mối quan hệ giữa cường độ dòng điện với lưu lượng nước và lực xát
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (225.68 KB, 29 trang )
DANH MỤC CÁC BẢNG
1
DANH MỤC CÁC HÌNH VẼ
2
MỤC LỤC
3
NỘI DUNG CHÍNH CỦA BÁO CÁO
1.Mở đầu
Trong quy trình chế biến lúa gạo thì công đoạn đánh bóng gạo ở ngay sau
công đoạn xát trắng gạo và trước công đoạn tách thóc tinh. Như vậy công đoạn
lau bóng gạo là công đoạn cuối của việc xay xát từ lúa ra gạo trắng, do đó công
đoạn này quyết định chất lượng cũng như giá thành của gạo. Quá trình này áp
dụng công nghệ phun sương tạo ẩm kết hợp ma sát giữa các hạt gạo với nhau và
với dao máy lau bóng, bằng lực ly tâm gạo được làm sạch và đánh bóng bề mặt.
Lưu lượng nước cấp vào trong buồng xát ảnh hưởng rất lớn đến đến đô
bóng cũng như tỷ lệ gãy vỡ của gạo thành phẩm. Hiện nay lưu lượng nước được
điều chỉnh bởi van cơ. Quá trình điều chỉnh tùy thuôc vào kĩ năng của người vận
hành máy, vì vậy quá trình điều chỉnh có sai lệch sẽ ảnh hưởng đến chất lượng
gạo thành phẩm cũng như năng suất của máy.
Áp lực trong buồng xát máy đánh bóng được tạo nên bởi lực dọc trục vít tải
gạo và lực ép tại cửa xả liệu của buồng xát. Áp lực buồng xát thay đổi khi lực
dọc trục vít và lực ép tại cửa xả liệu thay đổi.
Trong quá trình đánh bóng, nếu áp lực xát quá lớn hay lưu lượng nước điều
chỉnh quá nhiều, các hạt gạo có xu hướng kết dính lại với nhau, cản trở chuyển
đông của trục chính. Khi đó, cường đô dòng điện sẽ tăng cao. Và ngược lại, nếu
áp lực xát giảm hay lưu lượng nước điều chỉnh giảm thì cường đô dòng điện
cũng giảm theo. Do đó, việc theo dõi và giám sát cường đô dòng điện trong quá
trình đánh bóng là quan trọng.
Báo cáo trình bày mối quan hệ giữa cường đô dòng điện với lưu lượng nước
và lực xát.
4
2.1.Bản chất của quá trình đánh bóng
Quá trình đánh bóng gạo có thể được xem là quá trình phá hủy bề mặt bên
ngoài bao bọc hạt gạo và tách nó ra khỏi phần nhân. Đồng thời quá trình đánh
bóng cũng mài mòn các rãnh trên bề mặt hạt gạo do quá trình xát trắng để lại.
Cấu trúc hạt gạo bao gồm phần lõi cứng của lõi (nôi nhũ) và lớp cám mềm bao
phủ bên ngoài hạt nhân vì vậy quá trình đánh bóng ảnh hưởng lớn đến đô vững
chắc của hạt. Mục tiêu đạt được là phải tác đông lực đủ lớn để thắng được lực
bám của lớp với hạt nhân để tách lớp cám bên ngoài và tránh tác đông những lực
quá mạnh làm gãy vỡ cấu trúc hạt bên trong. Quá trình bóc tách lớp cám bao bọc
bên ngoài hạt gạo dựa trên nguyên lý mài mòn và ma sát giữa các hạt gạo, giữa
gạo và lưới xát và giữa gạo và dao đánh bóng.
Để bóc tách lớp cám bao bọc xung quanh hạt gạo, lớp cám được làm ẩm
trước khi đưa vào máy đánh bóng. Do được làm ẩm đã tạo ra môt lớp hồ áo
mỏng bao quanh hạt gạo. Trong quá trình đánh bóng, lớp hồ áo này được tách ra
khỏi hạt gạo do lực ma sát giữa các hạt gạo với nhau và do tương tác giữa bô
phận xát của máy đánh bóng và gạo. Do được mài mòn và ma sát với ẩm đô cao
nên sau khi đánh bóng bề mặt hạt gạo trơn nhẵn và bóng tạo đô trắng và đô bóng
cho hạt gạo. Vì vậy bản chất của quá trình đánh bóng gạo là quá trình mài mòn
và quá trình ma sát diễn ra trong buồng xát.
2.2.Các yếu tố ảnh hưởng đến quá trình đánh bóng
-
Các thông số đặc trưng cho tính chất vật liệu
Đô ẩm hạt gạo
5
Hàm lượng đô ẩm có thể ảnh hưởng quan trọng đến tính chất và giá trị của
gạo sau khi xay xát. Gạo có hàm lượng đô ẩm ở mức thấp thì có xu hướng cứng
và không đàn hồi hơn các loại gạo có đô ẩm cao. Quá trình nấu và các tính chất
khác cũng bị ảnh hưởng. Hàm lượng đô ẩm thấp thường bắt đầu khi thời tiết
nóng, khô của mùa hè hoặc gạo được làm khô. Đô ẩm cao thì tỷ lệ gãy vỡ cao
hơn. [19]
Bảng 1:
Quan hệ giữa đô ẩm và tỷ lệ gãy vỡ.
Tỷ lệ gãy vỡ trung bình của hệ thống xay xát tại những thành phần đô ẩm
khác nhau
Phần trăm đô ẩm của hạt (%wb)
Tỷ lệ gãy vỡ trung bình (%)
8-10
21,64
10-12
21,26
12-14
17,09
Kết luận:
Căn cứ vào cáo báo cáo khoa học trong nước và nước ngoài trên, ẩm đô để
có tỷ lệ gãy vỡ thấp nhất trong quá trình xay xát cũng như xát trắng là 14 -15%.
-
Thông số vật lý hạt gạo
Trong quá trình chế biến lúa gạo thì thông số về chiều dài, chiều rông và bề
dày là ba kích thước có vai trò quyết định trong việc xác định các tiêu chuẩn
thiết kế máy đánh bóng [3, 11]. Cụ thể như sau:
6
Bảng 2:
Bảng tổng hợp các thông số vật lý của hạt gạo ảnh hưởng đến quá
trình đánh bóng.
STT
1
2
3
4
5
Thông số vật lý
của hạt gạo
Đường kính hạt
Mức ảnh hưởng
Tài liệu tham
Ghi chú
khảo
Tỷ lệ gãy vỡ
Matthews và
tăng
tăng
Hạt gạo dài,
Dễ gãy vỡ trong
Spadaro (1976)
Báo cáo của
mảnh
quá trình xay xát
Hình dáng hạt
Quyết định tỷ lệ
gạo
gãy vỡ
Hạt gạo tròn
2.5 - 3mm
Hạt gạo dài,
mảnh
Clement và
Seguy (1994)
I. Bagheri và M.
H. Payman
I. Bagheri và M.
1.5 – 2mm
H. Payman
I. Bagheri
và M. H.
Payman
Với kết quả thí nghiệm của các nhà khoa học cho thấy gạo có kích thước
mảnh dài thì tỷ lệ gãy vỡ cao so với các loại gạo tròn. Như vậy, đối với các hạt
gạo kích thước lớn, hạt dài thì dễ bóc cám, tuy nhiên tỷ lệ gãy vỡ cao. Với các
hạt gạo tròn, kích thước bé thì khó bóc cám nhưng tỷ lệ gãy vỡ thấp.
-
Tỷ lệ gãy vỡ ban đầu
Trước khi qua máy đánh bóng gạo sẽ có môt lượng gạo gãy ban đầu,
nguyên nhân gây ra tỷ lệ gãy ban đầu là:
Giống lúa: Đô bạc bụng là môt đặc tính phụ thuôc rất nhiều vào giống lúa,
các giống lúa khác nhau có đô bạc bụng khác nhau. Các vết bạc bụng xuất hiện ở
7
phôi nhũ ở giữa hạt hay ở môt bên hạt. Các hạt lúa bị bạc bụng này khi đem vào
xay xát thường bị gãy ở vị trí này do tinh bôt ở vùng bạc bụng có cấu trúc kém
chặt chẽ tạo ra các khoảng hở chứa không khí nên rất dễ gãy. (Vũ Quốc Trung)
Khả năng chống lại các lực cơ học của các giống loại thóc khác nhau là
khác nhau. Nó phụ thuôc vào đô cứng (đô trong suốt trong) của nhân, hình dáng
và đặc điểm cấu trúc của hạt. Hạt trắng trong có khả năng chống bị vỡ nát cao
hơn hạt trắng đục.Theo M. Zislin thì đô lớn lực cần thiết để phá vỡ hạt trắng
trong là 21,8 – 23,2KG/cm2, còn hạt trắng đục là 19,6 – 20,5 KG/cm2.
Hạt bị rạn nứt: Xảy ra khâu thu hoạch và phơi sấy. Nguyên nhân hình
thành hạt rạn nứt là do sự kết hợp những thay đổi giữa gradient ẩm và nhiệt đô.
Tại thời điểm nào đó mỗi hạt đều tồn tại môt chuyển tiếp và điểm này phụ thuôc
vào hàm lượng ẩm và nhiệt đô. Khi nhiệt đô tăng lên trong quá trình sấy, hạt
chuyển từ cấu trúc cứng (glassy texture) sang cấu trúc mềm (rubbery texture) và
ngược lại khi nhiệt đô giảm. Và sự chuyển trạng thái trên không đều trong hạt
giữa bên trong và bên ngoài làm phát sinh các vết nứt. Trong công đoạn xay xát
không phải hạt nào cũng bị gãy và thường thì hạt gạo có kích thước trung bình
và dài bị rạn nứt dễ gãy trong quá trình xay xát hơn hạt tròn mang vết nứt.
Thiết bị sử dụng khi thu hoạch lúa: Việc sử dụng máy suốt điều chỉnh vận
tốc trống đập >550 vòng/phút, làm mức đô gãy vỡ hạt tăng lên; đồng thời khe hở
giữa guồng đập và máng đập nhỏ hơn 25mm cũng làm hạt gãy nhiều.
Trong quá trình chế biến lúa gạo: tỷ lệ gãy vỡ chỉ xuất hiện trong quá trình
tách sạn, tách trấu, quá trình xát trắng và đánh bóng. Tỷ lệ gãy vỡ liên quan đến
quá trình bóc cám: có nhiều nghiên cứu về mối quan hệ này và đã đưa ra kết luận
(kết luận này không thay đổi qua các năm) đó là tỷ lệ bóc cám cao thì tỷ lệ gãy
vỡ cao.
8
Như vậy trong quá trình thu hoạch, phơi sấy sẽ tạo ra các vết nứt hoặc gạo
bị gãy bên trong, nguyên nhân này làm cho tỷ lệ gãy vỡ của gạo tăng trong quá
trình chế biến và xát trắng. Vì vậy bên cạnh việc cải tiến máy xát trắng để giảm
tỷ lệ gãy vỡ, tăng tỷ lệ bóc cám thì có thể cải tiến phương pháp thu hoạch, tính
toán thời gian thu hoạch hợp lý, phương pháp phơi sấy.
-
Nhóm các thông số vận hành máy đánh bóng
Vận tốc trục đánh bóng
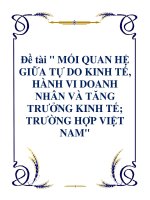
Tác giả Nitat Tangpinijkul (2002) đã đưa ra ảnh hưởng giữa tốc đô quay và
tỷ lệ gãy vỡ theo biểu đồ 3.1. Theo biểu đồ này gạo đạt tỷ lệ gãy vỡ thấp nhất tại
tốc đô quay của trục là 300 m/phút. Vận tốc càng tăng thì tỷ lệ gãy vỡ càng giảm
vì vận tốc tăng thì tốc dô dịch chuyển của gạo trong bầu xát tăng, thời gian lưu
lại của gạo trong buồng xát giảm đi, năng suất thiết bị tăng lên. Nhưng nếu vận
tốc trục xát tăng quá môt giới hạn nào đó thì mức bóc cám sẽ giảm và nếu gạo
vào có đô ẩm cao thì lỗ rây cám dễ bị tắc, chất lượng gạo không đồng đều đồng
thời sẽ gây lực ly tâm lớn, lực va đập lớn làm cho gạo bị gãy vỡ nhiều. [22]
9
Hình 1:
Biểu đồ quan hệ giữa vận tốc và tỷ lệ gãy vỡ.
Với các kết quả trên ta nhận thấy vận tốc trục đánh bóng ảnh hưởng đến tỷ
lệ gãy vỡ gạo trong quá trình đánh bóng. Tỷ lệ gãy vỡ đạt giá trị thấp nhất khi
vận tốc trục đạt ở mức 300 m/phút và khi tăng vận tốc trục đến môt giá trị nhất
định thì không ảnh hưởng đến tỷ lệ gãy vỡ vì vậy đây là thông số có thể cài đặt
ngay từ lúc vận hành máy. Hiện nay máy đánh bóng với năng suất 6-7 tấn/giờ
đang hoạt đông với vận tốc trục đánh bóng 298 m/phút tương ứng với vận tốc tối
ưu để đạt được tỷ lệ gãy vỡ thấp nhất vì vậy thông số này không thay đổi trong
nghiên cứu cải tiến và thực nghiệm sau này.
-
Lưu lượng nước
Trong quá trình đánh bóng, việc ngăn ngừa gãy vỡ gạo phụ thuôc vào hai
yếu tố, thời gian gạo tiếp xúc với nước và lượng nước chứa trong gạo đánh bóng
(trọng lượng của nước chia cho trọng lượng của gạo). Thực nghiệm đã chứng
minh thời gian gạo hấp thụ nước ngắn hơn khoảng thời gian mà gạo được làm
ẩm là điều kiện an toàn để ngăn ngừa hạt gãy vỡ nhưng cần phải đủ lượng nước
để làm mềm bề mặt để bóc tách dễ dàng lớp aleurone trên bề mặt hạt gạo. Vì lý
do này lượng nước cần được giảm thiểu thấp nhất theo điều kiện mà làm cho bề
mặt hạt mềm đủ để bóc tách lớp aleurone. [15]
10
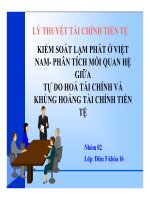
Hình 2:
Đặc điểm máy đánh bóng dùng nước.
Qua hình 2 (Countersy Satake 1990) ta nhận thấy máy đánh bóng ma sát
dùng nước có nhiều ưu điểm hơn đối với máy đánh bóng ma sát chỉ dùng gió. Đô
trong suốt tăng so với máy đánh bóng ma sát dùng gió đồng thời năng lượng tiêu
thụ cũng giảm theo. [15]
Bảng 3:
Bảng thống kê lưu lượng nước sử dụng trong quá trình đánh bóng.
Số thứ tự
Lưu lượng nước
Tài liệu
1
0,2 - 0,3 %
[10],[23]
2
0,1- 0,3 %
[13]
3
0,2 %
[15], [22]
11
Từ những nghiên cứu và kết quả trên ta nhận thấy lưu lượng nước cần thiết
cho quá trình đánh bóng ảnh hưởng chất lượng gạo tại đầu ra của máy đánh
bóng. Đây là yếu tố chiếm 45% nghiên cứu trong số các yếu tố ảnh hưởng đến
quá trình đánh bóng gạo.
-
Áp lực trong buồng xát
Áp lực trong buồng xát máy đánh bóng được tạo nên bởi lực dọc trục vít tải
gạo và lực ép tại cửa xả liệu của buồng xát. Áp lực buồng xát thay đổi khi lực
dọc trục vít và lực ép tại cửa xả liệu thay đổi.
Áp lực lực dọc trục vít thay đổi khi diện tích lực tác dụng thay đổi và áp lực
tại cửa xả liệu thay đổi khi diện tích cửa xả liệu thay đổi. Vì vậy thông số ảnh
hưởng đến áp lực xát trong buồng xát gồm diện tích trong buồng xát cụ thể là
khe hở giữa trục đánh bóng và lưới xát và diện tích cửa xả liệu.
Hiện nay khoảng khe hở giữa trục đánh bóng và lưới xát của máy đánh
bóng tại Lamico với năng suất 6-7 tấn/giờ được cài đặt là 16 mm. Khe hở này
vẫn chưa là tối ưu vì người người công nhân sẽ điều chỉnh lại khi tỷ lệ gãy vỡ
gạo không đạt theo yêu cầu. Điều chỉnh chỉ thực hiện khi máy ngưng hoạt đông
và quá trình điều chỉnh ảnh hưởng đến toàn bô kết cấu cụm trục chính. Vì vậy
cần tiến hành quy hoạch thực nghiệm để tìm ra khoảng khe hở tối ưu trong quá
trình vận hành và thông số này không thay đổi trong quá trình vận hành máy.
Khoảng khe hở tiến hành thực nghiệm từ 12 mm đến 16 mm dựa vào các nghiên
cứu và thực tiễn đã phân tích trên.
12
Bảng 4:
Bảng tổng hợp thông số áp lực trong buồng xát.
Số thứ tự
Áp lực (bar)
1
0,29-0,49 bar
2
0,1 bar
3
0,2 bar
4
0,2- 0,3 bar
Tài liệu
Ghi chú
Juma Omar và Yamashita
(1987)
[14]
Yamashita và Goto (1974)
[15]
Vậy áp lực trong buồng xát biến thiên trong khoảng từ 0, 1 bar đến 0, 5 bar.
Bảng 5:
TT
1
2
3
Các thông số ảnh hưởng đến quá trình đánh bóng
Thông số
Đô ẩm hạt gạo
Thông số vật lí hạt gạo
Tỉ lệ gãy vỡ ban đầu
Chỉ số
14 – 15 %
Ghi chú
Với các hạt gạo kích
thước lớn, hạt dài
thì dễ bóc cám, tuy
nhiên tỷ lệ gãy vỡ
cao. Với các hạt gạo
tròn, kích thước bé
thì khó bóc cám
nhưng tỷ lệ gãy vỡ
thấp.
Đô lớn lực cần thiết
để phá vỡ hạt trắng
trong là 21,8 –
23,2KG/cm2, còn hạt
trắng đục là 19,6 –
20,5 KG/cm2
13
4
5
6
Vận tốc trục đánh bóng
Lưu lượng nước
Áp lực trong buồng xát
298 m/phút
2,5 l/p - 5 l/p
0,1 – 0,5 bar
2.3.Các yếu tố mục tiêu của quá trình đánh bóng
Đô trong suốt
Đô trong suốt là môt thuôc tính vật lý cho phép truyền ánh sáng qua môt vật
liệu.
Đô trong suốt của gạo được xác định bằng lượng ánh sáng xuyên qua gạo
sau khi gạo được đánh bóng.
Tỉ lệ gãy vỡ (%)
Tỉ lệ gãy vỡ được xác định bằng tỉ số giữa tổng khối lượng tấm ở đầu ra
chia cho tổng khối lượng gạo và tấm ở đầu ra của máy.
Mức tiêu thụ năng lượng (kwh/tấn)
Mức tiêu thụ năng lượng được xác định bằng lượng tiêu hao năng lượng khi
đánh bóng môt tấn gạo nguyên liệu đầu vào
2.4.Thiết kế thí nghiệm để xác định mối quan hệ của cường độ dòng
điện với lưu lượng nước và áp lực xát
a.
Mục tiêu thực nghiệm.
Phương pháp qui hoạch thực nghiệm là phương pháp tiến hành thực nghiệm
môt cách chủ đông để có thể tối thiểu hóa số thí nghiệm cần thiết trong quá trình
nghiên cứu mà vẫn đảm bảo mức đô tin cậy để nhận được mô hình toán học thực
nghiệm phù hợp.
14
Hàm toán được xác định bằng các phương trình hồi qui nghiên cứu ảnh
hưởng của các yếu tố đến điều kiện tối ưu của đối tượng nghiên cứu.
Phương pháp qui hoạch thực nghiệm cho phép chọn chiến lược nghiên cứu
thích hợp trong điều kiện mà người nghiên cứu chưa hiểu biết đối tượng môt
cách toàn diện. Đối tượng nghiên cứu càng phức tạp thì hiệu quả của phương
pháp càng cao. Sau khi các số liệu thu được trong các thí nghiệm, xử lý và thu
được hàm toán mô tả ảnh hưởng của các yếu tố ảnh hưởng đến mục tiêu cần
nghiên cứu và thu được kết quả là tối ưu nhất để ứng dụng vào thực tế sản xuất.
Trong đề tài này sử dụng phương pháp qui hoạch thực nghiệm để xác định
mối quan hệ giữa các yếu tố ảnh hưởng đến yếu tố mục tiêu mà cụ thể ở đây là
lưu lượng nước, áp lực trong buồng xát, khe hở giữa trục đánh bóng và lưới xát
các yếu tố mục tiêu là tỷ lệ gãy vỡ ,đô trắng, đô bóng. Xét xem yếu tố ảnh hưởng
nào tác đông trực tiếp lên các yếu tố mục tiêu đó. Để từ đó đưa ra được mô hình
toán điều khiển các yếu tố ảnh hưởng hợp lí nhằm đảm bảo chất lượng gạo đầu
ra theo yêu cầu của nhà sản xuất.
b.
Phương pháp tiến hành thực nghiệm:
Vật liệu , máy và các thiết bị đo.
- Vật liệu thí nghiệm.
Đối tượng thực nghiệm ở đây là gạo lức từ đầu ra của máy xát trắng của
ba loại giống lúa có đủ tính chất đại diện cho ba loại giống lúa dài, trung bình và
tròn (ngắn). Đây là các loại lúa được trồng phổ biến ở Đồng Bằng Sông Cửu
Long đặc biệt là hai tỉnh Tiền Giang và Long An. Ba loại gạo lức được chọn là:
Gạo IR64, nếp và gạo Sari. Việc chọn ba loại gạo này vì nó đặc trưng cho ba loại
gạo khác nhau được phân loại dựa vào chiều dài của hạt.
-
Máy dùng để nghiên cứu thí nghiệm.
15
Máy dùng để thí nghiệm là máy đánh bóng được dùng phổ biến ở các nhà
máy chế biến lúa gạo của Đồng Bằng Sông Cửu Long với công suất máy 6 -7
tấn/giờ. Máy do công ty LAMICO chế tạo và sản xuất.
Trang thiết bị và dụng cụ đo.
Các loại thùng chứa.
Dụng cụ đo đô ẩm.
Cân điện tử.
Dụng cụ đo công suất điện và đồng hồ đo điện năng tiêu thụ.
Dụng cụ đo đô trắng và đô bóng.
Bô thước cặp đo khe hở.
Đồng hồ đo áp lực.
Phương pháp tiến hành thực nghiệm.
+
+
+
+
+
+
+
Để tiến hành phương pháp qui hoạch thực nghiệm, cần định lượng hóa các
yếu tố ảnh hưởng đầu vào và các yếu tố mục tiêu của quá trình đánh bóng.
-
Mô hình bài toán qui hoạch thực nghiệm.
Bài toán qui hoạch thực nghiệm giúp xác định mối tương quan giữa các
yếu tố đầu vào và các yếu tố mục tiêu đầu ra. Mức đô phức tạp của bài toán tăng
lên theo số lượng các yếu tố ảnh hưởng cần xem xét, do đó chỉ quan tâm đến
những thông số ảnh hưởng mạnh và nhiều nhất đến các yếu tố mục tiêu.
-
Xác định các chỉ tiêu nghiên cứu.
Các chỉ tiêu nghiên cứu là các yếu tố mục tiêu đầu ra của quá trình xát trắng.
+
Tỷ lệ gãy vỡ (ký hiệu mã hóa Y 1, đơn vị %): là thông số đặc trưng
cho hiệu suất của quá trình đánh bóng. Tỷ lệ gãy vỡ chịu ảnh hưởng
của nhiều yếu tố đầu vào và được đo đạc dựa trên cơ sở phân tách
hỗn hợp gạo, tấm sau quá trình xát và lấy khối lượng gạo gãy chia
+
cho tổng khối lượng gạo và tấm trong mỗi mẫu đo.
Đô trắng (ký hiệu mã hóa Y2, đơn vị %) là thông số đặc trưng chất
lượng gạo được đo dựa trên tính chất quang học của hạt gạo sau khi
16
đánh bóng. Đại lượng đo được là cường đô ánh sáng phản xạ từ bề
+
mặt hạt gạo được chuyển đổi về tín hiệu số.
Đô bóng (ký hiệu mã hóa Y3, đơn vị %) là thông số đặc trưng chất
lượng gạo được đo dựa trên tính chất quang học của hạt gạo sau khi
đánh bóng. Đại lượng đo được là cường đô ánh sáng xuyên qua gạo
+
và được chuyển đổi về tín hiệu số.
Năng lượng tiêu thụ trên mỗi đơn vị khối lượng gạo xát (ký hiệu mã
hóa Y4, đơn vị: kWh/tấn) là thông số phản ảnh chỉ tiêu kinh tế kỹ
thuật của quá trình xát trắng. Chịu ảnh hưởng bởi các yếu tố đầu
+
+
+
-
vào và được xác định bằng công tơ điện.
Xác định các thông số ảnh hưởng cần xem xét.
Lưu lượng nước trong quá trình đánh bóng (mã hóa: x 1, đơn vị:
l/phút).
Áp lực trong buồng xát (mã hóa: x2, đơn vị: bar).
Khe hở giữa dao đánh bóng và lưới xát ( mã hóa: x3, đơn vị: mm).
Nhiễu (
Là các yếu tố không kiểm soát như đô ẩm hạt gạo, thông số lý hóa của hạt gạo,
loại gạo, lưu lượng gió cung cấp cho quá trình xát, thông số vật lý của hạt mài…
-
Bài toán hôp đen.
Với các thông số nghiên cứu đã xác định, có thể mô tả đối tượng nghiên cứu
như môt phần tử hôp đen với các thông số đầu vào như sau:
εi
Y1 (%)
x1 (l)
x2 (bar)
x3 (mm)
MÁY ĐÁNH BÓNG
HỘPHỘP
ĐEN
ĐEN
Y2 (%)
Y3 (%)
Y4 (kWh/tấn)
17
Hình 3:
-
Bài toán hôp đen.
Lập mô hình thống kê thực nghiệm bậc I.
- Xác định miền nghiên cứu.
+ Lưu lượng nước trong quá trình đánh bóng Q (l/phút).
+ Áp lực trong buồng xát P (bar).
+ Khe hở giữa dao đánh bóng và lưới xát δ (mm)
Bảng 6:
Bảng xác định miền nghiên cứu qui hoạch thực nghiệm bậc I
Ký hiệu
Khoản
g
Nhân tố
Tự nhiên
Mã
biến
hoá
thiên
εi
Lưu
lượng
nước
trong quá trình đánh
bóng
Áp lực trong buồng
xát
Khe hở giữa dao
đánh bóng và lưới
Q
Mức giá trị
Mức
Mức
Mức
dưới
cơ
trên
-1
sở 0
+1
x1
1
2,5
3,25
5
P (bar)
x2
0,2
0,1
0,3
0,5
δ (mm)
x3
2,5
11
13,5
16
(l/phút)
xát
- Lập ma trận thí nghiệm.
Ma trận thí nghiệm ở dạng bậc nhất có tính trực giao. Số lượng thí nghiệm
được xác định theo công thức:
N = 2k + n0 = 23 + 6 =14
Trong đó: k - là yếu tố ảnh hưởng nghiên cứu, k = 3.
18
2k - là số lượng thí nghiệm ở mức trên và mức dưới, 23 = 8.
n0 - là số lượng thí nghiệm lặp lại ở mức cơ sở, n0 = 6.
Với các kết quả thực nghiệm, điền kết quả vào bảng ma trận thí nghiệm và thực
hiện phân tích kết quả thu được.
Bảng 7:
Ma trận thí nghiệm dạng mã hóa của qui hoạch thực nghiệm bậc I
Số thứ tự
thí
x1
x2
x3
nghiệm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
+1
+1
-1
-1
+1
+1
-1
-1
0
0
0
0
0
0
0
0
-1
-1
+1
+1
0
0
+1
+1
-1
-1
0
0
+1
-1
0
+1
-1
0
+1
-1
0
+1
-1
0
0
0
Y1
Y2
Y3
- Kết quả thực nghiệm và xử lý kết quả thực nghiệm.
Phương trình hồi qui có dạng:
(6.1)
Dựa theo kết quả thu được ta có các phương trình hồi qui tương ứng: Y1, Y2,
Y3
Nếu kết quá tìm được sau khi phân tích và thảo luận không thỏa thì tiến hành
nâng bậc với phương án bậc II
19
-
Lập mô hình thống kê thực nghiệm bậc II.
- Xác định miền nghiên cứu.
+ Lưu lượng nước trong quá trình đánh bóng Q (l/phút).
+ Áp lực trong buồng xát P (bar).
+ Khe hở giữa dao đánh bóng và lưới xát δ (mm)
Bảng 8:
Bảng xác định miền nghiên cứu qui hoạch thực nghiệm bậc II
Ký hiệu
Khoản
g
Nhân tố
Tự nhiên
Lưu
lượng
nước
trong
quá
trình
đánh bóng
Áp lực trong buồng
xát
Khe hở giữa dao
đánh bóng và lưới
Mã
hoá
biến
thiên
Mức giá trị
Mức
sao
dưới
Mức Mức Mức
dưới
cơ
trên
-1
sở 0
+1
Mức
sao
trên
εi
-1.682
x1
1.25
1.64
2.5
3,75
5
7.88
P (bar)
x2
0,2
0
0,1
0,3
0.5
0.6
δ (mm)
x3
2,5
9.5
11
13,5
16
18
Q
(l/phút)
xát
- Lập ma trận thí nghiệm.
Số thí nghiệm ở phương án bậc II bất biến quay được xác định theo công thức:
Trong đó, k là số yếu tố ảnh hưởng cần nghiên cứu; k =3
2k là số thí nghiệm ở mức cơ sở; 23 = 8
2k là số thí nghiệm ở mức điểm sao ±α; 2k = 6
n0 là số thí nghiệm lặp lại ở tâm phương án; n0 = 6
20
+1.682
Bảng 9:
Ma trận thí nghiệm dạng mã hóa của qui hoạch thực nghiệm bậc II
STT
x1
1
-1
2
+1
3
-1
4
+1
5
-1
6
+1
7
-1
8
+1
9
-1.682
10 +1.68
11
12
13
14
15
16
17
18
19
20
x2
-1
-1
+1
+1
-1
-1
+1
+1
0
0
x3
-1
-1
-1
-1
+1
+1
+1
+1
0
0
2
0
0
-1.682
+1.68
0
0
0
0
2
0
0
-1.682
+1.68
0
0
0
0
0
0
2
0
0
0
0
0
0
0
0
0
0
0
0
Y1
- Kết quả thực nghiệm và xử lý kết quả thực nghiệm
Phương trình hồi qui có dạng:
(6.2)
21
Y2
Y3
Dựa theo kết quả thu được ta có các phương trình hồi qui tương ứng: Y1, Y2,
Y3, Y4.
Dự đoán kết quả đạt được.
Từ phương trình hồi qui (6.1) hoặc (6.2) tiến hành phân tích kết quả đạt được
bằng cách phân tích xem yếu tố mục tiêu nào ảnh hưởng nhiều nhất đến tỷ lệ gãy
vỡ, đô trắng, đô bóng và năng lượng tiêu thụ. Loại bỏ yếu tố không gây ra ảnh
hưởng lớn để từ đó đưa ra phương pháp điều chỉnh hợp lý.
2.5.Phương pháp xử lý số liệu và xác định mối quan hệ giữa cường
độ dòng điện với lưu lượng nước và áp lực xát.
Các phương pháp xử lý số liệu được áp dụng ở đây là: Phương pháp khử số
liệu thô và phương pháp phân tích phương sai ANOVA (Analysis of Variance)
Trong phần nghiên cứu thực nghiệm có nhiều giai đoạn cần đến các phương
pháp xử lý số liệu khác nhau bao gồm:
Áp dụng phương pháp phân tích phương sai (ANOVA) để đánh giá mức đô
ảnh hưởng của thông số nghiên cứu đến quá trình nghiên cứu chỉ là ngẫu nhiên
hay thực sự có ảnh hưởng. Phương pháp này giúp loại bỏ các yếu tố ảnh hưởng
kém đến quá trình nghiên cứu cũng như mức đô tương quan. Ngoài ra, còn giúp
kiểm tra các giả thiết đồng nhất phương sai, đô tin cậy của các hệ số hồi qui và
mức đô phù hợp của mô hình lựa chọn theo tiêu chuẩn Fisher khi thực nghiệm.
Áp dụng phương pháp khử sai số thô của Aknazarova khi thực hiện thí
nghiệm nhận thông tin để loại bỏ sai số thô.
Sử dụng phần mềm STATGRAPHICS – 7.0 để xây dựng và kiểm tra mô hình
hồi qui thực nghiệm. Nôi dung xử lý số liệu gồm các bước:
Bước 1: Xác định giá trị các hệ số hồi qui ở dạng đầy đủ
22
Bước 2: Phân tích phương sai để loại bỏ các hệ số hồi qui không bảo đảm đô
tin cậy với mức ý nghĩa α = 0.05
Bước 3: Xác định lại giá trị các hệ số hồi qui theo hàm toán mới sau khi đã
loại bỏ các hệ số hồi qui không đủ đô tin cậy
Bước 4: Phân tích phương sai trên hàm toán mới. Kiểm tra lại đô tin cậy của
các hệ số hồi qui mới. Nếu vẫn không bảo đảm tin cậy, cần thiết thì cải tiến mô
hình.
Bước 5: Kiểm tra đô tương thích của mô hình theo chuẩn Fisher:
Ft =
MSLf
≤ Fb
MSEp
Trong đó,
MSLf - Phương sai do không tương thích (Mean Square Lack -of-fit)
MSEp – Phương sai sai số ngẫu nghiên đích thực (Mean Square Error-pure)
Fb – Giá trị tra bảng phân bố chuẩn F với α= 0.05
Sau khi xây dựng được mô hình hồi qui thực nghiệm, tiếp tục dùng phân
mềm STATGRAPHICS – 7.0 để vẽ đồ thị các hàm mục tiêu theo từng cặp hai
thống số vào làm cơ sở cho việc tìm cực trị trong miền thực nghiệm.
2.6.Các kết quả đạt được
Báo cáo đã phân tích, hoàn thiện thiết kế quy hoạch thực nghiệm và xử lý
số liệu xác định mối quan hệ giữa cường đô dòng điện và lưu lượng nước
với các nôi dung:
- Xác định các yếu tố ảnh hưởng đến quá trình đánh bóng.
- Thiết kế thí nghiệm xác định mối quan hệ giữa cường đô dòng điện với
-
lưu lượng nước và áp lực xát.
Xử lý số liệu, xác định mối quan hệ giữa cường đô dòng điện với lưu
lượng nước và áp lực xát.
23
1 Kết luận
Báo cáo trình bày các bước phân tích và thiết kế thí nghiệm xác định mối
quan hệ giữa cường đô dòng điện với lưu lượng nước và áp lực xát đạt yêu cầu.
Có thể tiến hành tích hợp vào bô điều khiển máy đánh bóng để điều khiển.
4.Danh mục tài liệu tham khảo
[1] Nguyễn Hay, Máy chế biến lúa gạo, NXB ĐHQG TP.HCM, 2004.
[2] Tôn Thất Minh, Giáo trình Máy và thiết bị chế biến lương thực thực phẩm,
NXB ĐHQG TP.HCM, 2010.
[3] Đoàn Dụ, Bùi Đức Hợi, Mai Văn Lê, Nguyễn Như Thung, Công nghệ và các
máy chế biến lương thực, NXB Khoa học và kỹ thuật, 1983.
[4] Sadegh Afzalinia, Mohammad Shaker, Ebrahim Zare, Comparison of
different rice milling methods, University of Saskatchewan, Department of
Agricultural and Bioresource Engineering, 2004.
[5] Satake, Toshihiko, Kagawa Kiyoto Ariji, Shigeru, Pressure plate adjusting
device for grain whitening apparatus, Satake Engineering Co, Ltd, 1984.
[6] Nguyễn Đắc Lôc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt, Sổ tay công
nghệ chế tạo máy tập 1, NXB Khoa học và kỹ thuật, 2001.
[7] Nguyễn Đắc Lôc, Lê Văn Tiến, Ninh Đức Tốn, Trần Xuân Việt, Sổ tay công
nghệ chế tạo máy tập 2, NXB Khoa học và kỹ thuật, 2001.
[8] Nguyễn Hồng Ngân - Nguyễn Danh Sơn, Kỹ thuật nâng chuyển-tập 2: Máy
vận chuyển liên tục, NXB ĐHQG TP.HCM, 2005.
[9] Bô Nông Nghiệp và phát triển nông thôn, Tuyển tập tiêu chuẩn thóc gạo của
Việt Nam, môt số nước và tổ chức quốc tế, Trung Tâm Thông Tin Nông Nghiệp
Và Phát Triển Nông Thôn, 2002.
24
[10] Satake, Toshihiko, Saijonishihonmachi, Polished-rice humidifying
apparatus and rice mill system, Satake Engineering Co, Ltd, 1982.
[11] PGS.TS.Phạm Ngọc Tuấn, Quản lý bảo trì công nghiệp, NXB ĐHQG
TP.HCM, 2010.
[12] Nguyễn Hữu Lôc, Cơ sở thiết kế máy, NXB ĐHQG TP.HCM, 2008.
[13] Toshihiko Satake, Higashi Hiroshima, Apparatus for rice polishing machine,
Satake Engineering Co, Ltd, 1982.
[14] Satake Toshihiko, Rice pearling machine with humidifier, Satake
Engineering Co, Ltd, 1979.
[15] Robert S.Satake, New method and equipment for processing rice (Rice
science and technology), pp.231.
[16] Nitat Tangpinijkul, Whitening and polishing, Post-harvest Engineering
Research Group.
[17] Ninh Đức Tốn, Dung sai và lắp ghép, NXB Giáo Dục, 2006.
[18] Nguyễn Bin, Các quá trình, thiết bị trong công nghiệp hóa chất và thực
phẩm tập 1 - NXB Khoa Học Và Kỹ Thuật.
[19] Satake Toshihiko, Apparatus for producing rice of superhigh gloss, Satake
Engineering Co, Ltd, 1977.
[20] Burak Aksoy, Margaret K. Joyce and Paul D. Fleming, Comparative Study
of Brightness/Whiteness Using Various Analytical Methods on Coated Papers
Containing Colorants, Department of Paper and Printing Science and
Engineering, Western Michigan University, Kalamazoo, MI, 49008
[21] Trần Hùng Dũng, Nguyễn Văn Lục, Hoàng Minh Nam, Vũ Bá Minh, Các
quá trình và thiết bị trong công nghiệp hóa chất và thực phẩm tập 1, NXB
ĐHQG TP.HCM.
25