giáo trình phay bánh vit trục vít
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.89 MB, 47 trang )
MỤC LỤC
BÀI 1: PHAY BÁNH VÍT ......................................................................................................................... 3
1. CÁC THÔNG SỐ CƠ BẢN CỦA BÁNH VÍT ............................................................................... 5
1.1. Mô-dun ..........................................................................................................................6
1.2. Số răng ...........................................................................................................................6
1.3 Đƣờng kính vòng chia : ...................................................................................................6
1.4 Đƣờng kính vòng đỉnh ....................................................................................................6
1.5 Đƣờng kính chân răng Dc: ..............................................................................................7
1.6. Hệ số dịch chỉnh ............................................................................................................7
1.7. Góc nâng của bánh vít (góc nghiêng của răng) .............................................................7
1.8. Hƣớng nghiêng của bánh vít. .........................................................................................7
1.9. Góc ôm của bánh vít. .....................................................................................................7
1.10. Bề rộng B .....................................................................................................................8
2. Phƣơng pháp gia công. ........................................................................................................................... 9
2.1. Chọn dao. .......................................................................................................................9
2.2. Tính toán phân độ. .........................................................................................................9
2.3. Chọn phƣơng pháp gia công và chọn máy (máy phay ngang hoặc phay đứng)..........16
.2.4. Gá dao và điều chỉnh máy, dao theo phƣơng pháp gia công đã chọn. .......................18
2.5. Gá và điều chỉnh đầu phân độ. ....................................................................................19
2.6. Gá phôi và điều chỉnh dao theo phôi. ..........................................................................19
2.7. Vận hành, điều chỉnh máy gia công. ...........................................................................22
2.8. Dạng sai hỏng, nguyên nhân và biện pháp đề phòng. .................................................24
2.9. Kiểm tra chi tiết gia công. ...........................................................................................25
Bài 2: PHAY TRỤC VÍT ......................................................................................................................... 27
1. Các thông số cơ bản của trục vít ........................................................................................................ 27
1.1. Mô-dun ........................................................................................................................27
1.2. Số đầu mối ...................................................................................................................29
1.3 Đƣờng kính vòng chia : .................................................................................................29
1.4 Đƣờng kính vòng đỉnh ..................................................................................................29
1.5 Đƣờng kính chân răng Dc: ............................................................................................29
1.6. Hệ số dịch chỉnh ..........................................................................................................29
1
1.7. Góc nâng của trục vít (góc nghiêng của răng) .............................................................30
1.8. Hệ số đƣờng kính. ........................................................................................................30
2. Phƣơng pháp gia công. ......................................................................................................................... 31
2.1. Chọn dao. .....................................................................................................................31
2.2. Tính toán phân độ. .......................................................................................................31
2.3. Chọn phƣơng pháp gia công và chọn máy (máy phay ngang hoặc phay đứng)..........34
Các phƣơng pháp chế tạo trục vít .......................................................................................34
2.4. Gá dao và điều chỉnh máy, dao theo phƣơng pháp gia công đã chọn. ........................36
Lập bộ bánh răng và xoay chéo bàn máy khi phay rãnh xoắn. ...........................................37
2.5. Gá và điều chỉnh đầu phân độ. ....................................................................................40
2.6. Gá phôi và điều chỉnh dao theo phôi. ..........................................................................42
2.7. Vận hành, điều chỉnh máy gia công. ...........................................................................42
2.8. Dạng sai hỏng, nguyên nhân và biện pháp đề phòng. .................................................44
2.9. Kiểm tra chi tiết gia công. ...........................................................................................45
2.10. Vệ sinh công nghiệp. .................................................................................................45
2
BÀI 1: PHAY BÁNH VÍT
t u
Khi cần truyền động giữa hai trục thẳng góc với tỉ số giảm tốc lớn và tải trọng lớn, ta
dùng cặp bánh vít - trục vít. Cơ cấu truyền động này rất gọn, truyền động ổn định và có
tính tự hãm tốt nhƣng vì ma sát nhiều nên hiệu suất truyền động kém, bị nóng và tản
nhiệt chậm. Ngoài ra, sức đẩy chiều trục quá lớn ảnh hƣởng xấu tới ổ trục. Việc chế tạo
bộ bánh vít - trục vít cũng tƣơng đối khó. Trục vít có thể có một đầu ren hoặc hai, ba
đầu ren tùy theo tỉ số giảm tốc cần có.
Hìn 1: Cấu tạo bán vít
Cá
u u
t u tv
u
n
t u t
t bánh vít
Các yêu cầu kỹ thuật
- Răng có bền mỏi tốt
- Răng có độ cứng cao, chóng mòn tốt
- Tính truyền động ổn định, không gây ồn.
- Hiệu suất truyền động lớn, năng suất cao.
Các điều kiện kỹ thuật khi phay bánh vít..
- Kích thước của các thần phần cơ bản của một bánh vít khi được ăn khớp
với trục vít.
- Số răng đúng, đều, cân, cân tâm
- Độ nhám đạt cấp 8 đến cấp 11 tức là:
- Khả năng ăn khớp của bánh vít với trục vít
3
Hình 2: Bộ truyền bánh vít
Phân loại, ƣu, nhƣợc điểm
Phân loại:
- Trục vít trụ (Hình 1a)
- Trục vít lõm (Hình 1b)
- Trục vít Acsimet (Hình 2a)
(Có cạnh ren thẳng trong mặt cắt dọc)
- Trục vít Convolut (Hình 2b)
(Có cạnh ren thẳng trong mặt pháp tuyến)
- Trục vít thân khai (Hình 2c)
(Có cạnh ren thẳng trong mặt cắt tiếp tuyến
Với mặt trụ cơ sở)
4
Hình 3: phân loại
1. CÁC THÔNG SỐ CƠ BẢN CỦA BÁNH VÍT
T ông số ìn
ọ
Đƣờng kính vòng chia
Đƣờng kính vòng đỉnh
Đƣờng kính vòng đáy
Khoảng cách trục
Đƣờng kính lớn nhất bánh vít
Chiều rộng bánh vít b2
Công t ứ
Bánh vít
d2 mz2
da 2 m(z2 2 2x)
d f 2 m(z2 2, 4 2x)
aw 0, 5m(q z2 2x)
6m
d d
aM 2 a 12 z 2
b2 0, 75da1
5
1.1. Mô-dun
Tƣơng tự nhƣ bánh răng trụ xoắn ta có môđun thật và môđun giả (còn gọi là môđun
chếch)
a. Môđun thật (của chung cả cặp) là:
Trong đó:
- bƣớc răng đo trên mặt cắt thẳng góc với răng.
b. Môđun giả ( của chung cả cặp) là
Bƣớc xoắn của răng (của chung cả cặp)
1.2. Số răng
1.3 Đường ín vòng chia
:
Đƣờng kính nguyên bản của trục vít:
(trong đó, theo tiêu chuẩn trị số
.Đƣờng kính nguyên bản của bánh vít:
Dp2 = Z2. Mn
1.4 Đường ín vòng ỉn
)
6
Di1 = Dp1 + 2mn
Di2 = Dp2 + 2mn (nếu z1 = 1)
Di2 = Dp2 + 1.5mn (nếu z1 = 2, 3)
Di2 = Dp2 + mn (nếu z1 = 4 trở
lên)
1.5 Đường ín
ân răng Dc:
Đƣờng kính trong (đƣờng kính chân) của trục vít:
Đƣờng kính trong (đƣờng kính chân) của bánh vít:
1.6. H số dị
ỉn
- Đƣờng kính trung bình của ren: d1 = q.m
m = P/π – mô đun dọc của trục vít
- Hệ số đƣờng kính q; ứng với mỗi trị số mô đun m tiêu chuẩn chỉ quy định một trị số q
Tiêu chuẩn quy định 2 dãy trị số mô đun m:
Dãy 1 m = 1; 1,25; 1,6; 2; 2,5; 3,15; 4; 5; 6,3; 8; 10; 12,5; 16; 20; 25.
Dãy 2 m = 1,5; 3; 3,5; 6; 7; 18.
Ƣu tiên chọn trị số mô đun theo dãy 1.
Trị số đƣờng kính q theo tiêu chuẩn (StSEV 267 - 76):
Dãy 1 q = 6,3; 8,0; 10,0; 12,5; 16,0; 20,0; 25,0.
Dãy 2 q = 7,1; 9,0; 11,2; 14,0; 18,0; 22,4.
Ƣu tiên chọn q theo dãy 1, trị số q = 25 ít dùng.
1.7. ó nâng
bánh vít (gó ng
răng)
- Góc prôfin tiêu chuẩn α = 200.
ng
1.8. Hư ng ng ng
bán vít.
Lµ gãc hîp bëi tiÕp tuyÕn cña ®-êng xo¾n vÝt trong
mÆt trô chia víi mÆt ph¼ng ®¸y vu«ng gãc víi ®-êng
trôc xo¾n èc:
tg
Pz
Z
Z .m Z
1 1 1
d1 d1
d1
q
(5.3)
5 20 0
Hình 4: Hư ng ng
1.9.
ó ô
ng
bán vít.
7
Là góc ở tâm trục vít chắn cung giới hạn bởi hai mặt mút bánh vít và đ-ờng kính bằng
da1- 0, 5 m:
sin
b2
da1 0,5m
(5.4)
Với m là mô đun ăn khớp.
Các thông số hình học của bánh vít đo trong mặt phẳng vuông góc với trục bánh vít
và chứa đ-ờng tâm trục vít.Các thông số hình học chủ yếu khác và công thức xác định các
thông số này cho trong Bng 2.
Bng 1
1.10. B r ng B
8
Chiều rộng của bánh vít:
nếu
n
ếu
2. P ương p áp g ông.
2.1. C ọn d o.
Trong sản xuất hiện đại, ngƣời ta gia công bánh vít trên máy đặc biệt theo phƣơng
pháp phay lăn. Khi không đòi hỏi độ chính xác cao, ta có thể gia công bánh vít trên máy
phay ngang vạn năng. Dao phay môđun dạng đĩa đƣợc chọn theo môđun mn của răng, số
8 và đƣờng kính phải bằng đƣờng kính của trục vít ăn khớp. Dao này chỉ dùng trong bƣớc
phay thô. Đến bƣớc phay tinh, dùng dao phay trụ lăn có dạng răng nhƣ trục vít. Nội dung
công việc trong từng bƣớc nhƣ sau (h. 11.3)
Hình 5: Quá trìn
2.2. Tín toán p ân
ắt
d o
p
bán vít
.
9
Hình 6: Đ u p ân
vạn năng.
Đầu phân độ vạn năng: Võ đầu phân độ (thân) đƣợc đúc bằng gang, hệ thống truyền
động chính bằng cơ cấu giảm tốc: Trục vít ăn khớp với bánh vít (hình 30.1.1) là loại đầu
phân độ vạn năng. Thân (10) đƣợc gắn lên đế gang (20), đƣợc nối liền với hai cánh cung
(9). Khi cần nới lỏng các đai ốc ta có thể xoay thân đi một góc theo thang chia độ với du
xích (12). Đầu đƣợc lắp chặt với bàn máy bằng bu lông nhờ hai rãnh phía dƣới đế nằm
song song với trục chính (đáy của đế thƣờng có hai căn định vị nằm sít trƣợt vào rãnh
chữ T của bàn máy).
Trong thân trục chính có lỗ thông suốt, ở đầu trƣớc lắp mũi tâm (21), trong trƣờng
hợp sử dụng mâm cặp thì mâm cặp đƣợc lắp vào phần côn có ren (7). Phía trƣớc tay quay
cólắp đĩa chia (14), đĩa này thƣờng có hai mặt và các mặt có những vòng tròn đƣợc chia
các lỗ (đồng tâm). Số lỗ của các mặt cũng tùy thuộc vào nhà thiết kế (nhƣng thƣờng
không quá 66 lỗ). Cũng có các loại đĩa đầu nhỏ thƣờng đƣợc chia một mặt ví dụ nhƣ: Đĩa
1 có các vòng lỗ là: 15, 16, 17, 18, 19, và 20; đĩa
2 có các vòng lỗ là: 21, 23, 27, 29, 31, và 33; đĩa 3 có các vòng lỗ là: 37, 39, 41, 43,
47, và 49.
10
Mũi tâm (4) của ụ sau dùng để đỡ chi tiết trong quá trình phay và việc lắp chặt ụ sau
cũng tƣơng tự nhƣ đầu trƣớc. Ngoài ra còn thấy có giá đỡ tâm (tuy-nét) dùng để đỡ những
chi tiết có độ cứng vững thấp, trong thân (23) đƣợc lắp một trục vít có thể dịch chuyển
nhờ đai ốc (5) có đầu đỡ chữ V (6). Đầu V đƣợc giữ nhờ vít hãm (22).
Hình 7: Sơ ồ
ng
u p ân
vạn năng loạ
ơn g ản.
Phân độ đơn giản
Trục vít 8 phải ăn khớp với bánh vít 10. Muốn quay trục chính 9 (trục chia độ), ta
quay tay quay 2 cùng chốt định vị 3 so với đĩa chia cố định 1 (đĩa chia có các lỗ nằm trên
các đƣờng tròn đồng tâm). Khi điều chỉnh, hãy đặt chốt định vị 3 đối diện với đƣờng tròn
đƣợc chọn trên đĩa chia. Chuyển động của tay quay của tay quay đƣợc truyền tới trục
chính qua cặp bánh răng trụ 7 với tỷ số truyền i=1 cặp trục vít - bánh vít với tỷ số truyền
i=1/40. Trong trƣờng hợp này, trục chính phải quay 1/z phần của một vòng để chia vòng
tròn ra z phàn bằng nhau. Nhƣ vậy, phƣơng trình mạch chuyển động của trục chính sẽ là:
Giả sử cần phải chia chi tiết ra z phần bằng nhau (ví dụ, khi phay bánh răng có z
răng). Điều này có nghĩa là sau khi phay xong một rãnh cần phải quay trục chính cùng với
chi tiết đi 1/z vòng (tức là quay tay quay đi 40/z vòng).
Khi đó ma biểu thị số khoảng chia (bƣớc) trên vòng tròn của đĩa chia độ (hay
11
khoảng cách giữa các lỗ kề nhau trên vòng tròn đã chọn mb) mà tay quay 2 cần quay thêm
A vòng.
Số vòng quay cần thiết của chi tiết tính theo đĩa chia độ cố định (chốt định vị đàn
hồi đƣợc cắm vào một lỗ của dĩa chia độ). Đĩa chia độ loại này là đĩa chia hai mặt. Khi
chia đơn giản, ống 4 và cặp bánh răng 5 và trục 6 không tham gia.
Hình 8: Đĩ
v
ìn quạt dùng p ân
ơn g ản v
v s .
Trên hình để cho tiện đếm khoảng cách giữa các lỗ (hoặc đếm lỗ) trên vòng chia, ta
dùng một hình quạt doãng gồm hai chân 1 và 3, các chân này có thể quay so với nhau.
Các chân này phải đƣợc lắp sao cho khoảng cách giữa chúng có số khoảng cách bằng ma.
Để định vị hình quạt ở vị trí làm việc, phải cắm chốt định vị vào lỗ của một vòng
chia đã chọn , chẳng hạn vào lỗ A. Khi nới vít 2 kẹp chân 1 và 3 của hình quạt, ta có thể
dịch chuyển chân 1 tới chốt định vị. Sau khi đã tính số khoảng cashc giữa các lỗ, dịch
chuyển chân 3 tới lỗ B và siết chặt vít 2.
Khi gia công bƣớc thứ nhất, từ lỗ ta quay tay quay theo chiều khi đồng hồ với số
vòng đã tính và cắm vào lỗ B. Sau đó ta quay chân 1 đến chạm vào chốt định vị.
12
* Chú ý: luôn quay theo chiều kim đồng hồ để tránh sai hỏng khi gia công.
Khi chốt định vị ở vi trí cuối cùng giữa các lỗ, cần phải thả lỏng tay quay và gõ nhẹ
đƣa vào vị trí định vị.
Nếu quay vƣợt quá vị trí thì phải quay nó ngƣợc lại vài lỗ rồi sau đó mới quay theo
chiều kim đồng hồ cho đến vị trí định vị.
Hình 9: Sơ ồ
ng
u vạn năng dùng
v s .
Phƣơng pháp chia vi sai khác ở chổ tính số vòng quay tay quay 2 không phải theo
chiều chiều cố định mà theo đĩa chia quay đƣợc 1. Ở lỗ côn của cuối trục gá đuôi côn và
nhờ chạc bánh răng thay thế z1, z2, z3 và z4, trục chính 9 đƣợc liên kết với cặp bánh răng
côn 5, ống lót 4 và đĩa chia 1. Nếu rút chốt định vị đàn hồi 3 ra khỏi lỗ của đĩa chia và
dùng tay quay 2 quay trục chính 9, thì qua cặp bánh răng trụ 7, trục vít 8 và bánh vít 10,
sẽ làm quay trục 6, cặp bánh răng côn 5, ống lót 4 và đĩa chia 1. Do trục chính quay chậm
hơn tay quay 40 lần, cho nên đĩa chia cũng quay chậm. Tỷ số truyền của cặp bánh răng
côn 5 và cặp bánh răng trụ 7 bằng 1. Khi chia vi sai ta nên mở chốt định vị 3 và chốt hãm
17.
Phân độ vi sai
Giả sử ta chia chi tiết ra x phần (z>40) và không thể thực hiện đƣợc cách chia trực
tiếp hoặc chia đơn giản. Chuyển động quay của trục vít và trục chính tức là chuyển động
13
của chi tiết gia công, trong trƣờng hợp này là tổng của hai chuyển động: chuyển động
quay của tay quay (của trục chính) và chuyển động quay của đĩa chia từ trục chính qua
các bánh răng thay đổi và cố định.
Để thực hiện đƣợc chuyển động thứ nhất, ta lấy số chia phụ thuộc x thay cho số
chia đã cho z. Số chia phụ thuộc x cần thỏa mãn những điều kiện sau:
- Số x phải gần bằng z (nhỏ hơn hoặc lớn hơn).
- Chia ra x phần có thể thực hiện bằng phƣơng pháp chia đơn giản.
- Tỷ số truyền i đƣợc thực hiện bằng các bánh răng thay thế. Khi
chia ra x phần, số vòng quay của tay quay sẽ là
40
n x (3.3)
Khi quay tay quay 2 và trục chính 9, đĩa chia độ (liên kết với tỷ số truyền cuối
1
z .z
n i. . Thật vậy, khi kết hợp hai chuyển
cùng i 1 3 sẽ quay đƣợc một
d
z
vòng
z .z
2 4
động thì số vòng quay tay quay sẽ là
n
i
40
x
(3.4)
z
VD: Hãy xác định số vòng quay của tay quay và các bánh răng thay thế khi gia công bánh
răng có z=123 răng.
Lắp bánh răng theo sơ đồ IV: bánh răng z1=100 (bánh răng chủ động thứ nhất) trên
trục chính, z2=50 (bánh răng bị động thứ nhất), z3=40 (bánh răng chủ động thứ hai) trên
chốt trung gian của chạc bánh răng thay thế, bánh răng trung gia z 0 trên chốt thứ hai của
chạc và bánh răng z4=80 trên trục dẫn động đĩa chia. Số vòng quay của tay quay đƣợc
xác định theo công thức:
14
n
40
x
40
1
10
120 3 30
Ta lấy vòng tròn có 30 lỗ, mỗi lần tay quay đi đƣợc 10 khoảng cách giữa các lỗ và
cắm chốt định vị vào lỗ thứ 11 của đĩa chia.
Bảng 2: Bán răng trung g n trong
vi sai
Số lƣợng bánh răng
thay thế
Một đôi
u p ân
vạn năng dùng
Khi i>0, tức là x>z
Một bánh
(sơ đồ I).
o trường ợp
Khi i<0, tức là x
răng trung gian Hai bánh răng trung gian (sơ
đồ II).
Hình 10: C ạ lắp bán răng t
t ế trong p ân
v s .
15
Không có bánh răng trung Một bánh răng trung gian
gian (sơ đồ III).
(sơ đồ IV).
Hai
đôi
Chạc để lắp bánh răng thay thế dùng trong trƣờng hợp chia vi sai đƣợc lắp trên đầu
trụ nhô ra của hộp truyền động và có đinh ốc giữ chặt.
Bánh răng z1 lắp trên trục chính, còn các bánh răng z2, z3 và bánh răng trung gian
lắp trên chạc, bánh răng thay thế z4 thì lắp trên trục truyền động.
2.3. C ọn p ương p áp g ông v
ọn á ( á p
ng ng oặ p
ứng).
Gia công bánh vít
Khi gia công bánh vít, dụng cụ cắt trong mọi trƣờng hợp đều đóng vai trò trục
vít ăn khớp với bánh vít đƣợc cắt. về mặt kết cấu, dụng cụ cắt hoàn toàn giống trục
vít sẽ ăn khớp với bánh vít gia công khi làm việc, chỉ khác là đƣờng kính ngoài của
dụng cụ cắt lớn hơn đƣờng kính ngoài của trục vít một lƣợng bằng khe hở hƣớng
kính.
Gia công bánh vít đƣợc thực hiện trên máy phay lăn răng bằng dao phay lăn
hoặc trên máy phay ngang bằng dao quay.
Gia công bánh vít bằng dao phay lăn.
Khi gia công bánh vít theo phƣơng pháp tiến dao hƣớng kính, cần gá đặt sao cho
đƣờng kính của dao phay lăn nằm trong mặt phẳng đối xứng của bánh vít.
Khi cắt, dao quay tròn, chi tiết cũng quay tròn; hai chuyển động này theo một tỷ
số truyền xác định.
chuyển động chạy dao hƣớng kính đƣợc dao ( hoặc chi tiết ) thực hiện cho
đến khi dao có vị trí tƣơng ứng vị trí của trục vít ăn khớp với bánh vít. lƣợng tiến
dao S=0,55 1mm/vòng quay chi tiết.
Khi cắt hết chiều sâu răng, chi tiết quay 1 2 vòng nữa để nâng cao độ chính
xác răng.
Phƣơng pháp này cho phép đạt năng suất cao vì hành trình ngắn nhƣng có
nhƣợc điểm là độ nhám bề mặt thấp, bị cắt lẹm do góc nghiêng ở đỉnh chi tiết
không giống góc xoắn của dao.
Vì có hiện tƣợng cắt lẹm nên khi góc nâng trục vít lớn hơn
6 8 0 thì không cho phép dùng phƣơng pháp này để gia công lần
cuối.
Trong thực tế, khi không có dao phay lăn bánh vít thì có thể
dùng dao phay lăn bánh răng, lúc này bánh vít đƣợc gia công sẽ có
sai số lớn ( dao phay lăn có đƣờng kính càng lớn so với trục vít thì
sai số gia công bánh vít càng lớn).
Tiến dao tiếp tuyến.
Khi gia công bánh vít bằng phƣơng
pháp lăn tiến dao tiếp tuyến, đƣờng tâm của
dao lăn đƣợc gá đặt cách đƣờng tâm của chi
tiết một khoảng đúng bằng khoảng cách giữa
tâm bánh vít và trục vít.
Về mặt kết cấu, dao phay lăn trong
trƣờng hợp này gồm 2 phần:
Phần đầu hình côn để khi cắt chiều sâu
cắt tăng không quá đột ngột, góc côn thƣờng
10 15 0
Phần sau có hình trụ để cắt tinh.
Khi cắt, dao quay tròn và tiến thẳng theo hƣớng tiếp tuyến với vòng lăn của bánh
vít; còn chi tiết chỉ thực hiện chuyển động quay bao hình.
Số vòng quay của dao và chi tiết chẳng những phải phù hợp với tỷ số truyền
của cặp trục vít- bánh vít mà chi tiết còn có thêm chuyển động vi sai để bù lại
lƣợng tiến dao theo hƣớng tiếp tuyến ( giống nhƣ khi phay lăn răng bánh răng
nghiêng).
Phƣơng pháp này thƣờng dùng để gia công bánh vít có mô đun m=3 12 mm;
Lƣợng tiến dao tiếp tuyến S=1,1 1,6 mm/vòng quay chi tiết. nói chung, phƣơng pháp
này có năng suât thấp nhƣng cũng thƣờng đƣợc dùng vì dễ điều chỉnh khoảng cách
tâm, độ bóng bề mặt răng cao và không có hiện tƣợng cắt lẹm.
Tiến dao phối hợp
Phƣơng pháp này phối hợp cả hai cách
tiến dao trên nên khắc phục đƣợc nhƣợc
điểm của cả hai.
Với phƣơng pháp này, ban đầu cắt thô bằng cách tiến dao hƣớng kính sẽ đạt
đƣợc năng suất cao. sau khi đạt đƣợc khoảng cách tâm của cặp ăn khớp trục vít - bánh
vít thì bắt đầu tiến dao theo hƣớng tiếp tuyến để sửa đúng bề mặt gia công. nhƣ vậy,
chỉ cần dùng dao phay lăn hình trụ.
Gia công bánh vít bằng dao quay.
Vì dao phay lăn quá đắt tiền nên trong sản xuất nhỏ ngƣời ta dùng dao quay. lƣỡi
dao đƣợc gắn trên trục dao quay tạo thành dao phay lăn một lƣỡi, biên dạng và kích
thƣớc của lƣỡi dao phải giống hệt nhƣ một lƣỡi của dao phay lăn tƣơng ứng. góc tạo
thành bởi mặt trƣớc của dao với đƣờng tâm của trục dao phải bằng góc nâng của trục
vít mà nó sẽ ăn khớp với bánh vít sau khi gia công.
Khi cắt, dao có chuyển động quay tròn, chi tiết cũng có chuyển động quay tròn;
hai chuyển động này theo một tỷ số truyền nhƣ bánh vít gia công xong ăn khớp với
trục vít. Nghĩa là khi dao quay 1 vòng, chi tiết phải quay đƣợc Zd răng, mà Zd đúng
bằng số đầu ren của trục vít.
Để lăn hết sƣờn răng còn phải có chuyển động chạy dao tiếp tuyến và chi tiết
phải có chuyển động quay thêm tƣơng ứng.
Trục dao gá cách đƣờng tâm của chi tiết một khoảng cách đúng bằng khoảng
cách giữa trục vít và bánh vít khi làm việc.
Ở đây chỉ cần một đƣờng chuyển dao là cắt xong chi tiết. khoảng chạy dao
không lớn nhƣng vì số lƣỡi cắt quá ít ( chỉ là 1 ) nên nếu muốn có độ nhám bề mặt
biên dạng không quá lớn thì lƣợng chạy dao phải khá bé, vì vậy năng suấ gia công sẽ
thấp.
Để nâng cao năng suất và độ bóng bề mặt răng, ngƣời ta dùng hai hoặc ba dao.
các dao này đƣợc lắp trên cùng một đƣờng xoắn bằng đƣờng xoắn của trục vít ăn
khớp với bánh vít cần gia công. dao trƣớc cắt thô còn dao sau sẽ cắt tinh. Các dao
trƣớc có thể làm thành bậc thang ( không cần có biên dạng chính xác) để phân phối
lƣợng dƣ cho hợp lý. với nhóm dao nhƣ vậy, lƣợng chạy dao có thể lớn hơn.
.2.4.
ád ov
u ỉn
á , d o t eo p ương p áp g
Gá lắp, điều chỉnh dao.
ông ã
ọn.
- Chọn dao phay môđun và số hiệu.
- Gá dao trên trục chính, xiết nhẹ, điều chỉnh và xiết chặt dao
Điều chỉnh máy.
- Mở nguồn, kiểm tra an toàn trên máy.
- Chỉnh chiều cắt gọt hợp lý, chọn tốc độ cắt, số vòng quay trục chính phù hợp với
vật liệu và vật liệu làm dao.
- Chỉnh bƣớc tiến bàn máy.
- Kiểm tra động cơ bơm nƣớc làm trơn nguội.
2.5.
áv
u
ỉn
u p ân
.
Hình 11: điều chỉnh đầu phân độ
2.6. á p ô v
u ỉn d o t eo p ô .
Phay thô (định hình)
Phôi đƣợc lồng trên trục gá, chống giữa mũi tâm của đầu chia và ụ động. Xoay bàn
máy xiên một góc (tức là góc xoắn của trục vít), trong đó chú ý hƣớng xoay cho đúng,
cụ thể là:
- Bánh vít xoắn trái (trục vít ren phải) thì quay bàn máy ngƣợc chiều kim đồng hồ;
- Bánh vít xoắn phải (trục vít ren trái) thì quay bàn máy theo chiều kim đồng hồ.
Rà cho dao trùng với tâm phôi. Cho dao cắt vào phôi và từ từ vặn bằng tay nâng bàn
máy lên cho đủ chiều sâu (để lại lƣợng dƣ 0,2 ~ 0,4mm để phay tĩnh). Chiều sâu rãnh
chính là chiều cao của răng
h = 2,25mm. Có thể xác định theo các trị số sau (h.11.4)
Hình 12. Xá
ịn
u sâu
p
bán vít
Sau khi phay xong một rãnh, hạ bàn máy xuống rồi chia độ sang rãnh khác tiếp theo
nhƣ cách trên; tuần tự cho đến rãnh cuối cùng.
Phay tinh (bao hình)
Thay dao đĩa bằng dao phay trụ lăn có dạng răng nhƣ trục vít và đƣờng kính ngoài xấp
xỉ đƣờng kính ngoài của trục vít (Kích thƣớc lớn hơn một lƣợng bằng hai lần khe hở chân
răng) Phôi vẫn gá chống hai mũi tâm nhƣng tháo tốc ra để có thể quay tự do. Xoay bàn
máy về vị trí bình thƣờng. Điều chỉnh cho dao trung tâm với tâm phôi và cho răng dao
lọt vào rãnh răng của phôi. Hãm bàn máy ngang và dọc. Từ từ nâng bàn máy lên dao
phay sẽ vừa cắt thêm vào rãnh răng vừa kéo phôi quay theo. Nhƣ vậy các răng của bánh
vít lần lƣợt đƣợc cắt tinh cho đến khi đạt chiều sâu của răng thì ngừng nâng bàn máy,
nhƣng tiếp tục cho cắt vài vòng nữa để đạt độ nhẵn tốt.
Trong trƣờng hợp máy phay ngang vạn năng không có hệ thống xoay bàn máy (tức là
không xoay chéo đƣợc bàn máy), ta có thể xoay đầu phay nghiêng đi một góc ,
cũng
đƣợc kết quả tƣơng tự. Để gia công nhanh bánh vít với chất lƣợng cao, ta có thể áp dụng
phƣơng pháp phay bao hình trên máy có đầu phay vạn năng (h.11.5)
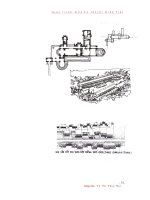
Hình 13. P
bán vít bằng á
p
b o ìn
Đầu chia gá phôi đƣợc quay quanh trục thẳng đứng và có bộ bánh răng lắp ngoài
truyền chuyển động quay tử vít me bàn máy lên. Nhờ vậy, khi vít me quay, phôi vừa tịnh
tiến vừa quay tròn, tức là chuyển động lăn.
Bộ bánh răng lắp ngoài đƣợc tinh chọn theo công thức:
Trong đó:
Ms – môđun chếch của bánh vít. Z
– số răng thật của bánh vít.
P – bƣớc ren của vít me bàn máy.
N – tỉ số truyền trong đầu chia (thƣờng N = 40).
Ví dụ : Với ms = 5; Z = 40; p = 6mm và N = 40, bộ bánh răng lắp ngoài đƣợc chọn nhƣ
sau:
Đầu phay phải quay chếch một góc (góc xoắn của trục vít). Rà cho dao trùng tâm
với phôi. Di chuyển bàn máy ngang để lấy chiều sâu cắt rồi mở máy cho dao quay. Phôi
vừa quay vừa tịnh tiến, sẽ bị dao cắt theo một rãnh theo nguyên tắc bao hình (lăn). Ngừng
máy, đƣa phôi về vị trí ban đầu, chia rãnh khác rồi tiếp tục phay lăn nhƣ trên. Vì dao nằm
xiên một góc nên mặt rãnh gia công xong không đạt độ chính xác theo yêu cầu. Do đó,
cần tăng đƣờng kính dao xác định bằng đƣờng kính vòng chia lên một lƣợng 0,2 –
0,3mm, theo công thức sau:
Trong đó: Dp1 - đƣờng kính nguyên bản của trục vít
- góc xoắn của răng
Có thể dùng dao khoét có 1 răng, để thay dao phay đĩa, trong đó dạng răng dao giống
dạng răng trục vít.
2.7. V n n ,
u ỉn
á g ông.
Bảng 3
Thứ tự thực hiện
Hƣớng dẫn thục hiện
Bƣớc 1: Chuẩn bi
Kiểm tra chiều cao giữa ngƣời và máy
để lựa chọn bục gỗ saơ cho khi gập
khuỷu tay vuông góc bàn tay nằm
ngang tầm máy.
Vị trí làm việc: ở giữa máy, chân hơi
đạng ra, đốì diện xa dọc bàn máy, cách
tay quay xa ngang một khoảng 150200mm.
Bƣớc 2: Tìm hiểu bảng điện
Công tắc 24 cho nguồn diện vào máy(
từ o qua I).
Trục chính hoạt động( gồm I và O)
cùng chiều hoặc ngƣợc chiều kim đồng
hồ( trái hoặc phải). Công tắc 26 cho
động cơ bơm
dung dịch tƣới nguội.
Bƣớc 3: Điều chỉnh tốc độ trục
chính
Công tắc 28 cho động cơ bàn máy hoạt
động(từ o qua I).
Công tắc 27 cho động cơ
Máy phay UF2 có 12 tốc độ từ 45v/p
đến 2.000v/p.
Tay gạt bên trái có 2 vị trí:
+ VỊ trí trên ứng với các tốc độ 180,45,
710(1) hoặc 1400, 90, 355(11).
+ Vị trí bên dƣổi ứng với các tốc độ
250, 63, 100(1) hoặc 200, 125, 500 (II).
Tay gạt bên phải có 3 vị trí:
+ Vị trí trên cùng ứng với các tốc
độ:710, 1000, 1400,2000.
+ Vị trí giữa ứng với các tốc độ:45, 63,
90, 125.
+ Vị trí dƣới cùng ứng với các tốc độ:
180, 250,355, 500.
Bƣớc 4: Điều chỉnh du xích bàn Bàn máy có 3 phƣơng chuyển động.
máy và bƣớc tiến tự động
Xa dọc và xa ngang quay 1 vòng bàn
máy di chuyển đƣợc 5mm và mỗi
khoản du xích cứ giá trị 0,()5mm.
Xa đứng bàn máy mồi khoảng
025 và mồi vòng có giá trị 2,5mm.
Bàn máy có 12 bƣớc liến đƣợc bố trí
trên 2 vòng:
+ Vòng trong và vòng ngoài nhƣ hình
vẽ bốn.
+ Nếu đẩy vô lăng vào thì sử dụng
bƣớc tiến vòng ngoài.
+ Nếu kéo vô lăng ra thì sử dung bƣớc
tiến vòng trong
Bƣớc 5: Cho máy hoạt động
Trƣớc tiên là lấy tốc độ quay của dao
và bƣớc tiến hành may nhỏ nhất rồi
bấm thử nút bấm cho máy khởi động.
Nếu bình thƣờng ta tiến hành điều
chính tốc độ va bƣớc tiến khác lớn hơn
dể thực hiện thao tác (hành thạo.
Chú ý: khi thay đổi tốc độ quay của
dao phải tắt máy cho trục dao ngừng
hẳn rồi mới điều chỉnh tốc độ.
Khi thay đổi bƣớc tiến bàn máy phải
cho động cơ bàn hoạt động rồi mới
điều chỉnh bƣớc tiến khác đƣợc.
Bƣớc 6: Dừng máy về vỉ trí ban
đầu
-Điều chỉnh bàn máy dừng ở vị trí giữa
hành trình của các xa chuyển động.
-Cho tay gạt về vị trí an toàn.
-Ngắt nguồn điện vào máy.
Vệ sinh máy và tra dầu mỡ vào băng
trƣợt.
2.8. Dạng s
ỏng, ngu n n ân v b n p áp
ó xoắn ß s .
Nguyên nhân
Có thể do xoay bàn máy chƣa đúng, hoặc rà
dao chƣa đúng tâm (khi phay định hình).
p òng.
Biện pháp khắc phục
Không sửa đƣợc
Răng to răng n ỏ
Nguyên nhân
- Có thể do chia đầu răng không
đúng
- Răng to, răng nhỏ hoặc chiều dày
các răng đều sai, có thể do chia sai số
lỗ, hoặc khi chia độ không triệt tiêu
khoảng rơ lỏng trong đầu chia; hoặc
do chọn dao sai; hoặc do xác định độ
sâu của rãnh răng không đúng. Cũng
có thể ta thực hiện các bƣớc rà phôi
không tròn.
Dạng răng s , bư
răng sai
Nguyên nhân
Có thể do dạng dao không đúng,
hoặc có thể do rà dao chƣa đúng tâm
phôi. Nếu là dạng răng thân khai, có
thể do chọn dao sai: sai môđun, sai
số hiệu và đƣờng kính. Qua bƣớc
phay tinh, dạng răng vẫn sai, có thể
dạng dao không đúng.
Đ n ẵn b
Biện pháp khắc phục
- Nếu phay chƣa sâu mà kịp phát hiện thì có thể
sửa đƣợc bằng cách xác định lại số lỗ và số vòng
lỗ, khử độ rơ trong quá trình phay.
- Nếu sai không nhiều thì qua bƣớc phay bao
hình có thể làm cho răng đều nhau.
ặt é ,
ông ạt.
Biện pháp khắc phục
- Xác định chính xác khi chọn dao môđun và số
hiệu.
- Nếu còn lƣợng dƣ, có thể khắc phục đúng
nguyên nhân rồi phay thêm tới kích thƣớc.
Nguyên nhân
- Độ nhẵn sƣờn răng quá kém
- Do chọn chế độ cắt không hợp lí
(chủ yếu là lƣợng chạy dao quá lớn).
- Do lƣỡi dao bị cùn (mòn quá mức
độ cho phép), hoặc dao bị lệch chỉ
vài răng làm việc
- Do chế độ dung dịch làm nguội
không phù hợp., hệ thống công nghệ
kém vững chắc
- Không thực hiện các bƣớc tiến
hành khóa chặt các phƣơng chuyển
động của bàn máy.
2.9. K ể tr
K ể tr
Biện pháp khắc phục
- Chọn chế độ cắt hợp lý giữa v, s, t.
- Kiểm tra dao cắt trƣớc, trong quá trình gia
công.
- Luôn thực hiện tốt độ cứng vững công nghệ:
dao, đồ gá, thiết bị.
- Luôn khóa chặt các vị trí bàn máy khi thực
hiện các bƣớc cắt.
- Nếu lƣợng dƣ còn nhiều, khắc phục nguyên
nhân rồi phay thêm lƣợt nữa.
t ết g ông.
u
răng:
Dùng calíp giới hạn, hoặc thƣớc cặp, hoặc pan me đặc biệt (hình 11.6). Kích thƣớc
miệng đo a đƣợc xác định nhƣ sau (với răng có góc ăn khớp góc = 200)
Kể
tr
ud
bán răng
Thƣờng dùng loại thƣớc cặp đo răng (hình 11.7) mỏ của thƣớc cặp kẹp vào sƣờn
răng với độ sâu h (chiều cao của răng) đo dây cung tƣơng ứng với chiều dày của răng ở
vòng tròn nguyên bản. Độ chính xác đạt tới 0,02mm.
Kết quả đo đƣợc phải qua một phép tính nhỏ sau đây để tìm ra đáp số (lấy tới số lẻ
thứ 2 là đủ ) :
h, = m . a T
=m.b
Trong đó: m - môđun của răng a, b
- hệ số tra của bảng 5