đồ án gia công bề mặt phôi
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.99 MB, 58 trang )
Chương II: PHÂN TÍCH CHI TIẾT GIA CÔNG
---------------------
1. Công dụng của chi tiết
3
4
5
2
6
11
1
10
7
9
3'
8
Đánh số thứ tự các mặt của chi tiết
Chi tiết là bích đuôi của bơm thủy lực bánh răng ăn khớp ngoài. Bích đuôi này khi
lắp với thân bơm và bích đầu tạo nên một bơm thủy lực bánh răng. Trên thực tế ta thấy
bơm bánh răng đuợc sử dụng rộng rãi vì nó có kết cấu đơn giản, chế tạo dễ, với loại bơm
này có thể tạo áp suất cao nên nó được dùng phổ biến trong các hệ thống thuỷ lực.
2. Điều kiện làm việc
Chi tiết làm việc ở áp suất cao nên độ bền của chi tiết phải cao.
3. Yêu cầu kỹ thuật
Đây là bích đuôi của bơm thủy lực bánh răng, nó được lắp vối thân bơm. do đây là
bơm nên yêu cầu độ kín của mối ghép phải được đảm bảo, do đó mặt lắp phải có độ
phẳng và độ bóng cao.
Ở chi tiết này có hai lỗ 36 dùng để lắp hai trục bơm của hai bánh răng ăn khớp. Để
tránh sự va đập khi ăn khớp của hai bánh răng yêu cầu hai lỗ này phải có tâm song song
với nhau, yêu cầu của độ song song là 0,02, hai lỗ này còn dùng làm ổ trượt của hai trục,
do đó yêu cầu độ nhám phải thấp (R a = 1,25). Để cho quá trình lắp ghép được chính xác
giữa độ kín khít giữa bích đuôi và thân bơm, đảm bảo độ song song giữa hai tâm lỗ ta cần
định vị nó một cách chính xác và cũng để thao tác một cách dễ dàng trong quá trình lắp
ghép. Do đó hai lỗ 8 định vị của chi tiết cũng yêu cầu độ nhám thấp (R a = 1.25). Ngoài
ra về mặt thẩm mỹ, yêu cầu các mặt ngoài của bơm không gia công phải có độ nhám R z =
80 m.
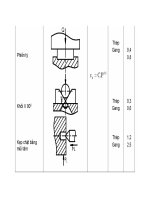
Các yêu cầu kỹ thuật cụ thể:
S
T
Ký hiệu
bề mặt
T
1
Bề mặt
1
2
Lỗ 4
3
Bề mặt 5
4
Lỗ 6
Kích
thước
danh
nghĩa
8mm
36 mm
Cấp
chín
h xác
Độ chính
xác kích
thước
Độ chính
xác
tương
quan
hình học
10
±140 m
9
±36 m
10
±185 m
Chuẩn
6
+16 m
Độ song
song:
0.02/100
Rz= 80
Độ
vuông
góc:
0.01/100
5
Rãnh 7
3 mm
11
±75 m
6
Lỗ 8
11 mm
11
±11 m
Độ
nhám
Phương pháp gia công
đáp ứng
> Bào thôBào tinh
> Phay mặt đầu thôPhay mặt
đầu tinh
> Phay mặt đầu thôMài
phẳng bán tinh
>Bào thôMài phẳng bán tinh
Ra= 2.5 > Khoan Khoét thôDoa bán
tinh
> Khoan Chuốt bán tinh
Ra= 1.25 > Bào tinh
> Phay mặt đầu tinh
> Mài phẳng bán tinh
Ra= 2.5 > Khoét thô Khoét tinh Doa
tinh
> Phay trụ thô Phay trụ
tinhPhay trụ mỏng
> Phay trụ thô Phay trụ tinh
Doa tinh
> Phay trụ thô Phay trụ
tinhChuốt tinh
> Chuốt bán tinhChuốt tinh
> Khoét thô Mài tròn tinh
> Phay trụ thô Phay trụ tinh
Mài tròn tinh
Rz= 80
>Phay chép hình
>Phay trụ thôPhay trụ tinh
Rz= 80
>Khoan Khoét thôDoa bán
7
8
9
Lỗ 9
(lỗ bậc)
Lỗ 11
(nghiêng
)
Lỗ 10
24 mm
10
±0.84 mm
Rz= 80
4 mm
10
±48 m
Rz= 80
16 mm
11
Rz= 80
tinh
>Khoan Chuốt bán tinh
Phay mặt đầu thôPhay mặt
đầu tinh
> Khoan Khoét thôDoa bán
tinh
> Khoan Chuốt bán tinh
> Khoan
> Khoét thô
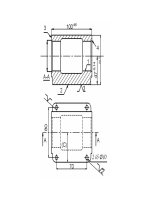
Sơ đồ kiểm tra độ chính xác về độ song song của lỗ 6 và lỗ 6’
-Chi tiết được đặt trên bàn máp. Cắm 2 trục kiểm 36 sít vào 2 lỗ 6 và 6’. Gá trục mang 2 đồng
hồ so lên trục kiểm gắn trong lỗ 6, sau đó cho 2 mũi của 2 đồng hồ so tiếp xúc với trục kiểm tra
cắm vào lỗ 6’. Dịch chuyển bạc gắn trên trục kiểm 1 cho mũi của 2 đồng hồ so di chuyển trên
trục kiểm thứ 2. Độ sai lệch của 2 đồng hồ so chính là độ không song song của 2 lỗ 6, 6’ và độ
không song song này không được phép vượt quá 0,02 mm trên suốt chiều dài của lỗ.
Sơ đồ kiểm tra độ chính xác về vị trí tương quan giữa mặt bên trong của lỗ 6
và bề mặt 5
- Chi tiết được đặt lên bàn máp, cắm trục kiểm 36 sít vào lỗ 4. Gá đồng hồ so lên bề mặt 3 của
chi tiết sao cho mũi của 2 đồng hồ so tì vào mặt của trục kiểm. Xoay tròn đế đồng hồ so xung
quanh trục, độ sai lệch giữa 2 sđồng hồ so chính là độ không vuôn góc giữa bề mặt của lỗ 4 với
mặt phẳng 3. Độ sai lệch này không được vượt quá 0,01 mm.
4. Vật liệu chi tiết
Chi tiết được chế tạo bằng gang xám 28-48, vật liệu này có các thông số như sau:
Giới hạn bền
kéo(N/mm2)
Độ dãn
dài (%)
240
0.5
Giới hạn
bền uốn
(N/mm2)
440
Giới hạn
bền nén
(N/mm2)
830
Độ cứng
HB
Dạng graphit
170 ÷ 241
Tấm nhỏ và mịn
Vật liệu có cơ tính cao, nền kim loại peclit, có thể lẫn một ít ferit với các tấm grafit nhỏ
mịn, làm cho các chi tiết chịu tải trọng tĩnh cao và chịu mài mòn tốt .
5. Tính công nghệ của chi tiết
+ Chi tiết yêu cầu về độ chính xác một số bề mặt, độ chính xác về vị trí tương quan giữa các bề
mặt chi tiết, yêu cầu độ nhám bề mặt làm việc tương đối cao .
+ Về hình dạng của chi tiết cũng khá đơn giản nên dễ dàng trong quá trình chế tạo phôi.
+ Để gia công một số bề mặt đặc biệt của chi tiết cần thiết kế đồ gá thích hợp để đảm bảo chính
xác kích thước, đạt được độ nhám theo yêu cầu, qui trình chế tạo đạt được năng suất cao
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Dạng phôi
+ Chi tiết dạng khối .Vật liệu chế tạo là gang xám GX28-48,có tính đúc tốt ,gia công cắt gọt dễ
dàng, chế tạo đơn giản và được sử dụng rộng rãi.
+Hình dạng phôi đúc có thể phức tạp, kích thước bất kỳ, sản lượng không hạn chế.
Vì những lý do nêu trên ta nhận thấy Phôi đúc là thích hợp nhất trong trường hợp này.
2. Phương pháp chế tạo phôi
+ Ứng với dạng sản xuất loạt vừa ta dùng phương pháp đúc trong khuôn cát , mẫu kim loại, làm
khuôn bằng máy (Đúc chính xác cấp II). Loại phôi này có cấp chính xác kích thước IT15-IT16,
độ nhám Rz = 80 (trang 27, Tài liệu 1).
+ Dựa vào bảng 3-95 (Tài liệu 3), với kích thước lớn nhất của vật đúc 120 ta tra được lượng dư
cho các bề mặt như sau:
Bề mặt
1, 2
4, 5
3. Bản vẽ chế tạo phôi
Lượng dư
4.0
3.0
Từ kích thước trên bản vẽ chi tiết ta có kích thước cho bản vẽ phôi là :
- Kích thước phôi = kích thước chi tiết + kích thước lượng dư.
- Các góc lượn lấy R = 5 mm.
- Góc thoát khuôn lấy bằng 1.5.
- Dung sai kích thước chi tiết đúc theo hướng dẫn đồ án CNCTM là .
- Độ nhám = 80.
1.Đế khuôn, 2.Hòm khuôn, 3.Ống rót, 4.Cốc rót, 5.Lõi, 6.Đậu ngót
Chương IV: CHỌN TIẾN TRÌNH GIA CÔNG CÁC BỀ MẶT CỦA PHÔI
-----------------------------------
1. Chọn phương án
Bề mặt 1:Ta chọn Phay mặt đầu thô vì đây là phương pháp tiết kiệm nhất với bề
mặt không quan trọng
Bề mặt 2,3 :Sao khi đúc tự đạt độ nhám nên không cần gia công
Bề mặt 4:Ta chọn Khoan =>Doa tinh tiết kiệm chi phí hơn chuốt mài
Bề mặt 5: Ta chọn Phay thô =>Phay tinh=>Mài tinh để phù hợp với độ nhám và
tiết kiệm hơn
Bề mặt 6:Ta chọn Khoét=>Doa tinh để đạt được độ nhám yêu cầu
Bề mặt 7:Do rảnh có hình nên phù hợp nhất ta chọn Phay chép hình hoặc Phay
CNC
Bề mặt 8:Ta chọn Khoan vì độ nhám không yêu câu cao và tiết kiệm
Bề mặt 9:Ta chọn Phay thô vỉ không cần độ nhám cao
Bề mặt 10:Ta chọn Khoan để tiết kiệm
Bề mặt 11: Ta chọn Khoan để tiết kiệm
2. Chọn chuẩn
- Chọn chuẩn thô là bề mặt không gia công 2,3,3’ để đảm bảo cho việc xê dịch giữa bề
mặt gia công và không gia công là ít nhất
-Chọn chuẩn tinh là bề mặt 5, lỗ 4 để đảm bảo độ vuông góc giữa lỗ 4 ,mặt 5 và đảm bảo
độ song song của 2 lỗ 6.
3. Quy trình công nghệ
STT
Nguyên
công
Bề mặt Bề mặt định vị
Máy
gia
Cấp chính
xác
công
1
Phay thô
5
2, 3, 3’
Máy phay đứng Knuth
VFM 4
14-12
2
Phay thô
1
5, 3, 3’
Máy phay đứng Knuth
VFM 4
14-12
3
Phay tinh
5
1,3,3’
Máy phay đứng Knuth
VFM 4
11
4
Khoan
4
5,3,3’
Máy khoan đứng SSB 40 F
Super
14-12
Khoét
10-12
Doa tinh
5
7-8
Khoan,
8
Phay thô
9
1,4,5
Máy CNC Đài Loan
Agma VMC-168
14-12
14-12
6
Khoét
6
1,4,5
Máy CNC Đài Loan
Agma VMC-168
Doa tinh
14-12
7-8
Phay rãnh
7
14-12
Khoan
11
14-12
7
Khoan
10
1,8,5
Máy khoan đứng SSB 40 F
Super
14-12
8
Phay
5
1,4
Máy phay đứng Knuth
VFM 4
8-6
mỏng
CHƯƠNG 5 :THIẾT KẾ NGUYÊN CÔNG
1. Nguyên công 1
a. Sơ đồ gá đặt
b. Phương pháp gia công: Phay thô mặt 5
Phay thô mặt 5 đạt cấp chính xác IT14-IT12, Ra=12,5 µm
c. Định vị:
Định vị mặt 2: Phiến tỳ khống chế 3 bậc tự do
Định vị mặt 3,3’: Bằng 1 khối V cố định và 1 khối V di trược khống chế 3 bậc tự do
Do đó chi tiết được khống chế 6 bậc tự do
d. Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt của khối V di trược tạo lực ép bề mặt 3 của chi tiết vào mặt của khối V cố
định
e. Máy gia công
Máy phay đứng Knuth VFM 4
Khung máy lớn với đầu gối trượt chắc chắn
Ăn dao tự động và liên tục theo trục X và Y
Trục Z có hỗ trợ motor để ăn dao liên tục
Bàn máy, giá dẫn hướng chắc chắn
Đầu máy chắn chắn, có thể xoay ±35˚
Working area
X axis travel (hành trình trục X)
Y axis travel (hành trình trục Y)
Z axis travel (hành trình trục Z)
Table setup area (kích thước bàn máy)
T-slots (slg x chiều dài x chiều rộng)
Head swivel range (Khoảng xoay)
Feed
Rapid feed X / Y axis (tốc độ chạy nhanh X/Y)
Z axis rapid feed (tốc độ trục Z)
X / Y axis feed speed (Tốc độ bước tiến)
Vertical Cutter Head
Speed range (vòng quay trục chính)
Spindle mount (Kiểu trục chính)
Quill stroke
Vertical spindle-to-table distance
Main motor rating (công suất động cơ chính)
Feed motor rating (CS motor chạy dao)
Coolant pump motor rating (CS bơm dung dịch làm mát)
Overall dimensions (LxWxH) (Kích thước tổng thể)
Weight (khối lượng)
f..Chọn dụng cụ cắt
Dao phay mặt đầu R390-100Q32-17H
mm
mm
mm
mm
mm
1000
282
400
1320 x 320
5 x 14 x 63
±35˚
mm/mi
n
mm/mi
n
mm/mi
n
1200
rpm
58 – 1710
ISO50
70
45 – 445
4
0.55
0.09
2220 x 1820 x 1880
2300
mm
Mm
kW
kW
kW
mm
Kg
600
20 – 360
DC (Đường kính dao)
DCON (Đường kính thân dao)
APMX (lượng ăn dao tối đa)
LF (Chiều dài dao)
100 mm
32 mm
15.7 mm
50 mm
Hạt dao
W1
LE (Chiều dài cạnh cắt hiệu quả)
RE (Góc cạnh)
S (Chiều dày)
BS (Chiều dài cạnh quét)
8.5 mm
15.7 mm
0.8 mm
3.3 mm
1.2 mm
g.Dụng cụ kiểm tra:
Thước cặp cấp chính xác 2%
Đồng hồ so cấp chính xác 1/100
h.Dung dịch trờn nguội: emunxi
2. Nguyên công 2
a.Sơ đồ gá đặt
b.Phương pháp gia công: Phay thô mặt 1
Phay thô mặt 1 đạt cấp chính xác IT14-IT12, Ra=12,5 µm
c.Định vị
Định vị mặt 5: Phiến tỳ khống chế 3 bậc tự do
Định vị mặt 3,3’: Bằng 1 khối V cố định và 1 khối V di động khống chế 3 bậc tự do
Do đó chi tiết được khống chế 6 bậc tự do
d.Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt của khối V di trược tạo lực ép bề mặt 3 của chi tiết vào mặt của khối V cố
định
e.Máy gia công
Máy phay đứng Knuth VFM 4 (Đã nêu ở nguyên công 1)
f.Chọn dụng cụ cắt
Dao phay mặt đầu R300-066C6-16M
DC (Đường kính cắt)
DCX (Đường kinh cắt tối đa)
DCON (Đường kính thân dao)
APMX (lượng ăn dao tối đa)
LF (Chiều dài dao)
50 mm
66 mm
63 mm
8 mm
60 mm
Hạt dao
IC (đường kính)
S (Chiều cao)
g.Dụng cụ kiểm tra:
Thước cặp cấp chính xác 2%
Đồng hồ so cấp chính xác 1/100
h.Dung dịch trờn nguội: emunxi
3. Nguyên công 3
a.Sơ đồ gá đặt
16 mm
4.763 mm
b.Phương pháp gia công:Phay tinh mặt 5
Phương pháp gia công có cấp chính xác IT11, Ra=3,2µm
c.Định vị
Định vị mặt 1: phiến tỳ khống chế 3 bậc tự do
Định vị mặt 3,3’:Bằng 1 khối V cố định và 1 khối V di động khống chế 3 bậc tự do
Do đó chi tiết được khống chế 6 bậc tự do
d.Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt của khối V di trược tạo lực ép bề mặt 3 của chi tiết vào mặt của khối V cố
định
e.Máy gia công
Máy phay đứng Knuth VFM 4 (đã nêu ở nguyên công 1)
f.Chọn dụng cụ cắt (như nguyên công 1)
g.Dụng cụ kiểm tra:
Thước cặp cấp chính xác 2%
Đồng hồ so cấp chính xác 1/100
h.Dung dịch trờn nguội: emunxi
4. Nguyên công 4
a.Sơ đồ gá đặt
b.Phương pháp gia công: Khoan,Khoét , Doa lỗ 4
Bước 1: Khoan có cấp chính xác IT10-IT11, Ra=12,5 µm
Bước 2:Khoét có cấp chính xác IT 10-IT11, Ra=6,3 µm
Bước 2: Doa tinh có cấp chính xác IT7-IT8, Ra=2,5 µm
c.Định vị
Định vị mặt 5: Phiến tỳ khống chế 3 bậc tự do
Định vị mặt 3,3’: Bằng 1 khối V cố định và 1 khối V di động khống chế 3 bậc tự do
Do đó chi tiết được khống chế 6 bậc tự do
d.Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt của khối V di trược tạo lực ép bề mặt 3 của chi tiết vào mặt của khối V cố
định
e.Máy gia công
Máy khoan đứng SSB 40 F Super
Drilling capacity (diam.) (đường kính khoan tối đa)
Table setup area (kích thước bàn máy)
Quill stroke (hành trình ống lót)
Spindle mount (độ côn trục chính)
Speed
Feed/setting (tốc độ tiến dao)
Throat (họng)
Table travel (hành trình bàn)
Table swivel range (góc quay bàn)
Column diameter (đường kính cột)
f.Chọn dụng cụ cắt
Dao khoan lỗ SD205A-0790-043-08R1-P
DC (Đường kính cắt)
DMM (Đường kính thân dao)
LS (Chiều dài thân dao)
OAL (Chiều dài dao)
SIG (Mũi khoan)
Dao Khoét lỗ SD205A-0800-043-08R1-P
7.8 mm
8 mm
36 mm
91 mm
140˚
40 mm
540 x 440
190
MT4
60 – 2600 rpm
0.1; 0.2; 0.3; 0.4 mm/rev
340 mm
430 mm (tự động) – 570 mm
±45˚
140 mm
Cán dao MM0616110.35058
DMM:16 mm
OAL :110 mm
LF:58,6 mm
DCSPWS:5,8 mm
Insert MM0606004R10MD02 F30M
DC:6 mm
RE: 1 mm
APMXS :4,1 mm
LF 5,1 mm
Dao doa tinh
Cổ dao: tháo lắp dao nhanh
g.Dụng cụ kiểm tra:
Thước cặp cấp chính xác 2%
h.Dung dịch trờn nguội: emunxi
5. Nguyên công 5
a.Sơ đồ gá đặt
b.Phương pháp gia công: Khoan,phay thô mặt 8,9
Khoan có cấp chính xác IT12-IT14, Ra=12,5 µm
Phay thô có cấp chính xác IT12-IT14, Ra=50 µm
c.Định vị
Định vị mặt 5: Định vị Phiến tỳ không chế 3 bậc tự do
Định vị mặt 4: sử dụng chốt trụ ở mặt 4 và chốt trám qua lỗ 4 còn lại khống chế 3 bậc tự
do
Do đó chi tiết được khống chế 6 bậc tự do
d.Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt mỏ kẹp liên động ,siết đai ốc tạo lực kẹp giữa mặt 5 và 2
e.Máy gia công
Máy CNC Đài Loan Agma VMC-168
Hành trình các trục X/Y/Z: 1,300 x 700 x 650 / 1,600 x 800 x 700 (mm)
Kích thước bàn : 1,400 x 710 / 1,700x 815 (mm)
Trục chính BT50, truyền động đai hoặc bánh răng.
Tốc độ trục chính: 30-8000 (vòng/phút)
Chạy dao nhanh trục X/Y/Z | có tải: 15/15/12 | 10 (m/phút)
Hệ thống thay dao tự động: 24 dao
Đường kính dao lớn nhất khi có | không có dao liền kề: Ø 125| 250 (mm)
Công suất: 22 kW
Kích thước máy dài x rộng x cao:
3,600 x 3,455 x 3,130 / 4,740 x 3,298 x 3,320 (mm)
Bộ điều khiển: Fanuc 0iMD / 0iMF
f.Chọn dụng cụ cắt
Dao khoan SD203A110004012R1P
Dc=11 MM
Ls=45 mm
OAL=102 mm
Dao phay ngón
Dc= 8 mm
Ls=45 mm
OAL=60 mm
g.Dụng cụ kiểm tra:
Thước cặp cấp chính xác 2%
h.Dung dịch trờn nguội: Khan
6. Nguyên công 6
a.Sơ đồ gá đặt
b.Phương pháp gia công: Khoét, Doa lỗ 6,Phay rãnh 7,Khoan lỗ 11
Bước 1:Khoét có cấp chính xác IT10-IT11, Ra=6,3µm
Bước 2:Doa tinh có cấp chính xác IT7-IT8, Ra=1,6µm
Bước 3:Khoan lỗ 3mm có cấp chính xác IT12-IT14 ,Ra=6,3 µm
Bước 4:Phay rãnh mặt 7 có cấp chính xác IT12-IT14 ,Ra=50 µm
Bước 5:Khoan lỗ 16mm có cấp chính xác IT12-IT14 ,Ra=25 µm
c.Định vị
Định vị mặt 1: Sử dụng bàn máy khống chế 3 bậc tự do
Định vị mặt 4: sử dụng chốt trụ ở mặt 4 và chốt trám qua lỗ 4 còn lại khống chế 3 bậc tự
do
Do đó chi tiết được khống chế 6 bậc tự do
d.Phương pháp kẹp chặt
Dùng cơ cấu kẹp chặt mỏ kẹp liên động ,siết đai ốc tạo lực kẹp giữa mặt 5 và 1
và 1
e.Máy gia công
Hành trình các trục X/Y/Z: 1,300 x 700 x 650 / 1,600 x 800 x 700 (mm)
Kích thước bàn : 1,400 x 710 / 1,700x 815 (mm)
Trục chính BT50, truyền động đai hoặc bánh răng.
Tốc độ trục chính: 30-8000 (vòng/phút)
Chạy dao nhanh trục X/Y/Z | có tải: 15/15/12 | 10 (m/phút)
Hệ thống thay dao tự động: 24 dao
Đường kính dao lớn nhất khi có | không có dao liền kề: Ø 125| 250 (mm)
Công suất: 22 kW
Kích thước máy dài x rộng x cao:
3,600 x 3,455 x 3,130 / 4,740 x 3,298 x 3,320 (mm)
Bộ điều khiển: Fanuc 0iMD / 0iMF
f.Chọn dụng cụ cắt
Khoét,Doa tinh mặt 6
Dao khoét
Đầu dao A75020
OAL (Chiều dài)
BD (Đường kính thân)
DCN (Đường kính cắt tối thiểu)
DCX (đường kính cắt tối đa)
Chọn Dc=30 mm
Insert A75020CC0690
51 mm
27 mm
30 mm
40 mm