các giải pháp, phương pháp khắc phục, giảm thiểu ô nhiễm trong quy trình mạ crôm
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (328.76 KB, 36 trang )
LỜI NÓI ĐẦU
Công nghệ mạ điện kim loại đã ra đời và phát triển từ rất lâu trên thế giới. Ở
Việt Nam ngành mạ điện đang phát triển mạnh như ở Hà Nội, TP HCM, Bình
Dương để đáp ứng nhu cầu tiêu dùng ở cả trong và ngoài nước. Tuy nhiên hầu hết
các cơ sở mạ điện ở Việt Nam đều có đặc trưng là mặt bằng sản xuất chật hẹp, nằm
xen kẽ trong khu dân cư, quy mô sản xuất nhỏ, sản xuất kiểu gia đình, công nghệ
thiết bị lạc hậu xuống cấp.
Mạ không chỉ bảo vệ kim loại nền khỏi bị ăn mòn mà còn có tác dụng trang trí.
Tùy theo mục đích sử dụng mà áp dụng nhiều kỹ thuật mạ phủ các kim loại khác
nhau, phổ biến nhất trong ngành mạ tiểu thủ công nghiệp là mạ phủ các kim loại
như Đồng, Niken, Kẽm, Crôm, Vàng và Bạc. Trong bài tiểu luận này chúng em
xin được tìm hiểu về công nghệ mạ Crôm. Lớp mà crôm với ưu điểm có độ bóng
cao, màu sắc bắt mắt, được dung để trang trí, bảo vệ và tạo độ chịu mài mòn cho
sản phẩm nên được ứng dụng khá rộng rãi.
Kỹ thuật mạ crôm ngày nay đã có những bước tiến nhảy vọt nhằm tạo ra lớp mạ
có cấu trúc tinh thể, mịn, dẻo, độ bám tốt, không xốp, không bong. Tuy nhiên, mạ
điện nói chung và mạ crôm nói riêng là một ngành có mức độ ô nhiễm môi trường
cao bởi các tác nhân chính như hơi hóa chất độc hại, nước thải có pH thay đổi lớn,
chứa các ion kim loại nặng dễ gây cho con người những căn bệnh hiểm nghèo.
Việc khắc phục các tác nhân gây ô nhiễm nêu trên nhằm bảo đảm môi trường
làm việc cho những người trực tiếp sản xuất và bảo vệ môi trường chung là vấn đề
kỹ thuật bắt buộc, ngay cả khi cở sở sản xuất đặt trong khu công nghiệp tập trung
hay sản xuất nhỏ lẻ. Chính vì lẽ đó, trong bài tiểu luận này chúng em cũng sẽ đưa
ra các giải pháp, phương pháp khắc phục, giảm thiểu ô nhiễm trong quy trình mạ
crôm .
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 1
Do hạn chế về trình độ, kinh nghiệm, kiến thức và thời gian, bài tiểu luận sẽ
không tránh khỏi những thiếu sót. Rất mong nhận được ý kiến đóng góp, phản hồi
của cô giáo và các bạn.
Chúng em xin chân thành cảm ơn!
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 2
I. ĐẶC ĐIỂM CÔNG NGHỆ SẢN XUẤT MẠ CRÔM
I.1. Nguyên liệu dùng trong quy trình mạ crôm
a) Phôi mạ: Các kim loại như : Sắt, Đồng, Niken, Chì, Kẽm,…
b) Dung dịch mạ:
Gồm nhiều thành phần như axit Cromic (H
2
CrO
4
), H
2
SO
4
, Cr
3+
, K
2
SiF
6
, NaOH,
NH
4
F nhưng chủ yếu vẫn là axit Cromic. Axit Cromic không có trong tự nhiên, ta
điều chế bằng cách hòa tan Trioxit Crom (CrO
3
) trong nước tạo ra Axit Cromic :
CrO
3
+ H
2
O => H
2
CrO
4.
Các dung dịch mạ Crom đều có thành phần chất tham gia như nhau, tuy nhiên
tùy trường hợp mạ khác nhau mà có nồng độ thành phần khác nhau.
c) Vật liệu để gia công bề mặt kim loại trước khi mạ :
- Vật liệu gia công cơ học (mài, đánh bóng…):
Gia công cơ học là quá trình giúp cho bề mặt vật mạ có độ đồng đều và độ nhẵn
cao, giúp cho lớp mạ bám chắc và đẹp. Có thể thực hiện gia công cơ học bằng
nhiều cách : mài, đánh bóng (là quá trình mài tinh), quay xóc đối với các vật nhỏ,
chải, phun tia cát hoặc tia nước dưới áp suất cao .Quá trình gia công cơ học làm
lớp kim loại bề mặt sản phẩm bị biến dạng, làm giảm độ gắn bám của lớp mạ sau
này. Vì vậy trước khi mạ cần phải hoạt hóa bề mặt trong axit loãng rồi đem mạ
ngay.
- Vật liệu mài: Các loại bột mài như nhôm ôxit (Al
2
O
3
), lơ đánh bóng.
- Vật liệu đánh bóng: Mùn cưa, bột mài, axit sunfuric (H
2
SO
4
) 5%, chất hoạt
động bề mặt như bột cây, trái bồ kết.
- Hóa chất sử dụng cho tẩy dầu mỡ :
Bề mặt kim loại sau nhiều công đoạn sản xuất cơ khí, thường dính dầu mỡ, dù
rất mỏng cũng đủ để làm cho bề mặt trở nên kị nước, không tiếp xúc được với
dung dịch tẩy, dung dịch mạ… Có thể tiến hành tẩy dầu mỡ bằng các cách sau:
Tẩy trong dung môi hữu cơ như tricloetylen C
2
HCl
3
, tetracloetylen C
2
Cl
4
,
cacbontetraclorua CCl
4
… chúng có đặc điểm là hòa tan tốt nhiều loại chất béo,
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 3
không ăn mòn kim loại, không bắt lửa. Tuy nhiên, sau khi dung môi bay hơi, trên
bề mặt kim loại vẫn còn dính lại lớp màng dầu mỡ rất mỏng làm bề mặt không
sạch, cẩn phải tẩy tiếp trong dung dịch kiềm. Tẩy trong dung dịch kiềm
nóng NaOH có bổ sung thêm một số chất nhũ tương hóa như Na
2
SiO
3
, Na
3
PO
4
…
Với các chất hữu cơ có nguồn gốc động thực vật sẽ tham gia phản ứng xà
phòng hóa với NaOH và bị tách ra khỏi bề mặt. Với những loại dầu mỡ khoáng
vật thì sẽ bị tách ra dưới tác dụng nhũ tương hóa của Na
2
SiO
3
. Tẩy trong dung dịch
kiềm bằng phương pháp điện hóa, dưới tác dụng của dòng điện, oxy và hidro thoát
ra có tác dụng cuốn theo các hạt mỡ bám vào bề mặt. Tấy bằng phương pháp này
dung dịch kiềm chỉ cần pha loãng hơn so với tẩy hóa học đã đạt hiệu quả. Tẩy dầu
mỡ siêu âm là dùng sóng siêu âm với tần số dao động lớn tác dụng lên bề mặt kim
loại, những rung động mạnh sẽ giúp lớp dầu mỡ tách ra dễ dàng hơn.
- Hóa chất tẩy gỉ: axit HCl, H
2
SO
4
10%, HNO
3
, muối FeSO
4
, Fe(NO
3
)
2
, chất ức
chế ăn mòn (NH
4
)
2
CS, urotropin, gieelatin, phenol.
I.2. Quy trình công nghệ mạ crôm tổng quát
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 4
- Mạ điện tiến hành trong các bể mạ với dòng điện một chiều.
- Vật cần mạ là catot được nối với cực âm của nguồn điện một chiều.
Kim loại dùng để mạ là anot và được nối với cực dương.
- Quá trình điện cực xảy ra như sau:
+ Ở catot xảy ra quá trình khử của kim loại cần mạ :
[Me(H
2
O)
X
]
z+
+ ze = Me + xH
2
O
Me: kim loại tạo nên lớp mạ.
Đồng thời ở catot còn có quá trình phụ khử hydro:
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 5
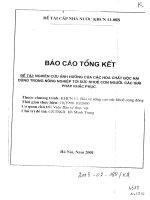
Sơ đồ nguyên lý thiết bị mạ điện crôm
Mài thô, mài tinh
Gia công bề mặt
Đánh bóng, quay bóng
Làm sạch bằng hoá học
Làm sạch bằng điện giải
Tẩy gỉ
Mạ kẽm
Thành phẩmSấy khô
Bụi gỉ
Nước thải chứa hoá chất
Bụi kim loại
Nước thải kiềm
Nước thải hữu cơ
Nước thải và hơi acid
Tẩy dầu mỡ
Mạ bạc Mạ Crom
Mạ đồng đen
Mạ vàng
Mạ đồng
Mạ Niken
2H
+
+ 2e = H
2
↑
+ Ở anot xảy ra quá trình hòa tan điện hóa (oxy hóa) kim loại cần dùng để mạ:
Me + xH
2
O = [Me(H
2
O)
x
]
z+
+ ze
4 OH
-
= O
2
↑ + 2H
2
O + 4e
Me: kim loai cần mạ.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 6
Quy trình mạ
Mô tả quy trình công nghệ mạ điện.
- Tẩy sạch bề mặt nguyên liệu mạ: tẩy sạch bề mặt cần mạ bằng gia công cơ khí
như mài thô, mài tinh, đánh bóng nhằm làm bằng các chỗ lồi lõm, vết hàn, các sản
phẩm gỉ tích tụ trên bề mặt, làm cho bề mặt tương đối bằng phẳng, nhẵn bóng. Đối
với những chi tiết có hình phức tạp, nhỏ bé không thể dùng mô tơ đánh bóng thì
phải dùng thùng quay bóng.
- Tẩy dầu mỡ: đối với dầu mỡ có nguồn gốc thực vật (dầu ) hay động vật (mỡ) dùng
xà phòng để tẩy. Đối với dầu mỡ có nguồn gốc dầu mỏ không thể xà phòng hóa
nhưng dễ tẩy trong dung môi hữu cơ, dịch kiềm và nhũ tương. Hàm lượng NaOH
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 7
thấp hiệu quả tẩy dầu thấp, nhưng nếu quá cao khi tẩy dầu xà phòng tạo ra khó hoà
tan, làm giảm hiệu quả tẩy dầu. Để duy trì dung dịch có độ kiềm ổn định, khống
chế sự thay đổi hàm lượng NaOH thường cho vào các loại muối như Na
2
CO
3
,
Na
3
PO
4
…. Sự có mặt của các chất hoạt động bề mặt, và chất nhũ hóa (natri silicat)
để tăng khả năng tẩy các chất không xà phòng hoá được.
- Tẩy gỉ: tiến hành sau khi đã làm sạch dầu mỡ trên bề mặt, chi tiết cần mạ thường
có lớp oxít phủ bên ngoài. Lớp ôxít này sinh ra khi đánh bóng không bôi dầu hoặc
để lâu ngoài không khí bị ôxi hoá hoặc chi tiết có những phần không cần đánh
bóng. Nếu trước khi mạ không tẩy lớp oxít này đi thì lớp mạ không bám chắc, khi
sử dụng hay va chạm sẽ bị bong ra. Vì vậy, cần phải tẩy sạch lớp oxít trước khi mạ.
- Mạ phủ kim loại: Phôi mạ sau khi tẩy sạch bề mặt và được rửa sạch bằng nước
được đưa vào bể mạ.
- Sấy khô và hoàn thành sản phẩm : Các chi tiết sẽ được sấy khô sau công
đoạn mạ. Sau đó chúng sẽ được kiểm tra và đưa vào kho lưu trữ.
I.3. Sản phẩm của quá trình mạ crôm
- Đặc điểm: Lớp mạ Crom có độ bóng cao, màu trắng sang, có ánh xanh. Crom
được mạ để trang trí hoặc bảo vệ các vật mạ, chịu mài mòn, tăng tính phản xạ ánh
sang của sản phẩm.
- Sản phẩm mạ thường gặp: Phụ tùng xe hơi, xe gắn máy, đồ gia dụng, làm
gương phản chiếu, mạ khuôn, xi lanh, vòng găng của động cơ đốt trong,…
I.4. Nhu cầu về năng lượng, nước và tài nguyên
Về năng lượng
Điện là loại năng nượng được sử dụng nhiều tại các cơ sở mạ điện, cung cấp
năng lượng cho hầu hết các loại máy móc, thiết bị và động cơ trong nhà máy như
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 8
các thiết bị quay tại công đoạn quay bóng, máy mài, công đoạn phủ mạ, ngoài ra
điện còn sử dụng cho chiếu sáng, các loại quạt thông gió, quạt mát, công trình phụ
trợ…
Về nước sử dụng
Trong các công nghệ mạ điện, nước được sử dụng chủ yếu tại các công đoạn
như: quay bóng ướt, tẩy dầu mỡ, tẩy gỉ, rửa sau mạ, nước cung cấp cho lò hơi và
có một phần trong các dung dịch mạ.
Về tài nguyên khoáng sản:
Nguyên liệu đầu vào chú yếu của ngành mạ Crom là các kim loại như Sắt,
Đồng, Niken, Chì, Kẽm…, đây là những loại tài nguyên quý giá đối với các quốc
gia, có vai trò to lớn trong quá trình phát triên kinh tế.
Ngoài ra, các công nghệ mạ điện còn sử dụng một số lượng rất lớn các nhiên
liệu khác như than đá, dầu DO, FO, đây là những loại tài nguyên không tái tạo
được nên việc sử dụng các tài nguyên này cần có một quá trình đánh giá và phân
bố hợp lý.
Nhận xét
Đối với công nghệ mạ điện nói chung và crom nói riêng vấn đề tiêu thụ tài
nguyên cần quan tâm là tiêu thụ tài nguyên khoáng sản và năng lượng điện.
Đầu vào của ngành mạ điện chủ yếu là kim loại, nhiên liệu đốt, các mỏ đại
khai là một loại tài nguyên không tái tạo được, nhưng việc sử dụng và khai thác
loại tài nguyên này đang là một áp lực lớn cho các nhà quản lý. Yêu cầu về một
biện pháp khai thác hợp lý và một vật liệu thay thế là rất cần thiết.
Điện được sử dụng cho hầu hết các thiết bị, máy móc trong xưởng mạ, cho cả
mục đích sản xuất và tiêu dùng. Vấn đề cần quan tâm đối với loại tài nguyên này là
tiết kiệm năng lượng. Thiết kế một hệ thống chiếu sáng, quạt thông gió, và một
chương trình vận hành phù hợp để tiết kiệm được tối đa lượng điện tiêu thụ. Nâng
cao ý thức trong sử dụng điện của các đối tượng trong công ty.
Vấn đề tiêu thụ nước đối với ngành mạ điện là không đáng kể và lượng
nước cung cấp cho các công đoạn trong sản xuất không nhiều, chủ yếu cho khâu
tẩy rửa và sinh hoạt. Nhưng cũng cần có những biện pháp nhằm tiết kiệm lượng
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 9
nước sử dụng, vừa tiết kiệm chi phí vừa giảm những tác động đến tài nguyên và
môi trường.
I.5. Tính chất công nghệ
Crôm (Cr) điện giải là kim loại bạc có ánh xanh; có độ cứng rất cao và chịu
mài mòn rấttốt. Nhiệt độ nóng chảy 1750 – 1800
o
C. Theo điện thế tiêu chuẩn
(Cr/Cr
3+
= -0,7V) thì nó thuộc các kim loại hoạt động. Nhưng trong khí quyển bề
mặt Crôm được sinh ra lớp màng mỏng oxit rất kín, chắc, chống ăn mòn rất tốt,
làm cho Crôm giữ được màu dắc và độ bóng rất cao.Crôm bền trong khí quyển ẩm,
trong không khí chứa H
2
S và SO
2
; trong các dung dịch axit sunfuric, nitric,
photphoric, axit hữu cơ và dung dịch kiểm. Nhưng trong dung dịch axit HCl và
trong H
2
SO
4
đặc nóng Crôm bị hoà tan do màng oxyt bị phá huỷ.Trong các hợp
chất, Crôm thường có hoá trị +3 và +6. Hợp chất Crôm hoá tri +6 là chấtoxy hoá
mạnh. CrO
3
hoà tan trong nước tạo thành hỗn hợp các axit Cromic.
Mạ crôm trang sức rất mỏng trong hệ lớp mạ bảo vệ trang sức, mạ Crôm bảo
vệ chống ăn mòn. Mạ điện Crôm khác một cách căn bản so với các quá trình mạ
điện khác là sự kết tủa kim loại Crôm từ dung dịch axit Cromic (H
2
CrO
4
), chứ
không phải là từ dung dịch muối hoà tan của kim loại. Sự kết tủa của Crôm từ dung
dịch axit Crômic (Crôm chứa trong anion CrO
4
2-
) thường diễn ra với sự có mặt của
axit H
2
SO
4
, axit floboric HBF
4
, axitflosilicic H
2
SiF
6
. Những axit thêm vào đó tác
dụng như những chất xúc tác, dung dịch mạ Crôm rất nhạy với các chất bẩn.Lý
thuyết quá trình mạ điện của Crôm vẫn còn chưa được xác định hoàn toàn. Một
trong các lý thuyết cho rằng, quá trình diễn ra trên catốt, từ Crôm có oxy hoá + 6
(CrO
3
) chuyển thành Crôm có số Oxy hoá +3 (trong Cr
2
O
3
) rồi Crôm +2 (CrO) và
cuối cùng thành Crôm kim loại.
2CrO
3
+ 6H + 6e → Cr
2
O
3
+ 3H
2
O
2Cr
2
O
3
+ 4H
+
+ 4e → 4CrO + 2H
2
O
CrO + 2H
+
+ 2e → Cr ↓+ H2O
2H
+
+ 2e→ H
2
↑
Thuyết Muller cho rằng trong khoảng không gian Catốt có hình thành hợp chất
Cr(OH)CrO
4
và bị khử theo quá trình:
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 10
Cr(OH)CrO
4
+ H
+
+ e → CrCrO
4
+ H
2
O
CrCrO
4
+ 2e → Cr ↓+ CrO
4
2-
II. CÁC CHẤT THẢI PHÁT SINH TRONG QUY TRÌNH CÔNG NGHỆ MẠ
CRÔM VÀ ẢNH HƯỞNG CỦA NÓ
II.1. Vật chất đầu vào, đầu ra và độc tính của các hóa chất sử dụng trong
quy trình mạ crôm
Đầu vào Đầu ra Độc tính của hóa chất sử dụng
- Vật mạ: kim loại
- Vật liệu mài: các
loại bột mài như
oxit nhôm (Al
2
O
3
),
lơ đánh bóng.
- Vật liệu quay
bóng như mùn cưa,
bột mài, vôi bột,
axit sunfuric 5%,
chất hoạt động bề
mặt như bột cây,
trái bồ kết.
- Hóa chất sử dụng
cho tẩy mỡ: dung
môi hữu cơ, dung
dịch kiềm và nhũ
tương, điện hóa.
- Hóa chất tẩy gỉ:
axit HCl, H
2
SO
4
nồng độ 10%,
HNO
3
, muối
FeSO
4
, Fe(NO
3
)
2
,
chất ức chế ăn mòn
(NH
4
)
2
CS,
urotropin, gieelatin,
phenol.
- Vật mạ sau gia công.
- Bụi từ quá trình mài
và quay bóng khô: bột
mài, mùn cưa, bụi kim
loại như sắt, đồng,
kẽm, oxit crom,
silic…
- Lơ đánh bóng bị
mòn, hư.
- Vật liệu bị rò rỉ, rơi
vãi.
- Nước thải từ khâu
quay bóng ướt chứa
các thành phần như
axit H
2
SO
4
, chất hoạt
động bề mặt, , dầu
mỡ, muối kim loại.
- Nước thải tẩy rửa
chứa dung dầu mỡ,
dung môi hữu cơ,
kiềm, nhũ tương.
Muối kim loại, axit,
các chất hữu cơ và xà
phòng.
- Hơi dung môi, hơi
axit.
- Axit H
2
SO
4
: Ở dạng đặc tiếp xúc với
cơ thể sống sẽ nhanh chống gây bỏng
nặng, phá hủy tế bào. H
2
SO
4
loãng
không có tác động gây bỏng tức thời
nhưng tiếp xúc lâu ngày gây hại da,
viêm da, viêm đường hô hấp trên, gây
viêm phế quản mãn.
- Axit HCl: dung dịch bốc khói trong
không khí. Có độ axit mạnh, gây ăn
mòn nhanh, khi dính vào niêm mạc, da
gây bỏng, rát ngứa, nếu hít thở phải
gây kích thích đường hô hấp.
- Axit HNO
3
: chất lỏng bốc khói trong
không khí, có tính ăn mòn mạnh. Hơi
HNO
3
kích thích niêm mạc cơ, mắt,
đường hô hấp trên và da.
- NaOH (Caustic soda): chất rắn dễ
chảy rữa trong không khí, ăn mòn
mạnh. Cả dạng rắn và dạng lỏng là
chất ăn mòn đối với tế bào cơ thể, gây
bỏng rất sâu, rất khó lành. Tiếp xúc
với dung dịch lỏng lâu ngày cũng gây
hư da, viêm da, không khôi phục được.
Hít phải sẽ gây tổn thương đường hô
hấp, phổi.
- Các hợp chất xyanua (KCN,
NaCN): xyanua bay hơi tạo ra HCN
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 11
- Nước cấp, xút
(NaOH), xà phòng.
- Phôi mạ: sắt,
đồng, niken, chì,
kẽm.
- Axit
cromic(CrO
3
), phụ
gia như SO
4
2-
,
SiF
6
2-
- Sinh ra các khí H
2
,
oxit nito nếu tẩy gỉ
cho đồng.
- Sản phẩm mạ.
- Nước thải chứa axit
sunfuric, cromat, axit
cromic, thành phần
phụ gia.
cản trở oxy hóa của tế bào, gây chết do
ngạt thở. Công nhân tiếp xúc hàng
ngày mắc “chứng xianua” là bị ngứa,
nổi mụn sần, chấm đỏ trên da. Tiếp
xúc lượng nhỏ xianua trong thời gian
lâu có các triệu chứng như kém ăn,
đau đầu, yếu mệt, ói, hóa mắt, chóng
mặt, ngứa đường hô hấp.
- Các hợp chất crôm(CrO
3
, Cr
2
(SO
4
)
3
,
K
2
Cr
2
O
7
): gây ăn mòn da và các màng
cơ. Bộ phận tiếp xúc như niêm mạc
mũi, tay, cánh tay, gây những tổn
thương sâu, mụn nhọt loét sâu khó
lành và để lại sẹo. nếu tiếp xúc lâu dài
gây thủng niêm mạc mũi, cromat còn
gây ung thư phổi.
- Amoniac (NH
4
OH) và các hợp chất
amoni: bay hơi giải phóng NH3 là
chất có khả năng gây nổ, gây kích ứng
mạnh cho mặt da và những nơi tiếp
xúc, ăn mòn rất mạnh. Gây các bệnh
về da, đường hô hấp, mắt, niêm mạc
phổi. triệu chứng ngứa mắt, sưng mí
mắt, ngứa mũi, cổ họng, ho, ói và khó
thở
II.2. Các hoạt động và công trình phụ trợ
Lò hơi
- Mục đích sử dụng: cung cấp nhiệt cho các công đoạn sản xuất cần sử dụng
nhiệt như tẩy rửa, sấy.
- Nhiên liệu sử dụng cho lò hơi: các loại nhiên liệu đốt như dầu FO, DO, Than,
Củi, Gas.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 12
- Vấn đề môi trường phát sinh: từ quá trình đốt tạo ra tro bụi, chất bốc trong
củi, nhiệt độ, hơi nước và các loại khí thải như SO
2
, SO
3
, NO
x
, CO, CO
2
,
O
2
dư, N
2
,
có khả năng tạo mồ hóng do ngưng tụ các phân tử cacbua – hydro nặng từ quá
trình đốt củi trong điều kiện thiếu oxy và nhiệt độ buồng đốt thấp.
- Để giảm thiểu các vấn đề về khí thải phát sinh từ quá trình đốt của lò hơi thì
khí thải phải được thu gom và xử lý đạt các tiêu chuẩn về môi trường không khí
hiện hành.
Khu vực nhà kho
- Mục đích sử dụng: được xây dựng, bố trí để bảo quản các loại nguyên vật
liệu, nhiên liệu, sản phẩm lưu kho và lưu trữ các chất thải, đặc biệt là chất thải
nguy hại.
- Nhà kho được xây dựng theo các yêu cầu kỹ thuật để đảm bảo các nguyên vật
liệu không bị gỉ, không bị giảm chất lượng. Có các hệ thống báo động, thiết bị
phòng chống sự cố đảm bảo an toàn phòng chống cháy nổ, đổ tràn các loại hóa
chất lỏng, kịp thời ứng cứu khi có sự cố xảy ra. Đối với những chất nguy hiểm và
chất thải nguy hại thì nhà kho phải được thiết kế theo quy định của pháp luật về
lưu trữ chất nguy hại.
- Các vấn đề quan tâm: sự cố cháy nổ, đổ tràn hóa chất.
Máy phát điện
- Mục đích: sử dụng tại công đoạn mạ điện, tạo tính ổn định cho dòng điện để
đảm bảo những yêu cầu kỹ thuật của sản phẩm sau khi mạ.
- Nhiên liệu sử dụng: máy phát điện sử dụng các loại nhiên liệu như dầu DO,
FO để tạo nhiệt, vấn đề môi trường phát sinh ở đây là khí thải từ quá trình đốt
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 13
nhiên liệu, các khí này nếu không được thu gom xử lý sẽ làm ô nhiễm môi trường
không khí tại các khu vực xung quanh.
Các hoạt động vận chuyển
- Quá trình nhập nguyên vật liệu, nhiên liệu và xuất sản phẩm có sự ra vào của
các loại xe tải, quá trình này làm phát sinh các loại khí thải, tạo ra một lượng bụi
do quá trình di chuyển, đây là những tác nhân góp phần gây ô nhiễm môi trường
không khí trong khu vực nhà máy. Ảnh hưởng đến sức khỏe của công nhân trực
tiếp thực hiện giao nhận hàng và các đối tượng xung quanh.
- Các khí thải này rất khó kiểm soát vì tính chất phân tán, nhỏ lẽ và ít được quan
tâm trong các doanh nghiệp.
II.3. Ô nhiễm nguồn nước
Nguồn gây ô
nhiễm
Dòng thải và thành
phần chính
Mức độ tác động lên con người
và môi trường.
Công đoạn quay
bóng ướt
Nước thải chứa các
thành phần: kim loại
nặng, acid sunfuric, chất
hoạt động bề mặt.
- Gây ô nhiễm nguồn nước mặt,
ảnh hưởng đến môi trường sống
và quá trình phát triển của các
loài sinh vật, thông qua sự tích
lũy của các kim loại nặng trong
chuỗi thức ăn sẽ đi vào con người
và gây nên những bệnh nguy
hiểm như: ung thư, ngộ độc mãn
tính, với nồng độ cao gây nên độc
cấp tính và có thể dẫn đến tử
vong.
- Cr(VI) đi vào cơ thể dễ gây biến
chứng, tác động lên tế bào, lên
mô tạo ra sự phát triển tế bào
không nhân, gây ung thư, dù chỉ
một lượng nhỏ cũng có thể gây
Tẩy dầu mỡ bằng
dung môi hữu cơ.
Nước thải chứa các chất
dầu mỡ, dung môi và
kim loại nặng.
Tẩy dầu mỡ điện
hóa.
Nước thải chứa độ acid
hoặc độ kiềm cao.
Tẩy dầu mỡ bằng
kiềm và nhũ tương.
Nước thải chứa độ kiềm
cao và nhũ tương.
Tẩy rỉ hóa học. Nước thải chứa độ acid
cao hơn 10% và muối
kim loại nặng.
Mạ Crom Nước thải chứa Cromat,
acid sunfuaric.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 14
độc đối với con người. Nếu Crom
có nồng độ lớn hơn giá trị 0,1mg/l
gây rối loạn sức khoẻ như nôn
mửa
Chỉ tiêu Đơn vị
Nước thải
chưa xử lý
Tiêu chuẩn kiểm soát
TCVN 5945 - 2005
Loại C Loại B Loại A
pH - 3 – 11 5-9 5,5 – 9 6 – 9
Crom (Cr VI) mg/l 1,0 – 100 0.5 0,1 0,05
II.4. Các chất thải rắn
Nguồn gây ô nhiễm
Dòng chất thải và thành phần
chính Mức độ tác
động
Chất thải nguy
hại
Rác thải khác
Chất thải
rắn từ các
công đoạn
Khâu chuẩn bị
nguyên liệu
Không có
- Bao bì, dây
buộc nguyên
liệu, hộp đựng
các vật mạ
như: các chi
tiết nhỏ, thiết
bị.
Chất thải nguy
hại nếu không
được thu gom,
lưu trữ và xử
lý theo đúng
quy định pháp
quy sẽ gây hại
cho môi
trường và con
Mài thô, mài
tinh, quay bóng
Không có - Bao bì đựng
vật liệu mài và
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 15
Bảng các chỉ số ô nhiễm của nước thải mạ
crôm
sản xuất
khô, quay bóng
ướt
vật liệu đánh
bóng, bao bì
hóa chất, các
lơ đánh bóng
bị hư…
người.
Tẩy dầu mỡ, tẩy
gỉ
- Các thùng
chứa hóa chất có
tính chất độc
hại: dư dung
môi hữu cơ, acid
(HCl,
H
2
SO
4
,HNO
3
),
xút, các muối
(FeSO
4
,
Fe(NO
3
)
2
,
(NH4)
2
CS
- Bao bì đựng
xà phòng
Quá trình mạ
- Thùng chứa
các dung dịch
mạ và các chất
phụ gia khác
(H
3
BO
3
,
NaCH
3
COO-, o-
benzen
sunfamit,
paratoluen
sunfamit…)
Chất thải
rắn khác
Bùn thải từ quá
trình xử lý nước
thải
Chất thải nguy
hại chứa chủ yếu
là cặn kim loại
nặng (tùy thuộc
vào loại mạ và
công nghệ mạ).
II.5. Ô nhiễm môi trường không khí
Nguồn gây ô
nhiễm
Dòng thải và thành phần
chính
Tác động đến con người và
môi trường
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 16
Công đoạn
mài thô, mài
tinh.
Bột mài, bụi kim loại, SiO
2
,
Cr
2
O
3.
-Làm ô nhiễm môi trường
không khí trong khu vực sản
xuất và khu vực xung quanh.
-Tác động sinh vật: làm giảm
độ tiếp xúc với ánh sáng , khả
năng hô hấp của thực vật. khi
lắng đọng xuống nguồn nước
sẽ làm nhiễm bẩn nguồn nước,
có thể đi vào cơ thể động vật và
con người qua chuỗi thức ăn.
-Tác động trực tiếp của bụi
thải đối với con người: gây
những bệnh về mắt, phổi và da.
Quay bóng
khô, ướt.
Bụi mùn cưa, bột mài, oxit
sắt, oxit đồng, oxit crom.
Công đoạn
tẩy rửa
Hơi dung môi, hơi axit, khí
hydro, và oxit nito nếu rửa
đồng.
Công đoạn
mạ
Hơi axit (H
2
SO
4
,H
2
CrO
4
), hơi
dung môi, khí thoát ra từ bể
mạ như H
2
, HCN.
Vận chuyển
nguyên liệu,
sản phẩm.
Bụi, khói, các loại khí thải từ
quá trình đốt nhiên liệu: NO
2
,
CO, CO
2
, NO
x
.
III. PHÒNG NGỪA, GIẢM THIẾU CHẤT THẢI VÀ VẤN ĐỀ TIẾT
KIỆM NĂNG LƯỢNG.
III.1. Khái quát về sản xuất sạch hơn
Theo Chương trình Môi trường LHQ (UNEP, 1994):
“Sản xuất sạch hơn (SXSH) là sự áp dụng liên tục một chiến lược phòng ngừa
môi trường tổng hợp đối với các quá trình sản xuất, các sản phẩm và các dịch vụ
nhằm làm giảm tác động xấu đến con người và môi trường”.
- Đối với các quá trình sản xuất, SXSH bao gồm việc bảo toàn nguyên liệu,
nước và năng lượng, loại trừ các nguyên liệu độc hại và làm giảm khối lượng, độc
tính của các chất thải vào nước và khí quyển.
- Đối với các sản phẩm, chiến lược SXSH nhắm vào mục đích làm giảm tất cả
các tác động đến môi trường trong toàn bộ vòng đời của sản phẩm, từ khâu khai
thác nguyên liệu đến khâu thải bỏ cuối cùng.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 17
- Đối với các dịch vụ, SXSH là sự lồng ghép các mối quan tâm về môi trường
vào trong việc thiết kế và cung cấp các dịch vụ.
- SXSH đòi hỏi áp dụng các bí quyết, cải tiến công nghệ và thay đổi thái độ.
Như vậy, SXSH không ngăn cản sự phát triển, SXSH chỉ yêu cầu rằng sự phát
triển phải bền vững về mặt môi trường sinh thái. Không nên cho rằng SXSH chỉ là
1 chiến lược về môi trường bởi nó cũng liên quan đến lợi ích kinh tế. Trong khi xử
lý cuối đường ống luôn tăng chi phí sản xuất thì SXSH có thể mang lại lợi ích kinh
tế cho doanh nghiệp thông qua việc giảm thiểu sự tiêu thụ năng lượng và nguyên
liệu hoặc phòng ngừa và giảm thiểu rác thải. Do vậy có thể khẳng định rằng SXSH
là 1 chiến lược “một mũi tên trúng hai đích”. Mục tiêu của sản xuất sạch hơn là
tránh ô nhiễm bằng cách sử dụng tài nguyên, nguyên vật liệu và năng lượng một
cách có hiệu quả nhất. Điều này có nghĩa là thay vì bị thải bỏ sẽ có thêm một tỷ lệ
nguyên vật liệu nữa được chuyển vào thành phẩm. Để đạt được điều này cần phải
phân tích một cách chi tiết và hệ thống trình tự vận hành cũng như thiết bị sản xuất
hay yêu cầu một danh gia về sản xuất sạch hơn.
Các khái niệm tương tự với sản xuất sạch hơn là:
• Giảm thiểu chất thải;
• Phòng ngừa ô nhiễm;
• Năng suất xanh.
Về cơ bản, các khái niệm này đều giống với sản xuất sạch hơn; đều cùng có ý
tưởng cơ sở là làm cho các doanh nghiệp hiệu quả hơn và ít ô nhiễm hơn.
Các giải pháp sản xuất sạch hơn có thể là :
+ Tránh các rò rỉ ,rơi vãi trong quá trình vận chuyển và sản xuất, hay còn gọi là
kiểm soát nội vi;
+ Đảm bảo các điều kiện sản xuất tối ưu từ quan niệm chất lượng sản phẩm,
sản lượng tiêu thụ tài nguyên và lượng chất thải tạo ra;
+ Tránh sử dụng các nguyên vật liệu độc hại bằng cách dùng các nguyên liệu
thay thế khác;
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 18
+ Cải tiến thiết bị để cải thiện quá trình sản xuất;
+ Lắp đặt thiết bị sản xuất có hiệu quả và thiết kế lại sản phẩm để có thể giảm
thiểu được tài nguyên tiêu thụ;
SXSH là cách tiếp cận từ phía trước, mang tích chất dự đoán và phòng ngừa.
III.2.Mối liên hệ giữa SXSH và quy hoạch sản xuất, quản lý và tiết kiệm
năng lượng.
1. Quy hoạch sản suất, quản lí và tiết kiệm năng lượng (TKNL)
- Xây dựng quy hoạch tổng thể trong toàn bộ quá trình nhằm cụ thể hóa những
chiến lược rõ ràng, dự báo và phát triển quá trình sản xuất công nghiệp dựa trên
những phân tích về điều kiện của kinh tế , xã hội điểm mạnh điểm yếu và đưa hệ
thống sản xuất đi vào mục tiêu chính.
- Quản lí, tiết kiệm năng lượng là :
+ Giảm mức tiêu thụ năng lượng.
+ Giảm chi phí năng lượng cho hoạt động của các phương tiện , thiết bị sử dụng
năng lượng nhưng…
+ Vẫn đảm bảo nhu cầu năng lượng cần thiết.
2. Các nguyên nhân lãng phí năng lượng
- Sự lặp lại các lỗi mang tính hệ thống.
- Chưa quan tâm đến công tác bảo dưỡng , bảo trì quản lí nội vi.
- Hiệu suất sử dụng máy móc thiết bị thấp.
- Tâm lí sợ rủi ro khi thực hiện các cải tiến thay đổi thói quen.
- Ý thức chấp hành.
3.Lợi ích từ tiết kiệm và sử dụng năng lượng hiệu quả
- Gia tăng lợi nhuận, gia tăng ưu thế cạnh tranh.
- Cải thiện sản lượng, thời gian sản xuất, nguyên liệu đầu vào và tính linh hoạt.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 19
- Hoạch toán được chi phí năng lượng trong chi phí sản xuất.
- Năng lực cơ sở hạ tầng được mở rộng.
- Bảo vệ môi trường.
4.Mối quan hệ sản xuất sạch hơn và tiết kiệm năng lượng
a. Mục tiêu:
- Nâng cao hiệu quả kinh doanh và giảm chi phí.
- Nâng cao hoạt động hiệu quả môi trường.
- Ngăn ngừa ô nhiễm.
b.Trọng tâm:
- SXSH : Tập trung vào các dòng vật chất
- TKNL: Tập trung vào các dòng năng lượng
Nếu kết hợp sản xuất sạch hơn cùng với tiết kiệm năng lượng thì :
+ Nhất quán các mục tiêu, giảm chi phí thời gian thực hiện.
+ Tiềm năng mở rộng bằng các thị phần “xanh” “thân thiện với môi trường”
+ Đảm bảo tính bền vững của các phương án TKNL thông qua lồng ghép
phương pháp luận SXSH.
+ Tạo điều kiện thực hiện hệ thống bảo vệ môi trường.
Vì vậy chúng ta lồng ghép quá trình TKNL vào SXSH để thục hiện được tốt
hơn quá trình sản suất đồng thời bảo vệ môi trường.
III.3. Các cơ hội ứng dụng SXSH trong công nghệ mạ crôm
Việc cải tiến các cách thức vận hành có thể được thực hiện trong tất cả các lĩnh
vực : sản xuất, sử dụng , lưu trữ và quản lí chất thải. Những cách thức vận hành tốt
có thể được thực hiện đơn giản, không đòi hỏi chi phí cao nhưng hoàn toàn có thể
mang lại lợi ích rất đáng kể và nhanh chóng. Cụ thể các cơ hội SXSH đối với các
dòng thải là:
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 20
1. Đối với dòng thải do tiêu hao nhiều hóa chất
- Do lượng tạo chất dầu mỡ, gỉ nên thời gian sử dụng của bể dung dịch nhỏ
phải:
+ Giám sát chặt chẽ quá trình sản xuất bao gồm kiểm soát, hiệu chỉnh và làm
sạch các bể.
+ Khử dầu mỡ liên tục bằng cách vớt váng bọt li tâm hoặc làm bay hơi trong bể
tẩy dầu mỡ.
- Do chất đóng cặn phải: Vệ sinh bể xử lí thường xuyên
- Hóa chất bay hơi thành mủ khí:
+ Sử dụng chất tạo bọt ở bể điện phân, axit nhằm làm giảm diện tích bề mặt
dung dịch tiếp xúc với không khí làm giảm sự bốc hơi của hóa chất.
+ Thả các quả bóng nhựa trên bề mặt làm giảm diện tích bề mặt dung dịch tiếp
xúc.
+ Thu hồi mủ khí trong một màng lọc đặc biệt nhằm thu hồi lại chất lỏng đưa
về bể xử lí.
- Hóa chất rơi vãi khi trộn :Vệ sinh và thu hồi ngay.
- Hóa chất rơi vãi từ bể này sang bể khác: Lắp đặt các khay hướng dẫn ở
khoảng giữa các bể đặt nghiêng về bể nước.
- Hóa chất bám dính: Kiểm soát nồng độ dung dịch ở mức thấp nhật ma không
ảnh hưởng đến chất lượng.
- Kiểm soát vật tư hóa chất:
+ Kiểm kho tàng cơ sở có ghi chép thời hạn các vật tư hóa chất.
+ Xử lí và lưu kho nguyên vật liệu : chuẩn bị đầy đủ dụng cụ đo lường và pha
trộn, sử dụng các cân chất lượng để cân và pha chế hóa chất.
+ Kiểm soát việc tràn dung dịch , bảo dưỡng thiết bị, hệ thống thường xuyên
chống rò rỉ.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 21
+ Kiểm tra bảo dưỡng hệ thống đều đặn.
- Tiêu hao hóa chất ở công đoạn tẩy nóng và điện hóa: Lọc và thu hồi dung dịch
tẩy và hồi lưu.
2. Lượng nước thải lớn do:
- Nước cấp nhiều hơn dự tính:
+Thường xuyên kiểm tra và điều chỉnh van cấp nước vào các bể để đảm bảo
nước trong bể đủ cho sản xuất.
+Lắp đặt đồng hồ đo nước đối với nguồn nước giếng khoan để kiểm soát lượng
nước sử dụng.
-Nước rửa chỉ dùng 1 lần và thải ngay: Tái sử dụng nước rửa ở những bể rửa
phụ bằng phương pháp rửa ngược chiều tuần hoàn nước rửa.
3. Tổn thất nước do
- Rò rỉ đường ống , hỏng van: khắc phục rò rỉ thay van mới.
- Ý thức công nhân chưa cao:
+ Đào tạo nâng cao ý thức tiết kiệm nước và các tài nguyên khác.
+ Đóng van nước khi không làm việc.
4.Tiêu hao nhiều crom do:
- Lượng Crom chỉ đi vào lớp mạ 1 phần còn 1 phần lớn đi vào dòng thải: Thu
hồi bằng phương pháp cô đặc ở nhiệt độ thấp.
5. Nhiều sản phẩm mạ hỏng:
- Xử lí bề mặt chưa đạt yêu cầu:
+Kiểm tra sản phẩm trước khi đi vào bể mạ.
+Khống chế các thông số tẩy dầu mỡ, tẩy gỉ tốt hơn.
-Do chất lượng nước rửa: Nâng cao chất lượng nước cấp từ đầu nguồn giếng
khoan tách Fe giảm bớt độ cứng.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 22
6. Tiêu hao nhiều điện, nhiều ga:
- Động cơ xuống cấp: Bảo dưỡng thiết bị động cơ theo định kì
- Nhiều thiết bị sử dụng không hết công suất:
+ Thay động cơ phù hợp
+ Lập kế hoạch sản xuất phù hợp
- Một số vị trí trên buồng sấy hỏng , bảo ôn nhiệt: tăng cường bảo ôn các vị trí
mất mát nhiệt cao.
- Chọn tối ưu trong sử dụng điện chiếu sáng:Lắp các tấm tôn trắng trên trần nhà
xưởng, tận dụng ánh sáng mặt trời để sản xuất( không tiêu tốn điện vào ban ngày
và tăng tuổi thọ bóng đèn).
- Khống chế các thông số các quá trình chưa tốt:
+Đào tạo công nhân vận hành buồng sấy theo đúng quy định
+Khống chế quá trình cháy trong lò sấy tối ưu
7. Xử lý nước thải cho từng công đoạn
Tùy từng công đoạn mà nước thải có thành phần và tính chất khác nhau. Vì vậy
sẽ có quy trình xử lý khác nhau cho từng công đoạn để giảm chi phí xử lý.Ví dụ
nước rửa trước khi mạ ô nhiễm chủ yếu là do pH thấp, hàm lượng dầu mỡ cao, và
kim loại nặng như sắt. Để trung hòa nước thải ta có thể dùng xút NaOH hoặc
Ca(OH)
2
. Ngoài tác dụng trung hòa axit Ca(OH)
2
còn có tác dụng kết tủa một số
kim loại như Fe, Cu. Đây là phương án rất đơn giản.
8. Xây dựng hệ thống thông gió
Trong nhà máy xi mạ có chứa nhiều hóa chất xi mạ độc hại có mùi như các
axit H2SO4, HCl,…Vì vậy cần thiết phải xây dựng hệ thống thông gió để bảo vệ
sức khoẻ cho người lao động.
9. Tuần hoàn axit
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 23
Trong công đoạn tẩy rửa hay tẩy bằng axit có pH rất thấp.Chúng ta có thể tuần
hoàn lượng axit này để rửa kim loại cần mạ. Như vậy chúng ta sẽ tiết kiệm được
một lượng axit đáng kể.
10.Thay thế thiết bị
Chúng ta sẽ thay đổi thiết bị để đem lại năng suất cao và han chế sử dụng nhiên
liệu cũng như hạn chế việc ô nhiễm môi trường. Cụ thể là thay thế kiểu rửa sản
phẩm thông thường của nhà máy bằng thiết bị máy phun nước áp lực cao. Với thiết
bị này công suất sẽ cao hơn và lượng nước sử dụng giảm đi rất nhiều, dẫn đến
lựợng nước thải ra sẽ ít đi.
11. Xây dựng quy trình xử lý nước thải tập trung
Nước thải được thu gom về trạm xử lý nước thải. Việc xử lý khá phức tạp vì
nước thải có PH thấp, chất dầu mỡ, và đặc biệt là hàm lượng kim loại nặng. Người
ta thường nâng PH, sau đó là giai đoạn oxy hóa để chuyển hóa Cr 6+ thành Cr 3+ .
sau đó cho kết tủa và lắng, lọc cát- than hoạt tính để hấp thụ kim loại nặng. Trong
quy trình xi mạ có nhiều công đoạn, mỗi công đoạn thải ra nước thải có thành
phần, tính chất khác nhau. Vì vậy việc thu gom tập trung để xử lý sẽ làm tăng chi
phí xử lý thay vì xử lý riêng từng công đoạn.
12. Thay đổi quy trình công nghệ:
Việc thay đổi quy trình công nghệ là một giải pháp tốt về mặt kỹ thuật. Việc
thay đổi quy trình công nghệ làm giảm lượng thải cũng như lượng thất thoát ra
ngoài, giảm thiểu tình trạng ô nhiễm môi trường. Nhưng tính khả thi không có vì
việc thay đổi quy trình tốn rất nhiều kinh phí cho việc thay đổi thiết bị, xây dựng
lại cơ sở vật chất cho phù hợp với quy trình mới.
13. Thu hồi kim loại nặng:
Việc thu hồi kim loại năng trong nước thải nếu thực hiện được sẽ mang lại lợi
ích rất lớn bởi vì các kim loai như Ni, Cu rất đắt. Nhưng làm thế nào để thu hồi
kim loại nặng là một vấn đề rất khó thưc hiện. Hiện nay các nhà máy xi mạ có tiến
hành công đoạn thu hồi kim loại nặng nhưng hiệu suất không cao.
14. Tái chế và tái sử dụng.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 24
Đây là giải pháp được lựa chọn theo sau những giải pháp giảm thiểu chất thải vì
một số lý do: tiết kiệm tài nguyên thiên nhiên, giảm chi phí nguyên vật liệu, giảm
chi phí xử lý.
- Tái sử dụng các thùng chứa hóa chất (diễn ra ở bên ngoài khu vực nhà máy).
- Thu gom tái chế các kim lọai mạ dư thừa, các sản phẩm không đạt tiêu chuẩn
mạ (tái chế ngoài khu vực nhà máy hoặc trong khu vực nhà máy).
- Tái sử dụng nước ở các công đọan tẩy rửa sau khi đã xử lý.
- Tái sử dụng nhựa trao đổi ion sau khi đã sử dụng biện pháp phục hồi
IV.CÁC PHƯƠNG PHÁP XỬ LÝ CHẤT THẢI
IV.1. Xử lý nước thải
Mạ điện là ngành sử dụng nhiều hóa chất, trong các công đoạn từ khâu làm sạch
phôi đến khâu mạ, đều sử dụng nước và hoá chất để tẩy rửa vật mạ trước khi cho
vào mạ hay sau khi lấy ra để thực hiện công đoạn khác cho đến khi hoàn thành sản
phẩm.
Thành phần nước thải xi mạ phụ thuộc vào các phương pháp mạ khác nhau như
mạ Crôm, mạ Niken , mạ Thiếc….Điểm giống nhau là nước thải xi mạ chứa nhiều
muối kim loại hoà tan, có độ pH thay đổi rộng từ axit mạnh đến kiềm mạnh và hầu
như hàm lượng BOD và COD trong nước thài ngành xi mạ là không đáng kể và
cùng có một mục tiêu là xứ lý nước thải đạt TCVN 5945 -2005 (loại B hay loại C
tùy theo quy định tại nguồn tiếp nhận).
Do đặc tính nước thải nên công nghệ xử lý áp dụng một số phương pháp dựa
trên cơ sở tính chất của muối kim loại. Nhiệm vụ chính là loại bỏ các ion kim loại
nặng, các độc tính gây hại, các chất hoạt động bề mặt và các chất phụ gia của nước
thải.
BÀI TẬP LỚN KĨ THUẬT BẢO VỆ MÔI TRƯỜNG CÔNG NGHIỆP Page 25