhiều so v ới ô tô.
Nhông -xích xe máy là một bộ phận đóng vai trò quan trọng và đ ược sử
dụng rất rộng rãi trong xe máy và các cơ chế khác để truyền lực quay của động
cơ , truyền chuyển động từ bánh trước qua bánh sau . Chúng được sản xuất với
các kích thước khác nhau và được làm bằng các vật liệu đa dạng khác nhau .Sau
một thời gian sử dụng , nhông bị mòn vì vậy nếu tiếp tục chạy tốc độ cao hoặc
đi trên đường gập ghềnh có thể dẫn đến tình trạng trượt xích hoặc nhảy xích rát
nguy hiểm.. Do vậy , việc đảm bảo nhông -xích vẫn hoạt động tốt cũng r ất
là quan trọng đối với người sử dụng, có thể giúp xe bền h ơn và an toàn cho
tính mạng của người tham gia giao thông.
Chính vì vai trò của nhông - xích xe máy và sự phổ bi ến của nó trong h ầu
hết hệ thống truyền chuyển động của xe máy nên việc nghiên c ứu , tìm
hiểu về vật liệu, quy trình chế tạo, công nghệ nhiệt luyện... để sản xuất ra
một bộ nhông xích đáp ứng yêu cầu kỹ thuật là rất quan trọng.
Vì vậy, trong bài báo cáo này , chúng em chủ yếu tìm hiểu về quy trình
nhiệt luyện mà chi tiết đã được áp dụng . Trên cơ sở kiến th ức đã h ọc ,
chúng em áp dụng quy trình do mình đề ra dựa trên c ơ s ở phân tích c ủa
chi tiết ban đầu. Từ đó , đánh giá và so sánh với kết quả mà chúng em
nghiên cứu .
Mặc dù vậy, do kiến thức của chúng em còn hạn chế nên báo cáo này
không thể tránh khỏi sai sót. Vì vậy, chúng em rất mong nh ận được nh ững
ý kiến nhận xét, đóng góp của các thầy , cô giáo và các bạn để b ản báo cáo
được hoàn thiện hơn.
2
Đồng thời, chúng em xin chân thành cảm ơn cô Nguyễn Thị Vân Thanh đã
dành nhiều thời gian hướng dẫn, giảng giải giúp chúng em trong quá trình
viết báo cáo. Chúng em cũng xin chân thành cảm ơn các th ầy, cô giáo trong
bộ môn và các bạn cùng lớp đã trao đổi, góp ý .
1.1. Điều kiện làm việc và phân tích thành phần hóa học.
Nhông xe máy là bộ phận trực tiếp truyền lực kéo từ động cơ ra bánh sau
bằng cơ cấu mắc xích và bánh răng . Thay đổi số răng nhông trước hoặc nhông
sau sẽ thay đổi tỷ số truyền khiến sức kéo , vòng tua máy thay đổi ở mỗi tốc độ .
Với nhông sau nhỏ hơn , người lái có thể kéo dài vòng ga trước khi chuyển sang
số mới . Trên những chiếc xe công suất thấp , thay nhông nhỏ sẽ làm cho việc
tăng tốc chậm chạp hơn .
Nhông được sản xuất với rất nhiều kiểu dáng và mẫu mã khác nhau :
a, Điều kiện làm việc :
Nhông thường làm việc trong môi trường chịu va đập do khi xích
chuyển động tác dụng lên nhông 1 lực thay đổi (tải trọng động ) với
tốc độ lớn , đột ngột khi xe gặp chướng ngại vật , bị xóc hay phanh
đột ngột .
Chịu mài mòn tốt do sự tiếp xúc giữa xích và răng nhông hoặc khi
bôi trơn không tốt và môi trường làm việc bị ô nhiễm, nhiều bụi .
b, Yêu cầu cơ tính :
Độ bền cao, không bị phá hủy khi làm việc .
Độ cứng lớp bề mặt cao trên 50 HRC , chống mài mòn giữa nhông
và xích khi chuyển động .
3
c, Thành phần hóa học :
%C
0,4467
% Mo
0,0109
% Sn
0,0000
% Si
0,0297
% Cu
0,0159
%W
0,0056
% Mn
0,6434
%V
0,0000
% Zr
0,0000
%P
0,0126
% Al
0,0342
% Fe
98,6745
%S
0,0109
% Ti
0,0018
% Cr
0,0320
% Co
0,0435
% Ni
0,0377
% Nb
0,0007
Tra sổ tay thép thế giới chúng ta có thể biết được vật liệu làm nhông sau
xe máy là S45C ( tiêu chuẩn Nhật Bản) và mác thép t ương đ ương v ới tiêu
chuẩn Việt Nam là C45.
Mác
thép
%C
%Si
%Mn
%P, ≤
%S,≤
%Cr
%Ni
S45C
0,420,48
0,420,50
0,150,35
0,170.37
0,60,9
0,50,8
0,030
0,035
≤0,20
≤0,20
0,040
0,040
≤0,25
≤0,25
C45
Nguyê
n tố
khác
Cu≤0,3
-
Nhận xét:
Dựa vào kết quả phân tích thành phần hóa học , có thể thấy % các nguyên
tố đều nằm trong giới hạn yêu cầu. Mặt khác, hàm lượng P và S sau phân
tích rất nhỏ < 0,02% cho biết đây thuộc loại thép chất lượng cao.
Vai trò của các nguyên tố:
Cacbon là nguyên tố có ảnh hưởng lớn đến cơ tính của vật liệu vì
vậy muốn dùng thép vào việc gì điều cần xem xét tr ước tiên là hàm
lượng cacbon sau đó mới tới các nguyên tố hợp kim. Thông thường,
khi hàm lượng cacbon càng cao thép càng cứng , càng kém d ẻo dai và
càng giòn.Hàm lượng cacbon trong mác thép C45 là khoảng 0,45% ,
4
thuộc nhóm thép hóa tốt , sau nhiệt luyện hóa tốt đạt đ ược s ự k ết
hợp tốt nhất của các chỉ tiêu cơ tính : độ bền, độ dẻo, độ dai .
Si , Mn có vai trò tăng giới hạn đàn hồi và độ cứng. Hai nguyên tố Mn,
Si làm tăng rất mạnh độ cứng (độ bền) tuy nhiên khi thép ch ứa
2%Si hoặc 3,5% Mn làm thép có độ dai rất thấp dẫn đến giòn và
không sử dụng được.
Cr có tác dụng tăng bền (do gây xô lệch mạng tinh th ể) và tăng độ
thấm tôi (hệ số thấm tôi khi thép được hợp kim hóa Crom là 3,2).
P là nguyên tố có hại gây hiện tượng giòn nguội. Chỉ c ần có 0,1% P
hòa tan, ferit đã trở nên giòn.Do photpho là nguyên tố thiên tích r ất
mạnh nên để tránh giòn, hàm lượng phôtpho trong thép ph ải ít h ơn
0,05%
Lưu huỳnh là tạp chất có hại, kết hợp với sắt tạo nên hợp chất FeS có
nhiệt độ nóng chảy thấp (988ᵒC), kết tinh sau cùng nằm ở biên hạt; khi
nung nóng thép để cán, kéo thì biên giới bị chảy ra dẫn đến thép bị giòn
hay còn gọi là hiện tượng bở nóng.
1.2. Chụp ảnh tổ chức, đo độ cứng tế vi.
1.2.1 Các bước chuẩn bị mẫu cho hiển vi quang học:
Bước 1: Cắt mẫu
Từ chi tiết ban đầu, sử dụng máy cắt để cắt thành những mẫu có kích
thước phù hợp sao cho dễ cầm tay khi mài hoặc thuận tiện cho việc gá
mẫu. Do kích thước của răng nhông nhỏ nên không th ể c ắt bằng máy c ắt
thông thường mà phải sử dụng máy cắt dây. Mặt cắt là mặt c ắt d ọc theo
chiều từ đỉnh răng của nhông xe máy.
Bước 2 : Đúc mẫu
5
Do răng của nhông xe máy có hình dạng ph ức tạp và có kích th ước nh ỏ vì
vậy không thể dùng gá mà phải đúc mẫu bằng epoxy.
Bước 3 : Mài cơ học
Sau khi đúc, bề mặt mẫu không hoàn toản phẳng vì vậy phải mài qua giấy
mài 100 cho đến khi bề mặt mẫu phẳng , mục đích là đ ể mẫu không b ị vát
khi chụp ảnh. Nếu mẫu bị vát, khi chụp ảnh trên kính hiển vi quang h ọc,
hình ảnh sẽ không được rõ nét.
-
Sử dụng giấy mài phủ cacbit silic đặt trên tấm kính phẳng.
Sử dụng các giấy mài từ 100 , 240 , 400, 600, 800, 1000,1200/ 1500.
Các vết xước sau mỗi lần mài phải song song với nhau.
Sau mỗi lần mài phải chuyển sang giấy mịn hơn và hướng mài
vuông góc với vết xước cũ cho đến khi vết xước cũ không còn thì
dừng lại.
Bước 4: Đánh bóng
Sau khi mài, rửa mẫu qua nước và sử dụng máy đánh bóng. Dùng dung d ịch
đánh bóng của oxit Al ,Cr có hạt nhỏ mịn.
Sau khi đánh bóng, mẫu được rửa sạch qua n ước rồi sấy khô b ằng qu ạt
gió nóng, tránh lau bằng giấy thấm hoặc vải vì có th ể gây x ước ho ặc làm
bẩn bề mặt mẫu.
Bước 5 : Tẩm thực
6
Dung dịch tẩm thực là axit loãng HNO3 nồng độ 5%.
Thời gian tẩm thực từ 7-10 giây.
Sau khi tẩm thực, phải rửa mẫu bằng nước và sau đó sấy khô.
Bước 6 : Chụp ảnh hiển vi quang học.
1.2.2 Ảnh tổ chức hiển vi.
a, Ảnh tổ chức tế vi lớp bề mặt.
rangbm×50
0
7
rangbm×100
0
Nhận xét:
Ảnh tổ chức tế vi với độ phóng đại 500 lần cho thấy các kim Mactensite nhỏ
mịn. Độ phóng đại x1000 lần cho thấy rõ các kim Mactensite với mật độ lớn.
b, Ảnh tổ chức tại vùng chuyển tiếp ( giữa vùng được tôi bề mặt và lõi)
8
rangct×500
Nhận xét :
Theo đồ thị phân bố nhiệt độ theo tiết diện khi tôi bề mặt, vùng chuy ển
tiếp có thể là vùng tôi không hoàn toàn. Sau tôi bề mặt , t ổ ch ức là có th ể là
Mactensite với hàm lượng ít+ ferit ( hạt sáng).
c, Ảnh tổ chức tế vi trong lõi.
9
rang×500
rang×1000
Nhận xét:
10
Tổ chức của lõi là ferit ( sáng) + peclit màu tối.
Trên ảnh tổ chức tế vi ở độ phóng đại ×1000 , có thể nhìn thấy rõ các tấm
Xementit trong peclit.
Nếu chi tiết được tôi và ram cao trước khi tôi bề mặt , tổ chức nhận được sẽ là
ferit + xementit (dạng hạt) hay còn gọi là xoocbit ram. Tuy nhiên dựa vào kết
quả phân tích trên, có thể thấy xementit ở dạng tấm.
=> Vì vậy tổ chức trong lõi là sau nguyên công thường hóa.
1.2.3 Đo độ cứng
a, Đo độ cứng thô đại
Theo kết quả phân tích trên , tổ chức của lõi là sau th ường hóa . Vì
vậy, tiến hành đo dộ cứng bằng máy đo đọ cứng HRB , mũi đâm là bi thép .
Đo 3 vị trí khác nhau bất kì trên mẫu, ta thu được kết quả như bảng sau :
Lần đo
1
2
3
Độ cứng(HRB)
93,8
92,2
92,5
Độ cứng trung bình là 92,83 HRB ~ 197,67 HB~ 15HRC
b, Đo độ cứng tế vi ( từ bề mặt răng vào trong lõi)
Tải trọng đo là HV 0,2
Chiều sâu cách lớp bề mặt (µm)
Độ cứng ( HRC)
11
40
90
190
340
540
840
1340
2340
50,8
59,5
57,8
53,0
53,5
53,7
53,2
45,8
3840
5840
Lõi
29,1
8,0
7,7
Vẽ đồ thị :
Hình 1. Đồ thị phân bố độ cứng t ừ bề mặt răng vào trong lõi.
Nhận xét:
Do lớp bề mặt răng trong quá trình làm việc bị oxi hóa nên đ ộ c ứng ở
ngoài bề mặt răng giảm xuống. Khi đo vào bên trong lớp bề mặt thì độ
cứng lại tăng do đây vẫn là lớp bề mặt được hóa bền . Nếu tiếp t ục đo sâu
vào trong thì độ cứng sẽ giảm do không còn lớp hóa bền, vùng tiếp theo là
vùng chuyển tiếp vì vậy độ cứng vẫn còn khá cao và đ ộ c ứng sẽ gi ảm
mạnh khi tiếp tục đo vào trong lõi.
1.3. Quy trình gia công và nhiệt luyện cho chi ti ết.
Phôi thép
Dập
nóng
Ủ hoàn
toàn
Gia công
cơ khí
Mài
Sản
phẩm
Kiểm tra
Tôi bề
m ặt
Tôi+ram
cao
12
Từ phôi thép hình trụ sau đó dập nóng tạo thành chi tiết có cùng chiều dày
với chi tiết cần chế tạo . Sau khi dập, các chi tiết được đem đi ủ với mục
đích là giảm độ cứng, tăng độ dẻo để dễ gia công cơ khí .
911°C
1.3.1 Nhiệt luyện sơ bộ : Ủ hoàn toàn .
A c3
T=
A c3
T=
+ (20 30)
= 911 -
A c3
o
÷
C
0, 45
× (911 − 727)
0,8
÷
+ (20 30)
Ac3
o
= 808
C
o
C
= 832°C
727°C
0,45
0,8
Mục đích:
Làm giảm độ cứng và tăng độ dẻo để dễ cắt gọt với độ cứng đạt được trong
khoảng 160 – 200 HB .
1.3.2 Nhiệt luyện kết thúc
Thông thường, chi tiết sẽ tiến hành nhiệt luyện tôi + ram cao, khi đó tổ
chức lõi nhận được là xoocbit ram đạt được sự kết hợp nhất về độ bền, độ dẻo,
độ cứng, còn răng nhông được tôi bề mặt làm tăng khả năng chống mài mòn
cho chi tiết.
Tuy nhiên trong sản xuất , ngoài việc phải đảm bảo cơ tính cho vật liệu
thì vấn đề về tiêu thụ điện năng , giá thành chi tiết,...cũng được chú trọng quan
tâm.Vì vậy , theo những phân tích ban đầu, tổ chức lõi nhận được là tổ chức sau
thường hóa : xoocbit ( là hỗn hợp của ferit + xementit dạng tấm). Cơ tính của
chi tiết sau tôi+ ram cao và thường hóa có sự chênh lệch nhưng không quá lớn:
nếu lõi là tôi + ram cao ( độ cứng từ 30-40 HRC) , lõi thường hóa ( độ cứng từ
15-30 HRC). Vì vậy, trong thực tiễn, để giảm bớt các công đoạn và tiết kiệm
năng lượng ( thường áp dụng cho chi tiết không đòi hỏi khắt khe về các chỉ tiêu
cơ tính) thì thường hóa thường được sử dụng hơn so với tôi+ram cao.
13
* Tính nhiệt độ thường hóa :
Khi thường hóa ,chi tiết được nung đến nhiệt độ cao hơn Ac3 ( hoặc Acm) , sau
đó làm nguội trong không khí.
Ac3
(30 ÷ 50) C
o
+
T=
* Tôi bề mặt và ram thấp :
•
= 911-
0, 45
×
0,8
(911-727) +
(30 ÷ 50) oC
o
= 840
C
Tôi bề mặt :
Nung nhanh bề mặt chi tiết đến nhiệt độ tôi nhờ dòng diện có tần số cao .
Do tốc độ nung rất nhanh vì vậy nhiệt độ chuyển biến pha nâng cao lên
nên nhiệt độ tôi phải lấy cao hơn so với tôi th ể tích thông th ường là 100
-200 °C. Vậy chọn nhiệt độ tôi bề mặt là 950°C. Sau tôi bề m ặt , t ổ ch ức
nhận được là Mactensite hình kim nhỏ mịn vì tôc độ nung nhanh và th ời
gian chuyển biến ngắn .
Ram thấp :
Sau tôi tần số, tổ chức nhận được không hoàn toàn là Mactensite tôi ( một bộ
phận Mactensite đã bị ram ) vì vậy có thể ram ở nhiệt độ thấp hơn và thời gian
ngắn hơn khi tôi và ram bình thường .
Chọn nhiệt độ ram là T = 150 °C.
•
* Sơ đồ nhiệt luyện:
T(°C)
950°C
840°C
Thường
hóa
Tôi bề
mặt
150 -200 °C
14
Ram
thấp
t(h)
Do hiện tại trong phòng thí nghiệm của bộ môn xử lý nhiệt và bề mặt không có
thiết bị tôi bề mặt. Vì vậy, thay vì tiến hành tôi bề mặt, chi tiết sẽ được tiến hành
tôi + ram thấp để so sánh tổ chức sau khi tôi+ ram thấp và tổ chức sau tôi bề
mặt của chi tiết đã được thực hiện trước đó.
Phần 2: Thực hành công nghệ
Chi tiết ban đầu được cắt thành 3 mẫu nhỏ khác nhau. Các mẫu đó được
xếp vào trong một một hộp nhỏ (có phủ than để tránh thoát cacbon) sau đó tiến
hành ủ ở nhiệt độ 900 °C, giữ nhiệt trong 30 phút và làm nguội cùng lò để đạt
được tổ chức ban đầu khi chưa qua xử lý nhiệt.
15
Sau khi ủ, 1 mẫu đem đi đo độ cứng và chụp ảnh tổ chức tế vi. Hai mẫu
còn lại tiến hành thường hóa và tôi+ ram. Để thuận tiện cho quá trình thao tác
khi lấy mẫu ra ngoài và tôi trong nước ,các mẫu được buộc bằng dây thép và
xếp vào trong hộp có phủ than. Nhiệt độ tôi và thường hóa là giống nhau nên
hai mẫu được nung trong cùng 1 lò ở nhiệt độ 860°C và giữ nhiệt 30 phút.
Sau đó, 1 mẫu được lấy ra khỏi hộp và làm nguội trong không khí, mẫu
còn lại được tôi trong nước. Mẫu sau tôi sau đó đem đi ram ở nhiệt độ 160 °C ,
giữ nhiệt 1 tiếng.
Sau khi tiến hành xử lý nhiệt, các mẫu được đo độ cứng và chụp ảnh tổ
chức tế vi để so sánh với chi tiết ban đầu .
2.1 Ủ
T (°C)
900°C
16
Nguội
cùng lò
t (h)
30 phút
a, Đo độ cứng sau ủ
Sau ủ, mẫu có độ cứng thấp vì vậy không thể đo bằng máy đo HRC như các
mẫu sau tôi, ram. Vì vậy, phải dùng máy đo HRB để xác định độ cứng mẫu sau
ủ.
Lần đo
Độ cứng (HRB)
1
2
3
80,6
80,8
81,3
Độ cứng trung bình của mẫu sau ủ là: 80,9 HRB~149HB
b,Ảnh tổ chức tế vi sau ủ :
17
ux200
Nhận xét:
ux1000
Khi nung nóng để ủ hoàn toàn ta được Austenit đồng nhất nên khi làm nguội
chậm cùng lò , tổ chức nhận được là ferit ( màu sáng) +peclit( màu tối) trong đó
peclit ở dạng tấm nhưng thô, to.
18
2.2 Thường hóa
T (°C)
860°C
Không
khí
t(h)
30 phút
a, Đo dộ cứng sau thường hóa
Lần đo
1
2
3
Độ cứng(HRB)
88,3
89,1
89,4
Độ cứng trung bình sau thường hóa là : 88,93 HRB ~ 180 HB
b, Ảnh tổ chức tế vi sau thường hóa:
19
thuonghoax500
thuonghoax100
00
20
Nhận xét:
Sau thường hóa, tổ chức nhận được là ferit ( màu sáng)+ peclit( màu t ối).
Thông thường , sau thường hóa peclit có dạng tấm . Tuy nhiên do m ẫu có
kich thước nhỏ, mỏng vì vậy khi làm nguội trong không khí tĩnh peclit t ấm
có dạng nhỏ mịn và khó nhìn thấy bằng kính hiển vi quang h ọc.
So sánh với ảnh tổ chức của lõi ban đầu, có thể thấy có sự giống nhau là tổ
chức gồm 2 pha là ferit + peclit. Tuy nhiên , ảnh tổ ch ức lõi ban đ ầu xu ất
hiện peclit tấm rõ hơn.
Độ cứng của lõi ( ban đầu ) là 92,83 HRB. So với mẫu nghiên cứu là 88.93
HRB, thì độ cứng có sự chênh lệch nhưng không quá nhiều (≤4 HRB).
Tuy ảnh tổ chức của mẫu nghiên cứu không hiện rõ peclit tấm như mẫu ban đầu,
nhưng từ những kết quả nghiên cứu được chúng ta có thể xác định được tổ chức
của lõi là sau nguyên công thường hóa.
2.3 Tôi +ram thấp
T(°C)
860°C
Tôi
(nước)
160 °C
Ram thấp
t(h)
30 phút
1 giờ
21
a, Đo độ cứng
Sau tôi + ram thấp , mẫu bị oxi hóa vì vậy để xác định chính xác độ cứng
sau tôi , cần phải mài hết lớp oxit bên ngoài đi rồi bắt đầu đo độ cứng. Đo 5 vị
trí khác nhau bất kì trên mẫu, ta thu được kết quả như bảng sau :
Lần
Tôi
Ram thấp
1
56HRC
53HRC
2
55HRC
54HRC
3
56HRC
54HRC
4
55HRC
52,5HRC
5
55HRC
53HRC
Độ cứng trung bình của 5 lần đo sau tôi là : 55,4HRC
Độ cứng trung bình của 5 lần đo sau tôi + ram thấp là : 53,3HRC
b, Ảnh tổ chức tế vi sau tôi + ram thấp:
Ramx500
22
Ramx1000
So sánh ảnh tổ chức tế vi của mẫu nghiên cứu và mẫu ban đầu
23
Nhận xét :
Sau tôi + ram , tổ chức nhận được là các kim Mactensite nhỏ mịn. Tuy nhiên có
thể nhìn thấy, so với tôi bề mặt thì kim Mactensite thô và to hơn, mật độ của
kim Mactensite cũng ít dày đặc hơn vì vậy độ cứng sau tôi + ram thấp nhỏ hơn
so với tôi bề mặt + ram thấp. Ngoài ra , sau tôi+ ram thấp, vẫn còn Austenit dư
( màu sáng) xen kẽ giữa các kim Mactensite tuy nhiên hàm lượng rất ít.
KẾT LUẬN:
Dựa vào những kết quả phân tích có được, cho thấy rằng trong thực tế sản xuất
không nhất thiết khi nào cũng là nhiệt luyện hóa tốt : tôi + ram cao sau đó mới
tôi bề mặt + ram thấp. Tùy vào mục đích , yêu cầu và điều kiện làm việc của chi
tiết để đưa ra quy trình nhiệt luyện hợp lý . Từ đó có thể làm giảm chi phí sản
xuất , giảm giá thành sản phẩm và tăng năng suất lao động.
Trên cơ sở phân tích , đánh giá kết quả nhận được, cho thấy tôi bề mặt + ram
thấp cho cơ tính cao hơn so với tôi + ram thấp thông thường đồng thời rút ngắn
thời gian, ít tốn năng lượng. Tuy nhiên , tùy vào mục đích sử dụng mà mỗi
phương pháp có ưu điểm và nhược điểm khác nhau. Do nhông xe máy yêu cầu
bề mặt có độ cứng cao, chống mài mòn tốt và lõi có độ dẻo dai cao vì vậy tôi bề
mặt là phương pháp phù hợp và hiệu quả hơn . Ngoài phương pháp tôi bề mặt ,
có thể tiến hành thấm C , tuy nhiên phương pháp này chỉ phù hợp đối với các
chi tiết yêu cầu cơ tính cao và làm việc trong điều kiện khắt khe hơn.
24
TÀI LIỆU THAM KHẢO
1.
2.
3.
Vật liệu học cơ sở ( Nghiêm Hùng)
Sách tra cứu thép thế giới ( tác giả Trần Văn Địch, Ngô Chí Phúc)
Công nghệ nhiệt luyện ( Phạm Thị Minh Phương, Tạ Văn Thất)
25