CHƯƠNG IV.2 GIA CÔNG CHÙM ĐIỆN TỬ
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.29 MB, 35 trang )
KHOA CƠ KHÍ
TIỂU LUẬN:
GIA CÔNG BẰNG CHÙM ĐIỆN TỬ
Gia công bằng dòng điện tử
(EBM – electron beam machining)
Gia công bằng dòng điện tử
(EBM) dùng dòng điện tử tốc độ cao
được hội tụ để tách bỏ kim loại.
Trong phương pháp này, một dòng
điện tử đập vào một đối tượng và
gây ra nóng chẩy và bay hơi nhanh
vật liệu. Với khoan một vật liệu đỡ
đằng sau được đặt ở phía sau của
phôi, khi chùm tia xuyên qua phôi và
tiếp xúc vật liệu đỡ, áp lực bay hơi
cao tạo bởi vật liệu đỡ sẽ đẩy vật liệu
phôi bị nóng chảy, để lại một lỗ trên
phôi.
( Về cơ bản gia công bằng chùm tia điện tử cũng là
gia công bằng phương pháp nhiệt ).
Phương pháp EBM có thể dùng để gia công nhiều loại
vật liệu khác nhau và các tính chất vật liệu như độ cứng,
độ dẻo, độ dẫn điện, dẫn nhiệt và điểm nóng chẩy
thường không là các nhân tố hạn chế phương pháp này.
ứng dụng công nghiệp lớn nhất của EBM là khoan
chính xác các lỗ nhỏ (0,1 đến 1 mm) ở kim cương.
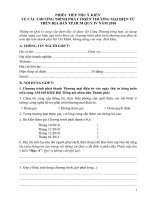
HÌNH 1. SƠ ĐỒ NGUYÊN LÝ CỦA PHƯƠNG PHÁP EBM
Mô tả thiết bị:
Dòng tia điện tử tốc độ cao được tạo ra trong một súng
điện tử (H1) ở đó gia tốc các điện tử tự do đến tốc độ lớn
hơn 60% tốc độ ánh sáng.
electron beam
Các điện tử tự do được tạo ra khi dây tóc vonfram của
katốt được nung nóng bằng một dòng điện chạy qua nó.
Một điện thế cao (thường là 120 kV) giữa dây tóc (katốt)
và một anôt gia tốc các điện tử tự do hướng về anốt.
Vì anốt chứa một lỗ, các
điện tử vượt qua anôt và
tiếp tục chuyển động
hướng về phôi. Một cốc
thiên áp đặt giữa katôt và
anôt hoạt động như một
lưới điều khiển số lượng
điện tử bị gia tốc (dòng
tia). Cốc thiên áp cũng
hoạt động như một ngắt
mạch để xung dòng tia.
Dòng tia thông thường được điều chỉnh từ 1 đến 80 mA và
công suất xung có khả năng lên tới 12 kW/ xung. Khoan
đòi hỏi việc điều khiển rất chính xác điện áp cao, dòng tia
và chiều dài xung.
Súng tạo chùm điện tử cũng hội tụ chùm tia đến một mật
độ năng lượng rất cao ( ít nhất 106W/mm2), với năng
lượng này có thể làm bốc hơi bất cứ một loại vật liệu nào
ngay lập tức.
Các cuộn dây từ trường được
dùng như thấu kính điện từ để
hội tụ chùm tia (H1). Giữa 2
thấu kính là một màng ngăn, nó
có chức năng loại bỏ các điện
từ khỏi vùng mép của chùm tia.
Điều này làm giảm hơn nữa
đường kính điểm và giúp tạo ra
phân bố mật độ năng lượng phù
hợp. Cuối cùng một cuộn dây
có độ hội tụ đều được dùng để
chỉnh đúng các chùm tia nhỏ bị
sai lệch và đảm bảo chùm tia
tròn tới phôi.
Buồng chân không. EBM được thực hiện với phôi trong một
buồng chân không. Khoan thường được thực hiện trong chân
không để tránh sự phân tán của tia vì các điện tử có khối lượng và
bị làm lệch bởi các phân tử không khí. Để bơm 1m3 không khí cần
bơm mất 3 phút để đạt được độ chân không 1 Pa.
Buồng chân không thường
nên có thể tích nhỏ nhất là
1m3 để giảm thiểu lượng
hạt gia công trong quá trình
khoan bám vào thành bình.
Các hạt này bị đẩy ngược
lên trong quá trình khoan
bị thu lại bằng các đĩa quay
thuận, chồng lên nhau trên
nóc của bình, chúng dính
vào các đĩa này.
Hình 2 : Một bộ khoan bằng chùm điện tử với một
trống căng
Hình 4 : Sơ đồ của quá trình khoan bằng
chùm điện tử.
a) Chùm điện tử tập trung nung và làm
chảy bề mặt của phôi.
b) Một lượng nhỏ hơi của vật liệu được
tạo ra do mật độ năng lượng cao của chùm
tia và hơi thoát ra hình thành một kênh
mao dẫn được bao quanh bởi vật liệu nóng
chảy.
c) Chùm tia điện tử xâm nhập vào phôi và
bắt đầu làm hoá hơi vật liệu đỡ phôi.
d) áp lực của hơi từ vật liệu đỡ phôi được
hình thành đến khi vật liệu phôi bị nóng
Các đặc tính của quá trình gia công
Quá trình vật lý của khoan EBM có thể xem xét thông qua
việc chia thành các bước H4 :
*Chùm tia được hội tụ nhỏ gây ra nhiệt và
nóng chảy cục bộ, nhưng chỉ làm bay hơi một
lượng rất nhỏ vật liệu (H4a)
*áp lực của hơi thoát ra hình thành và duy
trì một kênh mao dẫn và đẩy các vật liệu
nóng chảy vào vách của kênh mao dẫn
(H4b)
*Chùm tia xâm nhập vào vật liệu bằng
cách làm bay hơi và nóng chảy vật
liệu, một áp suất cao của hơi vật liệu
hình thành khi chùm tia bắt đầu xâm
nhập vào vật liệu đỡ phía sau phôi
(H4c).
*áp suất hơi vật liệu cao đẩy vật liệu
lỏng lên thành, để lại một lỗ trên
phôi và một hốc nhỏ trên vật liệu đỡ
phôi (H4d)
Một mặt cắt ngang lỗ điển hình được biểu diễn ở
H5. Cũng có một phần ảnh hưởng của nhiệt,
chùm điện tử tạo ra một lớp tái đúc và một vùng
ảnh hưởng nhiệt nhỏ khoảng 0,025 mm.
Hinh 5:Cấu trúc thông thường của một lỗ được khoan bằng chùm điện
tử.
Vật liệu đỡ phôi cần trong khoan bằng chùm điện tử để
cung cấp hơi áp suất cao để đẩy vật liệu nóng chảy và tạo
ra lỗ. Vật liệu đỡ phôi cũng bảo vệ các chi tiết bên trong
khỏi bị chùm tia xâm nhập. Một vật liệu thông dụng được
gọi là HM/S chứa ba phần bột đồng thau và một phần cao
su silicone. Vật liệu này có độ co ngót nhỏ nhưng không
tái sử dụng được.
Vật liệu đỡ phôi khác nữa chứa đồng thau epoxy được đúc
ở vị trí làm việc và một loại sáp dùng lại được thường
được dùng khi khoan các bề mặt gần các hốc không thông.
Tất cả các vật liệu đỡ đều có thể chế tạo dễ dàng bởi người
sử dụng.
Các tham số của quá
trình khoan bằng chùm
điện tử bao gồm :
*Điện áp thường được giữ
không đổi ở 120 kV
*Cường độ chùm tia
*Thời gian giữ xung
*Độ hội tụ hay dòng hội tụ
*Điều chỉnh hướng tia
*Vị trí của các trục quay và
trục tịnh tiến
*Tốc độ của các trục quay
và tịnh tiến
Nói chung, các tham số này được tối ưu hoá thông qua thử
nghiệm và hoàn chỉnh đối với từng ứng dụng cụ thể. Thời
gian xung và cường độ xung (cường độ chùm tia) ảnh
hưởng đến độ sâu và đường kính của lỗ, thời gian xung
thay đổi từ 0,05 đến 100 ms. Thấu kính điện từ hay cường
độ hội tụ ảnh hưởng đến độ côn của lỗ vì cường độ hội tụ
theo phương thẳng đứng quyết định hình dạng thực của lỗ
(côn, thẳng hay hình khác).
Các cuộn dây lái tia được dùng để khoan trong khi dịch
chuyển. Trong phương pháp này, chùm tia được lái trong
giai đoạn xung sao cho chùm tia và phôi dịch chuyển cùng
nhau trong khi khoan lỗ. Khi kết thúc xung, chùm tia nhảy
về vị trí ban đầu của nó để khoan lỗ tiếp theo.
Hình 6 : Các tần số khoan bằng dòng điện tử lớn nhất khi gia
công hợp kim nikel và co ban
Tốc độ khoan trong EBM được xác định bằng thể tích lỗ, hình dạng hình
học của phôi và các giới hạn chu kỳ gia công. Hình 6 biểu diễn tần số
max theo thể tích lỗ. Tốc độ với không gian lớn hơn có thể được tính toán
với giả thiết rằng chùm tia có thể được dịch chuyển với tốc độ 100 mm/s.
Công suất chùm tia cũng quyết định tốc độ khoan.
Yêu cầu công suất tương đối để lấy đi một thể tích
tương đương của các kim loại khác nhau trong thời
gian như nhau, được dựa trên chuẩn của nhôm bằng 1
là :
Vật liệu
Công suất tương ứng
Nhôm
1.0
Ti tan
1.5
Gang/ thép
1.8
Molibden
2.2
Vonfram
2.9
Các phôi được khoan trong EBM
Gần đây, vật liệu dày tới 8 mm ở thép có thể được
khoan cho các ứng dụng công nghiệp thông dụng. Độ dày
vật liệu có khả năng thay đổi trong khoảng 0,05 đến 8 mm.
Bảng 1 trình bày thêm các kết quả của việc khoan các vật
liệu khác nhau. Khoan bằng chùm điện tử có thể sử dụng
trên các vật liệu khác nhau, nhưng phần lớn các vật liệu
đến nay là kim loại, như thép không gỉ, thép nikel và
coban, đồng, nhôm và titan. Đã có một vài thí nghiệm gia
công gốm và da nhân tạo, và trên lý thuyết có thể khoan
nhựa bằng EBM. Độ cứng, độ dẻo, độ dẫn nhiệt và điểm
nóng chảy của vật liệu không là các nhân tố giới hạn khi
khoan bằng phương pháp EBM.