CN hàn CO2 dây lõi thuốc có lót sứ
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (603.54 KB, 18 trang )
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Phơng pháp hàn CO2 với dây lõi thuốc có sử dụng
tấm lót sứ
I./ Tấm lót sứ
1. Mục đích của việc sử dụng tấm lót mối hàn
Với sự áp dụng phát triển rộng rãi của công nghệ hàn nóng chảy trong các
ngành công nghiệp nh: Đóng tầu, chế tạo và lắp ráp máy và kết cấu thép.
Nhằm nâng cao chất lợng mối hàn, hạn chế tối đa các khuyết tật tại chân
mối hàn nh: không ngấu, chảy sệ, tránh việc phải gia công( nh: mài hoặc
thổi than) và hàn lại chân mối hàn, ngời ta đã áp dụng một công nghệ đó là
công nghệ sử dụng tấm lót mối hàn
Tấm lót chân mối hàn có thể đợc chế tạo bằng thép, đồng hoặc bằng sứ.
2. Những u điểm của tấm lót sứ:
- Đảm bảo chất lợng mối hàn( đặc biệt khi chụp X ray).
- Cho phép hàn từ một phía.
- Tăng lợng kim loại đắp, cho phép hàn với năng suất cao .
- Giảm thiểu khuyết tật và chi phí sửa chữa.
- Giảm thiểu chi phí thổi điện cực than và mài không cần thiết.
- Linh động hơn so với tấm lót bằng đồng và thép trong việc sử dụng
cho các mối hàn phức tạp( bề mặt cong có đờng kính nhỏ nhất tới 6,
các tấm nối không đồng đều ).
- Tránh đợc khả năng nhiệt luyện giữa tấm lót và vật liệu cơ bản.
- Chịu đợc nhiệt độ hàn cao mà không bị biến dạng nh các tấm lót kim
loại.
- Bằng việc kết hợp giữa gốm và chất bám dính, tấm lót sứ làm tăng
hiệu quả chống ẩm, khả năng đỡ và định hình vũng kim loại hàn nóng
chảy, đảm bảo giữ đủ lớp khí bảo vệ phía trong chân mối hàn.
3./ Kết cấu của tấm lót sứ
1
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Các tấm gốm đợc chế tạo thành nhiều đoạn gồm các hình đợc thiết kế để lắp
với các loại mối nối khác nhau. Các hình lắp thành các dải đợc giữ theo đờng
thẳng bằng các băng dính vỏ nhôm dài 24 (600mm)x rộng 4 (100mm) để
dễ sử dụng( mặt cắt của tấm lót sứ nh trong hình vẽ 1.2)
4./ Cách sử dụng tấm lót sứ.
- Phía trong của chân mối hàn nơi sử dụng tấm lót gốm phải đợc làm
sạch trong phạm vi dán( sử dụng phơng pháp mài để làm sạch).
- Bóc lớp bảo vệ khỏi dải nhôm của tấm lót.
- Dán tấm lót sứ dọc theo mối hàn ở phần chân mối hàn đã làm sạch sao
cho đờng tâm của tấm sứ( đờng chỉ đỏ) trùng với đờng tâm của mối
hàn.
- ép chặt phần cánh tấm sứ( có chất bám dính) để tấm sứ đợc dính chặt
vào phần chân của mối hàn( đảm bảo cho tấm sứ không bị bung ra
trong quá trình hàn).
2
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
hình 1.1: Các loại tấm lót sử đợc sử dụng trong công nghệ đóng tầu biển
3
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
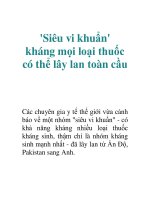
: Lớp bảo vệ
: Lớp chịu nhiệt
: Lớp gốm
: Dải nhôm
Hình 1.2: Kết cấu của tấm lót sứ
5. / Giới thiệu một số các loại lót sứ thờng đợc dùng
CBM-8061
Usage/ Sử dụng
Application/ứng dụng
FCAW and GMAW/hàn dây
lõi thuốc và hàn trong
môi trờng khí hoạt tính
Shipbuilding, marine plant, plant
and steel structures, etc.
Most widely used.
Sử dụng cho công nghiệp đóng
tầu biển và kết cấu thép,
v.v..phạm vi sử dụng rộng rãi
Feature/đặc tính
Dimension/kích thớc
4
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
CBM-8062
Usage/ Sử dụng
Application/ứng dụng
FCAW and GMAW/hàn dây
lõi thuốc và hàn trong
môi trờng khí hoạt tính
For small back bead forming on
narrow root.
Dùng cho mối hàn có khe hở
hẹp, kích thớc chân mối hàn nhỏ
Feature/đặc tính
Dimension/kích thớc
CBM-8070
Usage/ Sử dụng
Application/ứng dụng
FCAW and GMAW/hàn dây
lõi thuốc và hàn trong
môi trờng khí hoạt tính
Used for narrow gap welding on
wide gaps caused by a large root
opening.
Sử dụng cho mối hàn có khe hở
lớn và góc vát mép nhỏ
Feature/đặc tính
Dimension/kích thớc
5
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
CBM-8071
Usage/ Sử dụng
Application/ứng dụng
FCAW and GMAW/hàn dây
lõi thuốc và hàn trong
môi trờng khí hoạt
tính
Suitable for fillet welding as
used in making plant, steel
structure, box and etc.
Thích hợp cho việc hàn góc sử
dụng trong chế tạo máy, các kết
cấu thép và hộp, v.v..
Feature/đặc tính
Dimension/kích thớc
CBM-8072
Usage/ Sử dụng
Application/ứng dụng
FCAW and GMAW/hàn dây
lõi thuốc và hàn trong
môi trờng khí hoạt tính
Specially designed to prevent
back bead droop in horizontal
welding.
Đợc thiết kế cho mối hàn giáp
mối nằm ngang, nhằm tránh sự
chảy kim loại ở chân mối hàn
Feature/đặc tính
Dimension/kích thớc
6
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
CBM-8065 (W)
Usage/ Sử dụng
Application/ứng dụng
FCAW/ hàn dây lõi
thuốc
Used for wide gap caused by
angle difference.
Suitable for grow up.
Sử dụng cho mối hàn khe hở
rộng do các góc vát mép khác
nhau tạo nên.
Feature/đặc tính
Dimension/kích thớc
CBM-8067
Usage/ Sử dụng
Application/ứng dụng
FCAW/ hàn dây lõi
thuốc
Used for man holes and access
holes(R : 100, 150, 172, 200,
250, 300mm).
Sử dụng cho hàn lỗ và chi tiết
ống(R: 100, 150, 172, 200, 250,
300mm )
Feature/đặc tính
Dimension/kích thớc
7
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
CBM-600F
Usage/ Sử dụng
Application/ứng dụng
SAW/ hàn dới lớp thuốc
Designed for submerged arc
welding.
With extra layer of fiber
glass, application on rounded
location made easier.
Thiết kế cho hàn dới lớp thuốc.
Kết cấu có thêm một lớp thuỷ
tinh giúp cho việc quấn tròn đợc
dễ dàng hơn.
Feature/đặc tính
Dimension/kích thớc
CBM-600G
Usage/ Sử dụng
Application/ứng dụng
SAW/hàn dới lớp thuốc
Designed for submerged arc
welding.
With extra layer of fiber
glass, application on rounded
location made easier.
Extra jig(magnetic clamp) is not
required.
Thiết kế cho hàn dới lớp thuốc.
Kết cấu có thêm một lớp thuỷ
tinh giúp cho việc quấn tròn đợc
dễ dàng hơn.
Feature/đặc tính
Dimension/kích thớc
II./ Công nghệ hàn CO2 với dây lõi thuốc
8
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
1. Chuẩn bị mối hàn:
Với hàn bằng dây lõi thuốc, có thể sử dụng cho mọi loại liên kết hàn :
giáp mối, góc, chữ T, hàn chồng.
Các mối hàn giáp mối có thể vát mép hoặc không vát mép( có thể vát
mép chữ X, K hoặc V tuỳ theo chiều dầy chi tiết và yêu cầu làm việc của
mối hàn)
Các liên kết hàn chữ T có thể hàn từ một hoặc từ hai bên không vát
mép, hoặc có vát mép một bên hoặc cả hai bên. Với các liên kết chữ T
chịu tải trọng động cần phải hàn ngấu hoàn toàn, bề mặt các mối hàn đó
phải phẳng hoặc hơi lồi.
Trớc khi hàn, bề mặt mép hàn phải đợc gia công cơ, cắt bằng khí cháy
hoặc bằng plasma. Bề mặt mép hàn không đợc chứa hơi ẩm, gỉ và dầu
mỡ. Cần làm sạch mỗi bên bề mặt( cho cả phần chân mối hàn và phần
mặt mối hàn) từ 5 ữ 10 mm với hàn giáp mối, từ 10 ữ 20 mm cho hàn chữ
T.
Một số dạng vát mép tiêu biểu:
2. Hàn đính chi tiết
Các mối hàn đính đợc thực hiện để hàn lắp ráp các chi tiết cần hàn,
nhằm đảm bảo vị trí tơng đối của chúng trong liên kết hàn.
Các mối hàn đính thờng ngắn, có chiều dài từ 20 đến 120mm( tuỳ
theo chiều dầy tấm), khoảng cách giữa các mối hàn đính( bớc hàn) nằm
trong khoảng từ 200 đến 1200mm( tỷ lệ nghịch với chiều dầy tấm), tiết
9
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
diện mối hàn đính không đợc vợt quá 1/3 đến 1/2 tổng tiết diện mối hàn.
Cần lu ý khi thực hiện mối hàn nối đi qua vị trí mối hàn đính phải nung
chảy toàn bộ mối hàn đính đã đợc thực hiện.
Khi bố trí mối hàn đính nên tránh những chỗ chuyển tiếp đột ngột của
tiết diện, chỗ có góc nhọn và những chỗ tập trung ứng suất, không nên
hàn đính gần lỗ, sát mép chi tiết( khoảng cách tối thiểu tới mép, lỗ là
10mm).
Nguyên tắc của việc hàn đính nhằm đảm bảo việc biến dạng sau khi
hàn là nhỏ nhất, do vậy khi hàn giáp mối chi tiết có chiều dài lớn thì cần
phải hàn đính từ hai đầu trớc rồi sau đó hàn đính dần vào bên trong.
Khi có sử dụng tấm lót cho mối hàn thì việc hàn đính phải thực hiện trớc
khi dán tấm lót, mối hàn đính phải nằm gọn trong lòng máng của tấm lót,
không gây cản trở trong quá trình dán tấm lót.
3. Dán sứ lót:
Sau khi đã chọn đợc kiểu chuẩn bị liên kết trớc khi hàn, tiến hành hàn
đính chi tiết( cần tiến hành hàn đính và gông chi tiết tốt nhằm đảm bảo đợc khe hở của liên kết hàn trong suốt quá trình hàn và tránh cho chi tiết bị
biến dạng trong quá trình hàn).
Trớc khi tiến hành dán tấm lót sứ cần kiểm tra việc làm sạch bề mặt chân
mối hàn.
Để dán tấm sứ, trớc tiên cần tách bỏ lớp bảo vệ ra khỏi dải nhôm, sau
đó dán tấm sứ vào mặt chân của mối hàn sao cho đờng tâm của tấm lót
sứ( đờng chỉ đỏ) trùng với đờng tâm của mối hàn
4. Kỹ thuật hàn
Để có thể tận dụng u điểm mật độ dòng hàn cao và chiều sâu ngấu lớn
của hàn bằng điện cực lõi bột, liên kết hàn thờng đợc thiết kế với góc vát
mép nhỏ, phần d không vát mép lớn hơn so với hàn hồ quang tay, nhng
cần lu ý là góc rãnh hàn phải đảm bảo cho dây hàn tiếp cận đợc đáy mối
hàn và cho phép thao tác dây hàn khi cần thiết, cũng nh việc duy trì đợc
tầm với điện cực trong quá trình hàn mọi đờng hàn của mối hàn.
Khi hàn giáp mối hoặc hàn góc ở t thế hàn sấp bằng dây hàn thuộc hệ
xỉ TiO2 CaF2 và CaF2 có khí bảo vệ CO2, có thể thực hiện dao động
ngang so với trục mối hàn. Thông thờng khi hàn, điện cực nghiêng tối đa
150 so với trục thẳng đứng.
10
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Khi hàn giáp mối hoặc hàn góc có sử dụng tấm lót, do khe hở rộng, nhằm
đảm bảo cho việc hình thành mối hàn tốt, đảm bảo độ ngấu sâu cần sử dụng
cách dao động để tăng thời gian mỏ hàn tại hai cạnh mép hàn. Đồng thời,
nhắm đảm bảo cho hồ quang đợc liên tục, ổn định độ nghiêng của điện cực
so với trục thẳng đứng nên để từ 150 đến 200
Khi hàn các kết cấu quan trọng, đặc biệt là các chi tiết hàn giáp mối
có chiều dầy lớn, cần kết thúc hàn tại các bản dẫn( đợc hàn đính vào cuối đờng hàn), để tránh hiện tợng nứt miệng mối hàn khi kết thúc hồ quang.
Tấm tab cạnh
Tấm lót đáy
* Kỹ thuật gây và kết thúc hồ quang Tấm dẫn
Việc gây hồ quang đợc tiến hành thông qua việc tiếp xúc đầu dây hàn với vật
hàn trong một khoảng thời gian ngắn. Do tác dụng của dòng ngắn mạch và
điện trở tiếp xúc, đầu dây hàn đợc nung nhanh tới nhiệt độ cao. Khi tách đầu
dây hàn ra khỏi vật hàn khoảng không giữa chúng sẽ xuất hiện hồ quang do
tác dụng của việc ion hoá không khí, bức xạ nhiệt và tự bức xạ điện tử.
Thông thờng khi gây hồ quang phải gây từ tấm dẫn hoặc trên vách của mép
11
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
vát, sau khi hồ quang ổn định mới đa mỏ hàn vào vị trí bắt đầu hàn. Để đảm
bảo cho vị trí bắt đầu hàn ngấu toàn bộ, cần đặt góc độ tay hàn một góc từ 5
đến 100 so với trục thẳng đứng. Sau khi hồ quang đã ổn định và mối hàn đã
hình thành, dần trả mỏ lại góc độ từ 15 đến 20 độ so với trục thẳng đứng.
Khi kết thúc hồ quang, điều quan trọng là phải điền đúng quy cách miệng
hàn. Miệng hàn là phần kim loại vũng hàn ở cuối đờng hàn khi kết thúc đờng
hàn hoặc khi tắt hồ quang, đây là vùng chứa nhiều tạp chất có hại nhất do tốc
độ kết tinh nhanh của kim loại ở đó, vì vậy khả năng hình thành nứt ở vùng
cuối đờng hàn rất cao và khả năng chiều cao mối hàn không đủ cũng rất cao.
Cách tốt nhất để kết thúc hồ quang là tăng dần chiều dài hồ quang( tránh đột
ngột) sau khi đã dừng mọi chuyển động khác của mỏ hàn hoặc kết thúc hồ
quang ngoài tấm dẫn của chi tiết.
5. Lựa chọn các thông số hàn:
Việc lựa chọn các thông số hàn nh: Dòng điện hàn, điện áp hàn, lu lợng khí và tốc độ cấp dây dựa trên tiêu chí các thông số và yêu cầu chất lợng
của sản phẩm( chiều dầy chi tiết, kiểu liên kết và chủng loại vật liệu) nhằm
đảm bảo cho mối hàn không bị các khuyết tật về hình học nh: cháy thủng,
lõm chân mối hàn, chảy sệ, cháy chân và các khuyết tật khác nh: rỗ khí,
ngậm xỉ, nứt
Việc lựa chọn các thông số trên phải đợc thể hiện trong các quy trình
hàn(WPS) và phải đợc thử nghiệm trên phôi mẫu trớc khi đa vào hàn trên sản
phẩm.
6. Sự khác nhau giữa phơng pháp hàn CO2 với dây hàn lõi đặc và dây
hàn lõi thuốc.
So với phơng pháp hàn CO2 sử dụng dây lõi đặc thì việc sử dụng dây
lõi thuốc có các u điểm sau:
- Giảm thiểu việc bắn toé kim loại khi hàn do hồ quang ổn định hơn
- Cho mối hàn có chất lợng tốt hơn( vì đợc tinh luyện tốt hơn)
- Hiệu quả hàn cao hơn ( với cùng một cỡ dây thì dây lõi thuốc hàn với
dòng cao hơn, tốc độ cấp dây nhanh hơn)
- Trong một số trờng hợp tầm với điện cực trong phơng pháp hàn dây
lõi thuốc lớn hơn do vậy tuổi thọ của điện cực cao hơn.
12
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
III./ Công nghệ hàn co2 với dây lõi thuốc có sử
dụng tấm lót sứ trong công nghệp đóng tầu biển
1. Yêu cầu.
Trong công nghiệp đóng tầu, công tác hàn đợc sử dụng nhiều vào việc lắp
ráp và tổ hợp vỏ tầu. Do vậy chủ yếu thép đợc dùng là loại thép cacbon có
chiều dầy từ 12 đến 16 mm, liên kết hàn chủ yếu là giáp mối ở vị trí 1G, 2G
và 3G.
Để đảm bảo đợc chất lợng mối hàn ( ngấu toàn bộ và không có khuyết tật),
tăng năng suất và hiệu quả kinh tế hàn lên thì việc lựa chọn công nghệ hàn
phù hợp là rất cần thiết. Với những yêu cầu nh trên, lựa chọn phơng pháp
hàn dây lõi thuốc trong môi trờng khí CO2 có tấm lót sứ là rất phù hợp.
2. Chuẩn bị liên kết trớc khi hàn
Việc lựa chọn kiểu liên kết có ảnh hởng rất lớn đến chất lợng mối hàn ( nhất
là lớp lót ), ảnh hởng đến năng suất hàn.
Do tính chất của phơng pháp hàn dây lõi thuốc có độ ngấu sâu lớn nên chọn
kiểu liên kết có góc vát nhỏ.
Chọn kiểu vát mép và chuẩn bị theo nh hình vẽ.
3./ Lựa chọn tấm lót sứ:
13
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Do liên kết là giáp mối và vị trí hàn là 2G và 3G. Căn cứ theo tính năng và
phạm vi áp dụng của các loại lót sứ. Chọn loại lót sứ CBM 8061 cho hàn 3G
và CBM 8072 cho hàn 2G
4./ Chế độ hàn
* Để đảm bảo đạt đợc mối hàn có chất lợng cần thiết, cần chọn đúng các
thông số của chế độ hàn và điều kiện hàn. Trong quá trình hàn cần phải đảm
bảo các thông số hàn đã đặt ra. Các thông số hàn quan trọng của chế độ hàn
là cờng độ dòng điện hàn, điện áp hàn, tốc độ hàn, lu lợng khí
Vật liệu cơ bản là thép cacbon thấp nên tra bảng chọn đợc loại dây hàn phù
hợp là CSF 71T
* Với chiều dầy tấm là 12mm và sử dụng dây hàn có đờng kính là 1.2mm.
Do vậy để hoàn thiện đợc mối hàn này chọn số lớp hàn là 03 lớp( bình quân
mỗi lớp hàn dầy 04mm) gồm: 01 lớp lót, 01 lớp trung gian và 01 lớp
phủ( hình vẽ)
* Cờng độ hàn: Cờng độ dòng điện có ảnh hởng lớn nhất đến hình dạng mối
hàn. Khi tăng cờng độ hàn thì chiều sâu chảy tăng mạnh nhng chiều cao đắp
và chiều rộng mối hàn tăng không nhiều. Nếu cờng độ dòng tăng qúa cao sẽ
dẫn tới việc bắn toé nhiều và nguy cơ cháy thủng cao.Cờng độ dòng điện
thấp sẽ dẫn đến nguy cơ hàn không ngấu. Khi chọn cờng độ dòng điện hàn,
ngời ta thờng chọn bằng cách tăng dần cờng độ dòng điện với chiều dầy nhất
định của tấm với điều kiện có xét đến tốc độ cấp dây và tay nghề của thợ
hàn.
Với chủng loại dây CSF 71T 1.2 mm, kết hợp giữa đặc tính của dây và kiểu
chuẩn bị trớc khi hàn cũng nh tay nghề thợ hàn, ta chọn cờng độ dòng điện
trong khoảng từ 130A đến 200A. Cụ thể nh sau:
- Lớp lót: 130A đến 150A
14
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
- Lớp trung gian và lớp phủ: 150A đến 200A
* Điện áp hàn: Điện áp hàn thay đổi theo chiều dài cột hồ quang. Việc
chọn điện áp hàn quá lớn sẽ làm tăng xác suất cháy của các nguyên tố
hợp kim, rỗ khí và bắn toé và làm tăng kích thớc mối hàn, khả năng hàn ở
các t thế hàn khác nhau cũng trở nên khó khăn hơn. Nếu chọn điện áp
quá nhỏ thì hồ quang sẽ kém ổn định, mối hàn hẹp và lồi dẫn đến việc
không ngấu của các cạnh mối hàn. Trong thực tế việc chọn điện áp hàn
cần chọn theo chỉ dẫn của nhà chế tạo thiết bị sau đó sẽ điều chỉnh chút ít
cho phù hợp. Trong môi trờng khí CO2 với chế độ dịch chuyển ngắn mạch
có thể coi U = 15 + 0.04I.
Với khoảng cờng độ dòng điện trên, ta lựa chọn khoảng điện áp hàn từ
20V đến 24 V là phù hợp.
* Tốc độ hàn và tốc độ cấp dây:
Tốc độ cấp dây và cờng độ dòng điện có liên quan với nhau và phụ thuộc vào
đặc tuyến của máy. Với hàn hàn CO2 đờng đặc tuyến thoải, tốc độ cấp dây và
cờng độ dòng tỉ lệ thuận với nhau với hệ số chênh lệch không lớn và đợc xác
định theo thiết kế của máy. Thông thờng với hàn CO2, dây lõi thuốc 1.2mm
trong khoảng điện áp từ 100A đến 200A tốc độ cấp dây nằm trong khoảng từ
2.5 m/phút đến 5m/ phút.
Tốc độ hàn có ảnh hởng trực tiếp đến hình dạng mối hàn cũng nh điều kiện
nung và nguội của mối hàn. Tốc độ hàn cao thì kích thớc mối hàn nhỏ, chiều
sâu chảy và bề rộng mối hàn cũng giảm. Mặt khác khi tăng tốc độ hàn tốc độ
nguội của mối hàn sẽ tăng lên sẽ dẫn đến việc có nguy cơ tạo nứt đối với một
số loại thép có độ thấm tôi cao. Tốc độ hàn phụ thuộc vào phơng pháp hàn,
kiểu liên kết hàn, cách dao động khi hàn và trình độ của thợ hàn.
Với hàn dây lõi thuốc trong môi trờng khí bảo vệ CO2 và khả năng của thợ
hàn, thông thờng tốc độ hàn thờng đạt từ 35 đến 60 cm/phút.
Lu ý:
Trên thực tế, việc lựa chọn và điều chỉnh các thông số hàn nh: điện áp hàn,
cờng độ dòng điện hàn sẽ phụ thuộc rất nhiều vào kinh nghiệm và tay nghề
của thợ hàn.
15
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
IV./ quy trình hàn
đặc tính quy trình hàn (WPS)
Quy trình số : WT 01
Số sửa đổi:
Báo cáo kiểm định quy trình trợ giúp số:
Mã và tiêu chuẩn : AWS
Quy trình hàn: FCAW
Kiểu :
Liên kết: giáp mối
Chi tiết liên kết
Kiểu liên kết: giáp mối
1. Mối nối có vát cạnh
Lót/kẹp : có lót
Vật liệu lót/kẹp: : sứ CBM-8061
Kim loại cơ bản
P-NO.1
GR.NO.1
TO
P-NO.1
GR.NO.1
Hoặc loại vật liệu
Loại vật liệu : CT3
Hoặc đặc tính cơ hoá
Đặc tính cơ hoá
Chiều dày:
Phạm vi
12 mm
Vát cạnh: 12 cm
Mối hàn góc: 30050
16
Ngày : 25/05/2006
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Phạm vi đờng kính ống: N/A
Kim loại bổ xung
A-NO.
Loại: CFS 71T
Theo tiêu chuẩn AWS: E71T-1
Gia nhiệt
Cỡ que : 1,2 mm
Phạm vi chiều dày: N/A
Vát mép:
Nhiệt độ gia nhiệt nhỏ nhất: không áp dụng
Kim loại đắp:N/A
Nhiệt độ lớp kế tiếp lớn nhất:
Góc
Duy trì nung
Phân loại thuốc/Thơng hiệu: N/A
Xử lý nhiệt sau khí hàn: N/A
Vật t bù: N/A
Phạm vi nhiệt độ :
Khác:N/A
Phạm vi thời gian giữ nhiệt :
T thế hàn: 2G, 3G
Thánh phần
Khí
Khí
Phần trăm
Lu lợng
(hỗn hợp)
Vị trí của mối hàn vát mép: phẳng
Tiến trình:
Lên
Xuống:
Bảo vệ
CO2
15 - 20l/phut
Lót
CO2
15 - 20l/phut
Đồng hành
CO2
15 - 20l/phut
Đặc tính về điện
Kỹ thuật
Kiểu dòng (AC or DC) : DC
Lắc và xoắn
Phân cực: (+)
Cỡ miệng chụp khí
Phạm vi dòng: 130-200A
Làm sạch ban đầu và các lớp trung gian: mài, quét bằng chổi
sắt
Phạm vi điện áp: 20-24V
Kích thớc và kiểu điện cực CFS71T
Phơng pháp dũi
17
CÔNG TY CÔNG NGHệ Và THIếT Bị HàN
( WELD TEC CO., LTD )
Chế độ chuyển biến kim loại : ngắn mạch
Khoảng cách từ bép đến vật: 20-25mm
Phạm vi tốc độ cấp dây : 2.5-5m/phút
Tốc độ dịch chuyển (phạm vi): 40-60cm/phút
Kim loại bổ xung
Số lớp
Quy trình
1
Dòng
Phạm vi điện
áp
Phạm vi tốc
độ dịch
chuyển
130-150
20-22V
40-60cm/ph
DC (+)
150-200
22-24V
40-60cm/ph
DC (+)
150-200
22-24V
40-60cm/ph
Loại
Đờng
kính
Kiểu
Phạm vi
dòng điện
FCAW
CSF71T
1.2
DC (+)
2
FCAW
CSF71T
1.2
3
FCAW
CSF71T
1.2
Kỹ s hàn
Kỹ s giám sát
Chữ ký
Ngày
18
Khác