Tìm hiểu quá trình cộng nghệ dây chuyền sản xuất ống nhựa Đi sâu phân tích, xây dựng hệ thống tự động hóa điều khiển cho công đoạn ép đùn và hút chân không.
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (125.42 KB, 8 trang )
Đề bài: Tìm hiểu quá trình cộng nghệ dây chuyền sản xuất ống nhựa- Đi sâu
phân tích, xây dựng hệ thống tự động hóa điều khiển cho công đoạn ép đùn và
hút chân không.
A. Dây chuyền sản xuất ống nhựa.
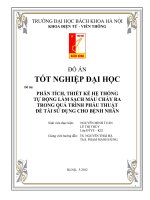
Quy trình sản xuất ống nhựa gồm các công đoạn sau:
Trộn hạt nhựa
Cấp nguyên liệu
Ép đùn tạo hình ống
Hút chân không làm mát
In chữ
Kéo ống
Nong ống
Hạt nhựa
phụ gia
Máy trộn
Cấp nguyên liệu
Xử lý phế
liệu
Nhập kho tiêu
thụ
Ép đùn tạo hình ống
Nghiền phế liệu
Hút chân không
Sp không đạt chuẩn
In chữ
Kiểm tra chất lượng
ống
Kéo ống
Cắt ống
Nong ống
Hình 1: Sơ đồ quy trình sản xuất ống nhựa
B. Các công đoạn chính.
1. Công đoạn trộn hạt nhựa
Hạt nhựa và phụ gia được trộn theo tỷ lệ do nhà máy quy định(bí mật công nghệ )
việc trộn được thực hiện bởi máy trộn hạt nhựa
Trộn hạt nhựa với phụ gia để thành nguyên liêụ sản xuất là một trong những khâu
quan trọng đầu tiên của quá trình sản xuất ống nhựa và các sản phẩm nhựa của
công ty. Khâu này góp phần đảm bảo chất lượng ống, tiết kiệm nguyên liệu, giảm
giá thành sản phẩm....Việc trộn liệu theo các tỷ lệ nhất định phụ thuộc vào kinh
nghiêm sản xuất, bí quyết của côngty. Hạt nhựa sau khi trộn xong được chứa ở các
xi lô chứa và đóng bao.
2. Cấp nguyên liệu (hạt nhựa)
Nguyên liệu là các hạt nhựa sau khi đã được pha trộn với phụ gia và được đưa tới
phiểu cấp liệu. Hạt được chứa ở xilo cấp liệu và được hút qua ống dẫn liệu và
phiễu cấp (đặt trên thân máy ép đùn) nhờ bơm hút băng tải lò xo (đặt trong ống dẫn
liệu)
3. Ép đùn tạo hình ống
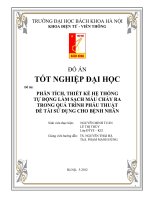
Hình 2. Mô hình máy ép đùn tạo hình ống
Máy ép đùn có nhiệm vụ tạo ra ống nhựa từ hạt nhựa và phụ gia. Tại phiễu
cấp liệu, nguyên liệu được rãi đều xuống cửa hút ép đùn nhờ trục vít xoắn được lai
động bởi động cơ xoay của máy sản xuất ống nhựa pvc. Nguyên liệu được gia
nhiệt để hóa lỏng trong xilanh nhiệt với nhiệt độ khoảng 170- 200 độ C và được
đẩy tới cổ đùn nhờ trục viết xoắn.
Cấu tạo của máy ép đùn gồm:
Vỏ máy:vỏ máy(xilanh nhiệt) gồm hai lớp kim loại:
Bên trong: là lớp kim loại có khả năng chịu mài mòn cao.
Bên ngoài: được chia thành các khoang nhiệt tại đó được bố trí các băng
nhiệt là các vòng dây điện trở lồng trong ống sứ, trên thân các băng nhiệt có các lỗ
giắc để cắm nhiệt ngẫu (thermocouple) để cảm biến và điều khiến giới hạn nhiệt độ
làm việc.
Với máy ép đùn sản xuất ống PVC có 2 trục vít.Trục vít chủ động có chiều
ren phải ( ren hình thang ) ăn khớp với trục vít bị động có chiều ren trái.
Với máy ép đùn sản xuất ống HDPE có 1 trục vít. Trục vít được lai bởi động
cơ 1 chiều kích từ độc lập thông qua hộp số, các bánh răng trung gian. Trong lòng
trục vít có đường dẫn dầu cân bằng nhiệt trục vít trong trường hợp nhiệt độ tăng
quá mức cho phép. Các trục vít được định vị bằng các ổ đỡ đặt trong xilanh nhiệt.
Khe hở giữa xilanh và trục vít là rất nhỏ. Động cơ chính được làm mát bằng quạt
gió trong điều kiện làm việc dài hạn.
Về mặt cơ khí: xilanh nhiệt và trục vít phối hợp với nhau như bơm trục vít
bơm hỗn hợp nhựa hoá lỏng tới cổ đùn (đầu ra) mà cửa hút (đầu vào ) là chân
phễu cấp liệu.
Bên ngoài thành xilanh nhiệt còn bố trí thiết bị làm mát bằng dầu dùng để
cân bằng nhiệt choxilanh trong trường hợp nhiệt độ tăng quá mức cho phép.
Máy ép đùn còn có cảm biến áp suất (hai mức ) để cấp tín hiệu điều khiển
báo động, bảo vệ khi áp suất dòng nhựa tăng cao. Với các máy khác nhau thì giá trị
áp suất cần bảo vệ, báo động khác nhau.
Gần phía cổ đùn có lưới lọc bằng kim loại để nâng cao chất lượng của sản
phẩm.
Toàn bộ máy ép đùn được đặt trên giá đỡ. Tủ điều khiển được bố trí tại máy
ép đùn, hoặc có thể bố trí rời. Tại đây các hoạt động của toàn bộ dây chuyền được
điều khiển, theo dõisự cố...
4. Hút chân không làm mát
Hình 3. Mô hình bể hút chân không và làm mát
Ống tạo ra đầu hình có nhiệt độ cao được đưa tới bể chân không và làm nát.
Mục đích của việc hút chân không là tạo áp suất chênh lệch giữa áp suất khí quyển
và áp suất trong bể (nơi ống đi qua) để định hình chính xác kích thước ống theo
thiết kế, chống biến dạng, đồng thời ống được làm mát nhờ hệ thống phun tia nước
với nhiệt độ khoảng 15 – 18 độ C.
Bể chân không được đặt trên giá đỡ và có thể di chuyển theo đường ray tiến
hay lùinhờ động cơ điện.
Bể gồm có 3 nắp đậy được đệm gioăng để đảm bảo kín khi hút chân không.
Nắp bể được mở ra khi bể có sự cố hay bắt đầu quá trình làm việc của dây chuyền
có tác dụng tạo điều kiện cho người vận hành dẫn ống qua bể chân không tới giàn
kéo. Sau khi đậy nắp làm mát, hút chân không định hình sản phẩm phế phẩm được
loại bỏ bằng thao tác cưa cắt.
Trên thành bể bố trí hai đồng hồ đo áp suất hút chân không.
Trong thành bể bố trí hệ thống ống dẫn và đầu phun tia nước làm mát, trong
bể có bố trí các con lăn đỡ ống.
Bể được trang bị một bơm nước làm mát và bơm hút chân không.
Áp suất trong bể luôn được duy trì : P = -04 kg / 1cm
5. In chữ
Sau khi được làm mát ống nhựa đuoặc in nhãn hiệu sản phẩm và tên công ty, sau
đó được kéo qua giàn kéo tới máy cưa tựa động. Tên sản phẩm và nhãn hiệu công
ty được in lên ống nhựa bằng thiết bị in phun chuyên dụng. Dữ liệu được nhập lên
bàn phím. Khi cảm biến cảm nhận được ống nhựa (chạy dọc theo đầu phun mực và
cảm biến) thì đầu phun mự sẽ phun chữ được đặt sẵn lên ống.
6. Kéo ống
Dàn kéo ống và kéo ống đi. Tốc độ của động cơ lại dàn kéo được điều chỉnh đồng
bộ với tốc độ động cơ chính lai trục vit. Việc điều chỉnh ttoocs độ động cơ lai dàn
kéo lớn hơn hay nhỏ hơn tốc độ động cơ chính sẽ quyết định tới độ dày, mỏng của
ống. Quy định về cài đặt các thông số tốc độ của động cơ lai dàn kéo ứng với từng
cỡ ống được nhà thiết kế dây truyền công nghệ tính toán và xác định sẵn. Người
vận hành chỉ việc cài đặt, thao tác theo các chỉ dẫn cài đặt thông số có sẵn.
Dàn kéo còn có chức năng: là động lực thúc đẩy bàn cưa trong quá trình cưa cắt
sản phẩm.
Chiều dài ống được cắt theo tiêu chuẩn quy định chung là 4m. tuy nhiên theo đơn
đặt hàng mà chiều dài được cắt với các kích thước theo yêu cầu.
7. Nong ống
Sau cùng là công đoạn nong ống. Theo yêu cầu của đơn đặt hàng mà có nong ống
trơn và nong ống gioãng. Ống sau khi được sản xuất sẽ được kiểm định chất lượng,
nếu đảm bảo đúng yêu cầu thì cất giữ tại kho chứa hay được vận chuyển đến nơi
tiêu thụ. Những sản phẩm không đạt yêu cầu sẽ được cho vào nghiền, xử lý để tái
chế thành nguyên liệu.
Quá trình Nong được xử lý bằng máy Nong. Ống nhựa PVC sau khi cắt được đưa
vào băng chuyền của máy. Đầu tiên ống được đưa đến bộ phận gia nhiệt (là một
giàn nhiệt – thực chất là các dây điện trở). Sau khi được gia nhiệt tới nhiệt đọ
khảng 180 độ C thì băng chuyền chiuyeenr ống tới đầu nong (được định sẳn kích
thước). Đầu nong làm việc ở 2 chế độ :
1. Nong trơn (không tiến Banh)
2. Nong gioãng (tiến Banh)
Trong quá trình nong ống thì ống được hút chân không và làm mát để định hình
chính xác đầu Nong. Cuối công đoạn Nong, ống được đẩy ra ngoài và quá trình
tương tự với ống tiếp theo.
Rất mong qua bài viết này sẽ cung cấp thêm nhiều thông tin bổ ích cho bạn, giúp
bạn có thêm kinh nghiệm cũng như kiến thức về các quy trình sản xuất, cụ thể là
quy trình sản xuất ống nhựa PVC với máy sản xuất ống nhựa pvc để có thể áp
dụng hoặc hiểu hơn về các thông tin ngành mà mình đang cần biết.
C. Yêu cầu truyền động điện
1. Yêu cầu truyền động điện với động cơ chính lai trục vít soắn của máy
ép đùn.
- Không yêu cầu đảo chiều quay.
- Làm việc dài hạn, yêu cầu ổn định tốc độ ( để đảm bảo tiểu chuẩn chất
lượng về chiều dầy ống ).
- Trong dây chuyền động cơ chính lai trục vít soắn của máy ép đùn và động
cơ lai giàn kéo được sử dụng là động cơ một chiều. Điều chỉnh tốc độ bằng điều
chỉnh điện áp phần ứng.
- Điều chỉnh điện áp bằng cầu chỉnh lưu ba pha không đối xứng (đối với
đông cơ chính).
Giữ tốc độ ổn định
Để giữ tốc độ ổn định. Động cơ chính sử dụng hai mạch phản hồi:
- Mạch phản hồi âm tốc độ (tín hiệu phản hồi Uu lấy từ máy phát tốc )
- Mạch phản hồi dương dòng điện ( tín hiệu phản hồi Ui trên điện trở Ri nối
tiếp trên mạch lực ).
2. Yêu cầu truyền động điện với động cơ bơm nước làm mát, động cơ
bơm hút chân không và động cơ di chuyển bể chân không
Động cơ bơm nước và bơm hut chân không:
- Làm việc ở chế độ dài hạn.
- Không yêu cầu điều chỉnh tốc độ.
- Không yêu cầu đảo chiều.
- Không yêu cầu ổn định tốc độ.
Động cơ di chuyển bể chân không:
- Làm việc ở chế độ ngắn hạn.
- Yêu cầu đảo chiều.
- Không yêu cầu điều chỉnh tốc độ.
- Không yêu cầu ổn định tốc độ.
D. Trang bị điện
1.Máy ép đùn
Máy ép đùn được trang bị động cơ chính là động cơ một chiều kích từ độc lập:
Thông số kỹ thuật:
P = 49 Kw
U = 440 V
I = 125 A
UKT = 340 V
IKT = 1.7 A
n = 2450 v / ph
Động cơ chính được điều khiển bởi bộ điều khiển: ELYNX
Hệ thống gia nhiệt gồm 11 Băng nhiệt:
- Xy lanh: 5 băng nhiệt công suất là: 11 kw
- Cổ nối: 1 băng nhiệt công suất 3 kw
- Đầu hình: 5 băng nhiệt công suất gia nhiệt 15 kw
Toàn bộ các băng nhiệt chỉ hoạt động 45% tổng công suất.
Động cơ bơm dầu bôi trơn: động cơ không đồng bộ 3 pha rôto lồng sóc, công suất
0.5 Kw.
2. Bể chân không
2.3. Bơm hút chân không
Bơm hút chân không được lai bằng động cơ:
P = 3.7 Kw
U = 220 V /380 V
I = 9.3 / 7 A
n = 1400 v / ph
2.4. Bơm nước làm mát
Bơm nước được lai bằng động cơ:
P = 3.7 Kw
U = 220 V / 380 V
I = 9.3 / 7 A
n = 1400 v / ph
2.5. Động cơ di chuyển bể chân không
Bể chân không được di chuyển bởi động cơ
P = 1.5 Kw
U = 380 V
I = 3.1 A
n = 1400 v / ph