Đồ án thiết kế chế tạo máy mài
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (509.31 KB, 72 trang )
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Lời Nói Đầu
Ngày nay sự phát triển mạnh mẽ và vượt bậc của khoa học kỹ thuật thì truyền động điện
là một lĩnh vực có vai trò then chốt trong sự phát triển này, hàng loạt các hệ thống truyền động
điện ứng dụng các linh kiện hiện đại ra đời nhằm đáp ứng những yêu cầu công nghệ chính xác
và chất lượng cao. Chúng gọn nhẹ nhưng lại tinh vi hơn, có thể đảm nhiệm được các công việc
khó khăn hơn rất nhiều so với hệ thống cũ .
Các tiến bộ khoa học kỹ thuật được đặc trưng bởi sự biến đổi không ngừng của việc tự
động hoá sản xuất trong tất cả các lĩnh vực của nền kinh tế quốc dân. Tự động hoá nhằm tăng
năng suất lao động, giảm giá thành sản phẩm và nâng cao trình độ sản xuất. Chính vì vậy mà
một trong các yếu tố để đánh giá nền sản xuất hiện đại là trình độ áp dụng tự động hoà trong
các nghành sản xuất
Trong khi trình bày em đã thể hiện sát nội dung và các yếu tố trên. Qua việc tính toán và
khảo sát đã rót ra nhiều kết luận cần thiết để đánh giá chất lượng và trọn các thôm số của hệ
thống . Tuy nhiên do thời gian và trình độ có hạn nên trong đồ án này vẫn còn nhiều sai sót.
Em rất mong các thầy cô giáo thông cảm và ân cần chỉ bảo cho em .
Em xin chân thành cảm ơn sự giúp đỡ tận tình của thầy Lâm Tự Tiến cùng các thầy cô
giáo trong khoa đã giúp đỡ em hoàn thành bản đồ án này
Thái nguyên: Ngày tháng năm
Sinh viên
Mai Văn Thụ
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 1
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
phần i :
mô tả công nghệ mài và
yêu cầu trang bị điện cho máy mài
I.1 - khái niệm chung về máy mài
I.11-Chức năng, công nghệ của máy
Mài là phương pháp gia công, cắt gọt kim loại. Nguyên công mài dùng để cắt bỏ mặt
lớp kim loại mà độ dây tuỷ thuộc mài thô hay mài tinh. Khi mài dao cắt là đá mài, được coi
như vô số các lưỡi dao là các hạt mài được liên kết với nhau bằng chất kết dính .
Mài là phương pháp gia công kim loại có tính cơ học cao, khó gia công. Máy mài chiếm
khoảng 30% số máy cắt gọt kim loại. Mài không chỉ gia công tạo độ bóng mà nó còn sử dụng
để gia công thô nhằm tăng năng suất lao động và đạt được hiệu quả kinh tế cao.
I.1.2-Các chỉ tiêu chất lượng đạt được khi gia công trên máy
Mài có thể gia công được nhưng chi tiết nặng 1251 tấn, trên những máy có công suất
250KW có thể cắt gọt (250÷300 Kg) kim loại/giờ, nhờ tốc độ cao từ 50-80m/s và tốc độ quay
chi tiết lớn nhất là 300m/s. Do vậy năng suất mài khá cao. Khi mài tinh có thể đạt độ bóng bề
mặt từ ∇7÷∇13 với cấp chính xác 1÷2
Đặc điểm của phương phháp gia công này là tốc độ cắt lớn, nhưng sản phẩm bé vì tốc độ
cắt và góc cắt lớn nên trong quá trình mài sinh ra nhiệt lượng lớn. Do đó phải có hệ thống làm
mát để khỏi gây biến dạng tinh thể, ngoài ra do không điều chỉnh được hạt mài nên quá trình
mài gặp nhiều khó khăn
• Quá trình công nghệ
+ Quá trình mài được thực hiện theo những phương thức khác nhau, ứng với kim loại cho
ra sản phẩm khác nhau
+ Khi thực hiện quá trình mài, đá mài ăn vào chi tiết bằng nhiều chuyển động như :
chuyển động quay chi tiết, chuyển động quay đá mài
+ Nguyên tắc của quá trình mài là các chuyển động quay chi tiết và quay đá mài là ngược
chiều nhau
I. 2 –Phân loại máy mài
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 2
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Do yêu cầu của công nghệ cắt gọt kim loại rất da dạng, các chi tiết đòi hỏi độ bóng khác
nhau, mặt phẳng mài, góc mài, mài trong hay mài ngoài mà cần phải có nhiều loại máy mài
khác nhau. Chung qui lại ta phân máy mài thành hai loại chính .
+ Máy mài tròn
+ Máy mài phẳng
I.2.1Trong đó Máy mài tròn gồm.
a. –Máy mài tròn ngoài
- Mài có tâm là một phương pháp có tính vạn năng cao, chi tiết mài được gá vào 2 lỗ tâm
hoặc một đầu vào mâm cặp , cài đầu kia chống tâm . Có hai kiểu ăn dao
+Ăn dao dọc
+ Ăn dao ngang
- mài vô tâm được thực hiện theo hai cách dọc và ngang .
+ chi tiết mài được cắt giữa hai đá , một đá làm nhiệm vụ dùng cho chi tiết hai chuyển
động quay và chuyển động tịnh tiến (đá dẫn), một đá làm nhiệm vụ cắt phôi phía dưới có
thamh đỡ đặt song song với trục mài và nâng tâm khi chi tiết lên cao hơn một khoảng 0,5-1R
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 3
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
R : là bán kính của chi tiết
+ Mài vô tâm chạy dao ngang như mài có tâm ăn dao ngang . Nếu sửa đá chính xác , có
thể mài côn, mài định hình . Yêu cầu độ cứng vững tốt , mặt gia công ngắn
+ Mài vô tâm được sử dụng chủ yếu khi mài các chi tiết có dạng hình cầu , nó được mô tả
như hình vẽ sau
* Ưu nhược điểm của phương pháp mài vô tâm
- Ưu điểm chính của mài vô tâm là giảm được thời gian gá lắp chi tiết , quá trình gia công
mặt chuẩn dễ tự động hoá , độ cứng vững cao hơn mài có tâm .
-Nhược điểm chính của phương pháp này là không có khả năng đảm bảo độ đồng tâm giữa
các mặt nên dùng để gia công mặt tròn
b. - Mài tròn trong
Mài lỗ có khả năng gia công lỗ trục đạt yêu cầu chính xác khá cao nhưng lại
đắt tiền nhất là các lỗ có kích thước nhỏ . Mài lỗ có tâm được thực hiện trên các
máy mài tròn . Trong máy mài vạn năng có bộ phận mài lỗ hoặc dùng máy tiện
vạn năng mài lỗ thông thường . Việc chọn máy nào gia công là phụ thuộc vào
dạng sản xuất và kích thước , cách thức mài ứng với từng chi tiết cụ thể . Mài lỗ
vô tâm được thực hiện trên máy vô tâm . Chuyển động cắt và bản chất của quá
trình mài hoàn toàn giống nhau như mài tròn ngoài vì kích thước của đá mài
hoàn toàn phụ thuộc vào kích thước của lỗ mài . Nếu đường kính của chi tiết gia
công càng nhỏ thì đường kính của đá mài càng nhỏ sự ăn mòn nhanh . kích
thước của đá nhỏ , trục mang đá nhỏ khiến cho độ cứng vững của nó kém , ảnh
hưởng không Ýt đến độ chính xác của chi tiết gia công. Mặc dù vậy mài lỗ vẫn
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 4
§¸ dÉn
Chi tiÕt
§¸ mµi
Thanh ®ì
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
có ưu thế sử dụng rộng rãi và phát huy được ưu điểm trong những trường hợp
sau :
Mài các vật liệu chi tiết đã qua tôi hay vật liệu mềm.
Mài vật đúc có độ cứng không đều.
Mài lỗ có kết cấu không thuận lợi cho các phương pháp gia công khác.
Mài có yêu cầu độ chính xác cao hoặc có mục đích sửa chữa lạivị trí tương quan của bề
mặt do các nguyên công khác để lại.
Mài tròn trong được thể hiện bằng 2 cách.
+ Cách thứ nhất:
Chi tiết kẹp trên mâm cặp và trục đá quay tròn, có thể thực hiện chạy dao dọc hay chạy dao
ngang.
Cách này được dùng để gia công những chi tiết nhỏ, các vật thể tròn hoặc dễ gá lắp trên
mâm cặp. Các loại này có thể được thực hiện trên máy mài vận năng và đồ gá chuyên dùng.
+ Cách thứ hai:
Chi tiết gá cố định trên máy, trục mang đá thực hiện các chuyển động : Chuyển động quay
đá, chuyển động chạy dao, chuyển động của hành trình dá quay xung quanh tâm lỗ đá.
Cách mài được dùng để gia công những chi tiết lớn như thân động cơ, máy nén khí, các loại
hộp khâu rất thuận lợi.
c. -Mài mặt ngoài hay mặ trong hình côn
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 5
S
1
V
k
S
V
®
V
c
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Dùng cách quay bàn đá để mài hình côn. Ta quay bàn đá đi một góc độ nào đó cần thiết
so với phương của máy. Góc độ được khắc bên phải hay bên trái của bàn máy . Góc lớn nhất
từ 6
0
÷7
0
. Đặc biệt mài hình côn có góc ở đỉnh có thể tới 12
0
÷14
0
Cách lắp máy : mặt ngoài chi tiết mài song song với mặt làm việc của đá . Khi mài thì chi
tiết mài tiến dọc , đá mài tiến ngang.
I.2.2 Máy mài phẳng gồm hai loại .
a. -Máy mài có bàn máy hình tròn
Là bàn máy chuyển động quay tròn, đá mài cũng chuyển động quay tròn và tịnh tiến , ngoài
ra máy mài còn được chia thành :máy mài ren và máy mài vạn năng
b Máy mài có bàn máy hình chữ nhật
Chi tiết được kẹp trên bàn máy , bàn máy chuyển động tịnh tiến còn đá mài chuyển động
quay tròn
II đăc điểm của máy mài
So với một số phương pháp gia công kim loại khác , gia công kim loại bằng phương pháp
mài có đặc điểm sau:
Tốc độ mài và góc cắt rất lớn do đó cần phải có đung dịch làm mát để khi gây biến dạng
tinh thể của vật liệu làm chi tiết.
Dụng vụ mài có lưỡi cắt không liên tục, do không điều chỉnh được vị trí hình dạng của hạt
mài của đã viên điều chỉnh đá trong quá trình mài là rất khó khăn.
Quá trình công nghệ mài được thực hiện theo những phương pháp khác nhau. Khi tiến
hành mài đá mài ăn vào chi tiết bằng những chuyển động như:
+ Chuyển động quay đá mài.
+ Chuyển động ăn dao.
+ Chuyển động ăn chi tiết.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 6
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Nguyên tắc của quá trình mài là chi tiết gia công và đá là quay ngược chiều nhau để tạo ra
lực cắt.
II.1 Các chuyển động trên máy mài
Máy mài tròn có chuyể động chính là:
Chuyển động quay đá mài. Chuyển động ăn dao là chuyển động quay chi tiết cần gia công
(ăn dao vòng) chuyển động dọc trục mài của bàn máy(ăn dao dọc) và chuyển động tịnh tiến
của ụ đá(ăn dao theo chu kỳ).
II.1.1 Chuyển động ăn dao.
Chuyển động ăn dao là chuyển động tịnh tiến củabàn chữ nhật hoặc chuyển động quay của
bàn tròn (ăn dao dọc), chuyển động tịnh tiến của đá hoặc của bàn theo phương thẳng góc với
phương ăn dao dọc (ăn dao ngang) chuyển động của đá theo phương thẳng đứng từng khoảng
bằng chiều sâu cắt (ăn dao theo chu kỳ).
II.1.2 Đăc điểm của chuyển động chính
Thường không yêu cầu điều chỉnh tốc độ tuy nhiên ở máy mài cỡ nặng để duy trì tốc độ cắt
không đổi khi đá mài bị mài mài hoắc thay đổi kích thước chi tiết(mài tròn) có yêu cầu phạm
vi điều chỉnh tốc độ (2:1 ÷ 3:1) .
Khi mở máy không tải mô men cản tĩnh trên trục động cơ khi đó chỉ chiếm khoảng 15-20%
chỉ số định mức.
Mômen quán tính lớn, mômen của đá và cơ cấu truyền lực tính đối về trục động cơ về
khoảng (50-100%), mômen quán tính của Rôto động cơ và vậy phải hãm cữơng bức động cơ
khi dừng máy.
Đối với đá mài không yêu cầu đổi chiều quay của đá thì tốc độ của đá mài là 30-50 m/s nếu
tốc độ đá nhanh thì hạt mài rơi nhiều gây mòn đá. Còn nếu nhanh quá có thể gây vỡ đá do lực
li tâm lớn
II.1.3 Đặc điÓm chuyển động quay chi tiết
Là truyền động quay chi tiết gia công. Tốc độ quay phụ thuộc và yêu cầu, độ bóng, nhẵn của
bề mặt gia công, đường kính ngoài, lượng chạy dao dọc, lượng chạy dao ngang, độ cứng vững
của đá. ở máy mài truyền động quay chi tiết yêu cầu tốc độ ổ định trong phạm vi điều chỉnh
tương đối cao không cần đảo chiều quay.Do vậy tốc đọ của chi tiết gia công có ý nghĩa rất lớn
về phương diện năng suất và chất lượng khác của quá trình mài.
II.2 Các yêu cầu đối với máy mài
II.2.1 Yêu cầu khi mài
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 7
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Trong quá trình mài chi tiết để đảm bảo được các yêu cầu về tạo hình dáng, độ bóng cần
thiết thì phải định trước được chế độ mài như chọn đá mài sao cho thích hợp để trong suốt quá
trình mài không làm sai lệch quá trình
II.2.2 Chọn đá mài
Mài có thể gia công được các chi tiết là vật liệu cứng nhưng lại không thể gia công được các
chi tiết là nhưng vật liệu mềm. Vì phôi của vật liệu quá mềm sẽ bám vào nhưng khe hở giữa
nhưng hạt đá làm cho đá không mài được. Vì vậy việc chọn đá mài hợp lý có liên quan đến
chaats lượng của chi tiết gia công và năng suất lao động. Do đó khi chọn đá mài ta cần chú ý
đến những vấn đề sau.
+Vật liệu mài
+Chất kết dính đá mài
+ Mật độ hạt của đá mài
Đá mài có kết cấu xốp thường kém bền hơn đá mài có kết cấu chặt tuy nhiên Ýt bị mài mòn
hơn. Vì vậy thích ứng với việc mài cắt vật liệu dẻo .
Cấu trúc của đá mài có ảnh hưởng rất lớn đến chất lượng gia công. Đá có số hạt nhiều cho
năng suất lao động cao. Độ lớn của hạt càng bé thì độ bóng của chi tiết càng cao. Loại đá
chứa nhiều hạt và độ cứng thấp khi mài tròn nó có khả năng tróc, ngay cả lúc ở tải trọng nhỏ
nên thích ứng với trường hợp mài tinh.
Khi tăng tiếp xúc giữa đá và chi tiết, do nhiệt cắt tăng lên gây ra mòn đá. Do vậy khi vật liệu
gia công cứng thì ta dùng đá mềm. Khi mài vật liệu cạnh sắc như trục, then hoa đá mài sẽ vỡ
thì ta dùng đá mài có độ cứng cao.
II.2.3 Chọn chế độ mài
Chọn chế độ mài có nghĩa là phải chọn tốc độ của đá mài và tốc độ quay của chi tiết, lượng
chạy dao, lượng ăn dao. Chế độ mài ảnh hưởng đến chất lượng sản phẩm và năng suất lao
động
Nếu tốc độ của đá mài quá bé thì trong những điều kiện khác nhau tạo nên áp lực cắt tăng vì
vậy mà hạt mài rơi ra nhanh làm cho đá chóng mòn. Còn nếu tốc độ mài cao quá thì lực li tâm
rất lớn có thể vỡ đá gây nguy hiểm. Do đó tốc độ của đá mài phụ thuộc vào phương pháp mài,
kết cấu đá mài, cụ thể là chất kết dính của đá mài. Thông thường tốc độ của đá mài là 30-
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 8
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
50m/s. Tốc độ quay của chi tiết phụ thuộc vào yêu cầu độ bóng, nhẵn của bề mặt gia công,
đường kính vật mài , lượng chạy dao dọc, lượng chạy dao ngang, độ cứng vững của đá. Tốc
độ của chi tiết gia công có một ý nghĩa rất lớn về phương diện và chất lượng khác của quá
trình mài
Nếu tốc độ quay của chi tiết quá lớn thì đá mài sẽ bị mài mòn nhanh. Thông thường tốc độ
quay của chi tiết vào khoảng 1-5% tốc độ quay của đá .
Lượng chạy dao ngang phụ thuộc vào độ nhẵn trong bề mặt, mật độ mài và công suất của
máy. Thông thường lượng chạy dao ngang theo một hành trình khép kín của bàn máy vào
khoảng S
n
= 0.06 ÷ 0.15 (mm)
Lượng chạy dao dự tính theo một vòng quay chi tiết, nó phụ thuộc vào đường kính gia công,
độ nhẵn bóng của bề mặt khi tiện thô. Đối với thép thì
S
d
= 0.3÷0.7 bề rộng. Đối với gang thì S
d
= 0.05÷0.95 bề rộng. Khi mài tinh thì S
d
= 0.5 bề
rộng.
II.2.4 Lượng dư khi gia công
Khi mài cần phải đảm bảo tốn Ýt thời gian nhấtmà vẫn giữ được kích thước quy địnhcủa chi
tiết. Lượng dư lớn sẽ gây lãng phí về thời gian, làm tăng giá thành sản phẩm. Sản phẩm yêu
cầu càng chính xác thì lấy lượng dư càng lớn. Căn cứ vào yêu cầu kính thước mặt kim loại hay
bị xước nhỏ, có vết đen hoặc không có vết đen mà cần hay không cần lượng dư khi gia công.
II.2.4 Làm mát khi gia công
Khi gia công, bề mặt của chi tiết phát nhiệt lớn gây hậu quả ứng nhiệt lớn trên bề mặt chi tiết
và đá. Hiện tượng này cần phải tránh với tất cả mọi sản phẩm vì khi đó bề mặt của chi tiết bị
biến đổi về cấu trúc kim loại làm sấu chất lượng của sản phẩm. Do vậy mà phải có biện pháp
làm lạnh cụ thể là dùng dung dịch làm lạnh.
Yêu cầu đối với dung dịch làm lạnh là phải trong để dễ quan sát, đồng tthời phải có tác
dụng làm bóng bề mặt của vật mài, chống han gỉ khi gia công. Khi làm mát thì phải làm mát
toàn bộ chi tiết gia công, vật gia công cứng tốc độ càng lớn thì đòi hỏi làm mát càng nhiều.
Trong thực tế người ta thường làm mát bằng nuớc trong hoặc trộn một Ýt xà phòng.
I. Yêu cầu trang bị điện cho máy mài
Do yêu cầu sản phẩm đòi hỏi kích thước, độ nhạy, độ bóng cao, đồng thời đảm bảo được an
toàn cho người vận hành. Hệ thồng trang bị điện được chọ dựa vào các đặc điểm sau:
- Đồ thị phụ tải yêu cầu có mô men bằng hằng số:
M = Const.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 9
M
M
H
0
P,M
P
2
M
H
P
1
0
n
1
n
4
n
4
n
3
n
2
n
1
n
n
§å thÞ phô t¶i cña m¸y mµi
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
- Máy mài không có chế độ chạy không tải. M
c
tĩnh trên trục động chiếm khoảng 15 ÷
20% trị số định mức.
- Độ điều chỉnh trơn:
==ϕ
+
-Phạm vi điều chỉnh tốc độ:
==
Độ sai lệch tĩnh:
<==
-
ω
ω-ω
- Truyền động không yêu
càu đảo chiều quay.
- Trong quá trình làm việc
đòi hỏi tốc độ phải ổn định :
∆n
% ≤ 5%
- Đặc tính cơ phải cứng,
trong quá trình làm việc nó có
động năng tích luỹ lớn cho
nên muốn dừng máy để dừng
từ từ thì rất lâu. Vì vậy phải
hãm cưỡng bức. Ta dùng
phương pháp hãn độngnăng để
hãm động cơ.
- Đồ thị phụ tải của máy
mài: M = Const trong suốt
dải điều chỉnh, công suốt tỷ lệ
với tốc độ.
- Đặc tính của phụ tải yêu cầu: P
c
= f
(n)
=M
c
. n
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 10
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
M
c
=f
(n)
khi làm việc ổn định thì : M
c
= const
Đoạn 1: Từ n
1
÷ n
2
Là đoạn mô men tỷ lệ với lượng ăn dao.
Đoạn 2: Từ n
2
÷ n
3
Máy làm việc ổn định đảm bảo chất lượng cho chi tiết.
Đoạn 3: Từ n
3
÷ n
4
Là đoạn mô men giảm kết thúc quá trình mài chi tiết.
- Điều kiện kinh tế: Đây là chỉ tiêu quan trọng trong khi thiết kế, đảm bảo tính ưu việt của
phương án truyền động điện, vốn đầu tư thấp, cos cao.
giới thiệu máy mài vạn năng
Phạm vi đường kính gia công vật mài lớn nhất 8 ÷ 30 nm
Đưòng kính lớn nhất của vật mài 450 nm
Đưòng kính đá lớn nhất 300 nm
Tốc độ đá mài 2230 vòng/phút
Dịch chuyển lớn nhất của bàn máy 550 nm
Góc quay lớn nhất của bàn máy 6
0
÷ 7
0
Phạm vi điều chỉnh tốc độ D = 10
Phạm vi đường kính gia công 250 ÷ 500 nm
Công suất động cơ quay đá mài 3Kw
Khối lượng máy 3600 Kg
Chiều dài 2600 mm
Chiều rộng, chiều cao 1700 mm
Momen cản lớn nhất 1 N/m
Công suất động cơ quay chi tiết 1.2 Kw
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 11
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
phần II
phân tích và lựa chọn
phương án truyền động điện
2.1 ý nghĩa mục đích củ việc chọn phương án
Trong lĩnh vực kinh tế việc tạo ra sản phẩm bằng máy móc thì một trong những yếu tố
quyết định đến giá thành sản phẩm là việc sử dụng, bố trí hợp lý các thiết bị. Vì vậy người
thiết kế phải đưa ra nhiều phương án truyền động khác nhau. Muốn phân tích và lựa chọn
phương án tốt nhất đòi hỏi người thiết kế phải hiểu chắc chẵn các yêu cầu công nghệ của máy
cũng như các đặc điểm của hệ thống truyền động điện để lựa chọn được hệ thống tốt, đảm bảo
độ tin cậy cao, làm việc chắc chẵn, sửa chữa, bảo dưỡng tiện lợi, đơn giản, dễ vận hành
Vậy việc phân tích và lựa chọn phương án nhằm mục đích sau:
- Chất lượng gia công của sản phẩm phải đảm bảo các yêu cầu kỹ thuật
- Đảm bảo năng suất lao động, độ tin cậy cao và làm việc chắc chẵn, giá thành hợp lý
2.2 phân tích và lựa chọn phương án truyền động
Truyền động quay chi tiết máy mài tròn yêu cầu tốc độ ổn định trong phạm vi điêù chỉnh
tương đối rộng, độ trơn điêù chỉnh tốc độ sắp xỉ bằng 1. Vì vậy để có phương án truyền động
điện hợp lý ta phải chọn loại động cơ và phương pháp điều chỉnh tốc độ phù hợp cũng như hệ
thống truyền động với mạch phản hồi cần thiết trong khi phải thoả mãn các yêu cầu về kinh tế.
Do vậy phương án truyền động bao gồm các bước sau:
- Chọn động cơ quay chi tiết
- Chọn phương án điều chỉnh tốc độ
- Chọn hệ thống truyền động
2.2.1 CHọN ĐộNG CƠ
a. - Động cơ không đồng bộ ba pha :
Phương trình đặc tính cơ
++
+
=
trong đó : M: Mômen động cơ
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 12
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
M
th
: Mômen tới hạn
S: Hệ số trượt
S
th
: Hệ số trượt của động cơ
a: Hệ số phụ thuộc sơ đồ nối mạch Stato
- Đoạn
W
o
là đoạn
đặc tính làm việc của động cơ và có độ cứng β là:
=
β
• Nhận xét .
Dộng cơ không sử dụng điện trực tiếp lưới điẹn 3 pha (xoay chiều . Vì vậy việc điều chỉnh
tốc độ và khống chế các quá trình, quá độ để thoả mãn các chỉ tiêu kỹ thuật đề ra là khó khăn
nên nó Ýt được sử dụng trong các hệ thống truyền động có điều chỉnh tốc độ
Riêng động cơ Rôto lồng sóc có các chỉ tiêu khởi động xấu (Mmm nhá, Imm lớn ). Khi làm
việc với tải lớn hệ thống truyền động dễ mất ổn định
Đặc biệt khi thay tốc độ bằng cách thay đổi điện áp hay điện trở, điện kháng Stato thì độ
cứng β thay đổi dẫn đến độ sụt tốc độ lớn, không đáp ứng được yêu cầu
-Dải điều chỉnh
=
- Sai lệch tĩnh S≤ 5%
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 13
§C
ω
0
ω
S
th
0
M
c
M
R
j
= 0
b
R
j ≠
0
S¬ ®å nguyªn lý
®éng c¬
§Æc tÝnh c¬ cña ®éng c¬
kh«ng ®ång bé 3 pha
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Với động cơ Rôto dây cuốn ta có thể thay đổi tốc độ bằng cách thay dổi tổng trở Rôto song
độ cứng đặc tính cơ cũng thay đổi nên không đáp ứng được yêu cầu
Bù lại những nhược điểm trên động cơ không đồng bộ có cấu tạo đơn giản, giá thành rẻ so với
động cơ 1 chiều và vận hành tin cậy, chắc chẵn
b Động cơ 1 chiều kích từ nối tiếp
Phương trình đặc tính cơ của động co điện 1 chiều kích từ nối tiếp.
Từ phương trình đặc tính cơ của động cơ điện 1 chiều
φ
-
φ
=
(1)
Vì I
ư
=I
1
(dòng phần ứng và dòng kích từ).Có nghĩa từ thông φ phụ thuộc vào I
ư
. Thực chất là
nó phụ thuộc vào phụ tải.
Nếu mạch từ chưa bão hoà:
φ
(k,c là hệ số tỉ lệ) thay vào phương trình (1) ta có
-
=
(2)
Khi : U = const
R = const
Từ (2) ta có ω =
-
.
Trong đó A
1
= U/K.C; B=R
ư
/K.C.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 14
}
0
0
0
TN
R
f
W
0
WW W
W
0
W
0
W
1
W
1
M M M
M
th
M
th
M
th
Thuyt minh ỏn tt nghip Bộ mụn: T ng hoỏ
Mt khỏc ta cú M =T
.K. =K.C.I
2
I
=
Thay vo phng trỡnh (2) ta cú.
==
(3)
Trong ú : A =
Phng trỡnh (3) l phng trỡnh c tớnh c bn ca ng c 1 chiu kớch t ni tip
S nguyờn lý hot ng ca ng c mt chiu kớch t ni tip
*Nhn xột
ng c 1 chiu kớch t ni tip cú c tớnh c mm v cng thay i theo ph ti. Do
ú khụng nờn s dng ng c ny cho nhng
truyn ng cú yờu cu n nh cao m dựng cho
h thng truyn ng cú yờu cu tc thay i
theo ph ti.
Kh nng quỏ ti ln v mụmen nh cun kớch t
ni tip nờn vựng I
>I
m
thỡ >
m
vỡ vy Mụmen
tng nhanh hn so vi s tng ca dũng in (I).
Rt thớch hp cho nhng truyn ng lm vic
thng cú quỏ ti ln v yờu cu Mụmen khi ng
ln : Vớ d nh mỏy khoan, cu trc , mỏy gt
Trng i hc K thut cụng nghip SVTK: Thnh Nam Lớp K2 Tin
Trang 15
U
+
R
đ
C
KT
E
TN
Rl=
0
Rl0
M
0
-
U
+
R
đ
E
+
-
I
-
W
M
0
Sơ đồ động cơ nguyên lý động cơ
một chiều kích từ độc lập.
Đặc tính cơ bản của động cơ một
chiều kích từ độc lập
U
+
C
KT
E
R
f
-
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Do đặc tính cơ mềm và có đặc tính thay đổi theo phụ tải nên với hệ thống cần ổn định tốc đọ
ta không sử dung động cơ này .
c. -Động cơ 1 chiều kích từ độc lập
Động cơ này có từ thông kích từ là hằng số (φ
kt
=const)nên phương trình đặc tính cơ của
động cơ có dạng
φ
+
−
φ
=
(1)
vì W=const nên đường đặc tính cơ (1) là đường thẳng và độ cứng β là
( )
+
φ
=β
* Nhận xét
Đường đặc tính cơ là đường thẳng và nó làm việc ổn định. Khi động cơ này
làm việc với tốc độ ổn định (không đổi) thì Mômen điện từ bằng Mômen cản trên trục động
cơ, điểm làm việc của nó tương ứng với giao điểm giữa đặc tính cơ của động cơ và đặc tính
Mômen cản của phụ tải
Nó có các phương pháp điều chỉnh đơn giản và không giây tổn hao phô
Phạm vi điều chỉnh tốc độ phụ thuộc vào nhiều yếu tố như độ bền cơ khí của phần ứng học
Rôto động cơ, khả năng chuyển mạch của vành góp độ chính xác duy trì và tốc độ đặt khi có
giao động của phụ tải tĩnh trên trục động cơ. Động cơ 1 chiều kích từ đoọc lập bìng thường chỉ
cho phép tốc độ tăng lên đến 10-20% tốc độ định mức. Nhưng với loại động cơ đặc biệt thì có
thể cho phép tốc độ từ 3-5 lần
Động cơ 1 chiều kích từ độc lập có Mômen mở máy lớn và phạm vi điều chỉnh rộng cho lên
được sử dụng rộng rãi. Trông công nghiệp nhất là trông các truyền động đòi hỏi kỹ thuật cao
như là phải đảm bảo được tốc độ yêu cầu, đảo chiều nhanh và phạm vi điều chỉnh rộng
• Nhận xét chung
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 16
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Trong các loại động cơ đã xét ở trên ta thấy động cơ 1 chiều kích từ độc lập có các tính năng
tốt hơn so với các loại động cơ khác. Vì vậy nên em chọn động cơ này cho hệ truyền động
quay chi tiết máy mài.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 17
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
2.2.2Chọn phương pháp điêù chỉnh tốc độ
Để đảm bảo cho quá trình công nghệ của máy được hợp lý thường ta phải điều chỉnh tốc
độ chuyển động của các bộ phận làm việc. Ví dụ khi đường kính chi tiết gia công thay đổi, khi
đặc điểm gia công thay dổi.v.v ta cần phải điều chỉnh tốc độ chuyển động của các bộ phận làm
việc. Trong mọi trường hợp việc điều chỉnh tốc độ cho phép ta sử dụng máy móc một cách
hợp lý nhất đảm bảo các chế độ làm việc tối ưu và thường cho phép giảm nhỏ năng lượng tiêu
thụ.
Về nguyên tắc có 2 khả năng điều chỉnh tốc độ của bộ phận làm việc là biến đổi tốc độ
quay của động cơ và biến đổi tỷ số truyền của bộ phận truyền cơ khí đặt giữa động cơ và bộ
phận làm việc. Điều chỉnh tốc độ bằng cách biến dổi tỷ số truyền của bộ truyền cơ khí làm cho
kết cấu thêm phức tạp, kém chắc chẵn hơn nỡa điều chỉnh tốc độ bằng cách này không đảm
bảo độ trơn điều chỉnh cao. Do đó việc điều chỉnh tốc độ cho truyền động quay chi tiết máy
mài, yêu cầu ta phải điều chỉnh tốc độ động cơ điện. Mặt khác điều chỉnh tốc độ động cơ điện
còn cho phép ta ổn định tốc độ quay chi tiết một cách tự động nhờ một hệ thống phù hợp.
Điều chỉnh tốc độ động cơ điện là biến đổi tốc độ động cơ một cách chủ động theo các yêu
cầu đạt ra cho các quy luật của các bộ phận của hệ thống làm việc. Như đã biết tốc độ của
động cơ điện có thể được biến đổi khi thay đổi các thông số của mạch điện hay nguồn cung
cấp. Còn lượng biến đổi thì chỉ gây ra độ sai lệch tốc độ so với trị số đặt vào mà thôi
Chất lượng của hệ thống truyền động điện điều chỉnh được đánh giá qua dải điều chỉnh, độ
cứng của đặc tính cơ, độ trơn điều chỉnh cũng như qua các chỉ tiêu kinh tế như vốn đầu tư và
phí tổn vận hành.
Trong thực tế có 3 phương pháp cơ bản để điều chỉnh tốc độ động cơ một chiều kích từ
độc lập:
+ Thay đổi điện trở phụ.
+ Thay đổi từ thông.
+Td điện áp đặt vào phần ứng động cơ.
a, Phương pháp thay đổi điện trở phụ.
Phương trình đặc tính cơ.
!
φ
+−
=ω
Giả thiết U
ư
= U
đm
= const và φ = φ
đm
= const.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 18
Thuyt minh ỏn tt nghip Bộ mụn: T ng hoỏ
Mun thay i in tr mch phn ng ta ni
thờm in tr ph (R
f
) vo mch phn ng.
Trong trng hp ny tc khụng ti lý tng.
"#$
!
=
=
cng c tớnh c:
+
=
=
.
T phng trỡnh c tớnh c ta thy.
+ Khi R
f
cng tng thỡ cng gim.
+ Phm vi iu chnh D khụng ln,
nú ph thuc vo tớnh cht v v trớ ca ph ti.
+ Ch iu chnh c cú cp vỡ: Dũng in mch phn ng thng rt ln nờn khú ch to
c bin tr iu chnh trn.
+ Vi phng phỏp ny gõy ra tn tht nng lng ln dn n khú t c sai lch tnh S
t
= 10% m cú cng c tớnh c nh vỡ h thng lm vic kộm n nh.
b. Phng phỏp thay i t thụng:
Phng trỡnh c tớnh c:
"
!
=
Khi U = U
m
, R
f
= 0 t thụng thay i thỡ
=
!
cũng thay i. Khi gim thỡ
0
tng.
=
=
Vy khi t thụng gim thỡ tng
lm cho cng gim
Trng i hc K thut cụng nghip SVTK: Thnh Nam Lớp K2 Tin
Trang 19
0
0
M
01
02
03
TN
R
f1
R
f2
Đặc tính điện trở phụ của động cơ 1c
kích từ độc lập
03
0
M
01
02
2
3
1
Các đặc tính cơ của động cơ điện một chiều
kích từ độc lập khi biến thiên.
Thuyt minh ỏn tt nghip Bộ mụn: T ng hoỏ
=
Nhn xột.
Phng phỏp ny cho ta thy cng c tớnh c gim di iu chnh ng c khụng ln.
Phng phỏp ny cú th iu chnh vụ cp vỡ mch kích t cú cụng sut nh nờn ta d dng
dựng cỏc thit b bỏn dn. Nh vy s d t ng hoỏ v cú kh nng m rng khong cỏch
iu chnh v nng cao c tớnh c.
Phng phỏp ny ít tn nng lng, tn tht cụng sut nh. Nú phự hp vi ti M
c
t l vi
tc .
c, Phng phỏp thay i in ỏp t vp phn ng ng c.
Khi thay i in ỏp ta s c mt h ng c tớnh c R
f
= 0 , =
m
!
=
;
"#$
!
=
=
=
"#$
=
=
Ta nhn thy cỏc c tớnh c ca ng c kớch
t c lp khi gim in ỏp t vo phn ng
ng c thỡ cng khụng thay i v khi ú
nhn c h c tớnh l cỏc ng song song vi ng c tớnh c t nhiờn nờn W bng
nhau. Vi phng phỏp ny m bo iu chnh trn c tc .
M = KI
khụng ph thuc vo in ỏp M = const.
Trng i hc K thut cụng nghip SVTK: Thnh Nam Lớp K2 Tin
Trang 20
0
M
01
02
0
U
đm
U
2
U
1
Đặc tính điện trở phụ của động cơ
1c kích từ độc lập khi thay đổi điện
áp
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Do vậy mà khả năng đạt tốc độ sai lệch tĩnh S
t
≤ 5%.
• Kết luận.
Từ những phân tích trên ta thấy rằng để đáp ứng
được cho hệ thống truyền động.
+ Sai lệch tĩnh : S
t
< 5%.
+ Dải điều chỉnh : D = 10/1.
+ M
c
= const.
+ Điều chỉnh tốc độ trơn.
Ta chọn động cơ một chiều kích từ độc lập, chọn
phương pháp thay đổi điện áp vào phần ứng động
cơ để điều chỉnh tốc độ cho hệ thống truyền đông
cho máy mài tròn.
Phương pháp thay đổi điện áp biến năng lượng
điên xoay chiều thành dòng một chiều có sức điện
động E
b
thay đổi được nhờ tín hiệu điều khiển của U
đk
do nguồn công suất hữu hạn so với
động cơ .
ở chế đo xác lập ta có thể viết phương trình đặc tuyến
của hệ thống là:
E
b
- E
ư
= I
v
(R
b
+ R
ư
)
E
ư
= KWφ
đm
%
%
&
φ
+
−
φ
=
Hay:
β
−=
!
Trong đó E
b
: Là sức điện động của bộ biến đổi.
R
b
: Là điện trở bộ biến đổi.
Do từ thông φ = const nên độ cứng β = const vậy W
0
phụ thuộc vào U
đk
của hệ thống. Do đó
phương pháp này là tối ưu.
2.2 Phân tích chọn bộ biến đổi.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 21
W
0
W
1
W
2
0
α=0
W
M
§Æc tÝnh ω cña hÖ thèng
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Cấu trúc mạch động lực của hệ truyền động điều chỉnh tốc độ động cơ điện bao giờ cũng cần
cho bộ biến đổi. Các bộ biến đổi cung cấp điên cho mạch phần ứng động cơ hay kích từ của
động cơ . Cho đến nay trong công nghiệp sử dụng 4 loại biến đổi chính bao gồm:
Bộ biến đổi máy điện
Bộ biến đổi từ.
Bộ biến đổi chỉnh lưu bán dẫn
Bộ biến đổi xung áp một chiều.
Tương ứng với các bộ biến đổi trên mà ta có các hệ truyền động.
Hệ truyền động máy phát động cơ
Hệ truyền động máy điện khuyếch đại động cơ .
Hệ truyền động khuyếch đại từ động cơ .
Hệ truyền động van – động cơ
Hệ truyền động xung áp động cơ
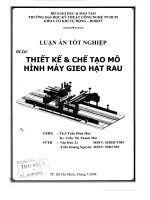
2.3.1 Hệ thống máy phát động cơ .
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 22
CKF
§S
F
K
F
§
BT
F
CKF
K
E
F
I
-
T
T
N
N
CKF
(S¬ ®å cÊu tróc hÖ thèng F-D)
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Nguyên lý điều chỉnh
Dùng động cơ sơ cáp để kéo máy phát F và F
k
(F
k
)làm máy phát tự kích để cung cấp kích từ
cho náy phát F và động cơ Đ. Máy phát F có nhiệm vụ cung cấp điện áp thay đổi được cho
động cơ Đ. Muốn thay đổi sức điện đông cho máy phát ta thay đổi r
kf
. Đảo chiều E
f
bằng
cách đảo chiều T hoặc N.
Phương trình đặc tính cơ :
&
'
φ
+
−
φ
=
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 23
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Từ phương trình đặc tính ta có dạng tính cơ như sau:
Nhận xét.
Hệ thống máy phát động cơ có các chỉ tiêu chất lượng của hệ thông điện áp nhưng nó cũng
có nét đặc trưng.
Phạm vi điều chỉnh Đ có liên quan đến từ thông dư của máy phát.
Do điều chỉnh mạch kích từ của máy phát có công suất nhỏ cho nên dễ dàng điều chỉnh trơn
và dễ tạo ra hệ thống mở rộng phạm vi điều chỉnh và nâng cao đặc tính cơ.
Mọi chế độ làm việc của động cơ đều làm việc trên mạch kích từ của máy phát.
Hệ thống rất linh hoạt chuyển từ chế độ làm việc này sang chế độ làm việc khác.
Nó có thể làm việc ở chế độ động cơ ứng với góc phần tư thứ nhất hoặc thứ ba (quay thuận
hoặc quay ngược) và nó cũng có thể làm việc ở chế độ ứng với góc phần tư thứ hai và thứ tư,
đồng thời có thể làm việc ở chế độ hãm động năng I
KF
= 0 lúc này động cơ đóng vai trò như
một điện trở . Nó có thể làm việc ở chế độ hãm được giới hạn bởi trục hoành và I
KF
= 0 .
• Nhược điểm của hệ thống .
Công suất đạt lớn hơn 3 lần công suất yêu cầu chiếm nhiều diện tích, cồng kềnh.
Do sử dụng nhiều máy điện nên khi làm việc gây nhiều tiếng ồn hiệu suất thấp.
η
F-Đ
= η
ĐS
.η
S
.η
Đ
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 24
( I )( II )
( III )
( IV )
0
W
M
TN
I
KF
=0
Thuyết minh đồ án tốt nghiệp Bé môn: Tự động hoá
Do máy có từ dư nên đặc tính từ hoá trễ vì vậy khó điều chỉnh tốc độ.
2.3.2Hệ thống khuyếch đại từ - động cơ .
* Nhận xét :
Hệ thống khuyếch đại từ động cơ là phần tử tĩnh làm việc không gây tiếng ồn.
Làm việc tin cậy dễ tự động hoá.
Để tạo ra những hệ thông truyền động điện chất lương cao với những truyền động, động cơ
công suất nhỏ thì người ta mắc trực tiếp vào mạch phần ứng.
Với những hệ thống truyền động công suất lớn người ta có thêt khuyết đại từ để cung cấp
cho hệ thông kích từ của máy phát. Khi đó khuyếch đại từ vừa làm nhiệm vụ cung cấp kích từ
vừa làm nhiệm vụ phân tích tổng hợp tín hiệu phản hồi.
Là phần tử phi tuyến, nó có quán tính lớn.
Đặc tính cơ của hệ thống tồn tại những vùng không điều chỉnh đó là.
I
đm max
thì X
k
không thể bằng 0.
I
đm min
thì X
k
không thể bằng vô cùng.
Vùng điều chỉnh D bị thu hẹp lại.
Hiệu suất thấp máy cồng kềnh.
Trường Đại học Kỹ thuật công nghiệp SVTK: Thành Nam Líp K2 Tin
Trang 25
BA
~ ~
U
®k
D
1
D
2
D
3
§
D
S¬ ®å nguyªn lý §Æc tÝnh c¬