phân tích, tính toán sơ đồ dao thái lưỡi cong, từ đó đưa ra ưu nhược điểm và phạm vi sử dụng
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.12 MB, 17 trang )
1. Đặt vấn đề
Một đất nước phát triển nhanh phải có tầm nhìn xa về tương lai và có
những dự đoán về nhưng biến động.Hiện nay trên thế giới nhu cầu vê ngũ
cốc và các sản phẩm nông nghiệp ngày càng tăng nhanh trong khi lượng dữ
trữ giảm mạnh.Trên thế giới, số các quốc gia đang thúc đẩy sản xuất năng
lượng sinh học từ ngô, lúa mỳ và các sản phẩm nông nghiệp khác ngày
càng tăng. Thứ nhất: Sử dụng năng lượng sinh học thường được trợ cấp lớn
để tạo sự cạnh tranh với xăng và dầu diezel; Thứ hai: các thành phần tái
sinh trong nhiên liệu sinh học hiện nay đang được tăng lên. Cộng đồ.
Nhưng vấn đề mà các nước gặp phải là:
Thứ nhất: trên thực tế việc sản xuất cả nhiên liệu và thức ăn đều cạnh
tranh vì nguồn đất có thể sử dụng là hữu hạn;
Thứ hai: khi cầu ngũ cốc tăng không chỉ làm giá ngũ cốc tăng lên mà
còn làm cho giá các lương thực khác cũng tăng lên: ví dụ: giá các sản phẩm
thịt cũng tăng bởi vì chi phí thức ăn cho vật nuôi cao hơn;
Thứ ba: thêm đất dành cho sản xuất nhiên liệu thì sẽ ít đất hơn cho các
cây trồng trọt.
Đất nước ta là một đất nước nông nghiệp và việc phát triển nền nông
nghiệp là một ưu tiên hàng đầu.với điều kiện khí hậu và đất đai thuân lợi ta
phải tăng tốc độ phát triển bằng cách hiện đại hóa trong nông nghiệp.
Chế biến nông sản phẩm là ngành kỹ thuật mà hầu hết các nước trên thế
giới càng ngày càng quan tâm phát triển để nâng cao số lượng và chất
lượng nông sản hàng hoá, đáp ứng như cầu tiêu thụ ngày càng tăng của con
người và vật nuôi. Việc cung cấp thức ăn chăn nuôi có ý nghĩa rất quan
trọng có tính chất quyết định đến sốa lượng, chất lượng chăn nuôi. Trong
việc cung cấp thức ăn, ngoài vấn đề sản xuất thức ăn, thì vẫn đề chế biến có
ý nghĩa quan trọng: tăng khả năng tiêu hoá thức ăn, tăng chất lượng thức
ăn, súc vật đở tốn sức nhai thức ăn, ngăn ngừa bệnh tật cho vật nuôi, tận
dụng được nhiều phụ phế phẩm nông công nghiệp, bổ dung cho cơ thể vật
1
nuôi, bổ sung cho cơ sở thức ăn, nhát là trong tình hình thiếu cân đối giữa
đàn vật nuôi và thức ăn hiện nay. Một trong những máy chế biến thức ăn
thì máy thái thức ăn có nhiệm vụ làm nhỏ rau,c ỏ tươi, khô thành những
đoạn (dài, ngắn) hoặc củ quả thành những lát (dày, mỏng) với những đoạn
thái hay lát thái điều chỉnh được theo quy định đối với từng vật nuôi. Các
bộ phận làm việc cuả những máy cắt thái dùng trong chăn nuôi (ra, cỏ,
rơm, củ, quả) thường dựa theo nguyên lý cắt thái bằng cạnh sắc của lưỡi
dao. Do vậy mà tôi chọn chuyên đề “Phân tích, tính toán sơ đồ cho dao thái
lưỡi cong, từ đó đưa ra ưu nhược điểm và phạm vi sử dụng”.
2. nội dung nghiên cứu
2.1. Cơ sở lý thuyết của quá trình cắt thái bằng lưỡi dao
Các bộ phân làm việc của những máy cắt thái dùng trong chăn nuôi
(rau, cỏ, rơm, củ, quả) thường được dựa theo nguyên tắc thái bằng cạnh sắc
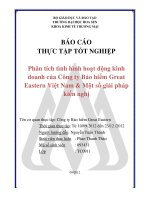
của lưỡi dao. Quá trình cắt thái thường được thực hiện bằng cách di chuyển
cạnh góc nhị diện AB (cạnh sắc) hợp với 2 mặt phẳng của lưỡi dao theo
hướng P vuông góc với cạnh đó (hình 1.a) hoặc bằng cách di chuyển cạnh
sắc AB đó theo hướng vuông góc với nhau. Vừa theo phương P (hướng cắt
pháp tuyến) vừa theo hướng q vuông góc với P (hướng cắt tiếp tuyến),
nghĩa là theo hướng chéo hợp r (hướng cắt nghiêng) (hình 1.b)
A B q
Vật thái P p r p
a) b)
Hình 1: Tác dụng cắt thái của lưỡi dao
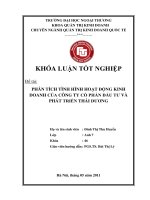
Những thí nghiệm của Goriatskin V.P đã chứng minh rằng nếu cắt
thái theo hướng nghiên sẽ tạo được lực cần thiết và tăng chất lượng thái so
với cắt thái theo hướng pháp tuyến: Dùng Rôbécval (hình 2.a) trên đĩa A
2
Dao
lần lượt đặt những quả cân N, trọng lượng nặng khác nhau, bên kia đĩa thay
bằng lưỡi cho B, lắp đĩa quay lên trên.
N, g E N,g
D
B C
a) b) S, mm
Hình 2: thí nghiệm về cắt thái của Gơriatskin
Thí nghiệm cắt những cọng rơm C có bộ phận giữ và để cọng rơm
vào lưỡi dao, dồng thời di chuyển được cùng với cọng rơm bằng tay kéo E
dọc cạnh sắc lưỡi dao với đọi dịc chuyển S mm. Kết quả được trình bày ở
bảng sau:
N 600 500 400 300 200 100
S 1.5 2 8 20 100 160
S=A.e
-N
hoặc N
3
S = C
te
Gơriatskin gọi trường hợp cắt pháp tuyến (theo thí nghiệm S=0) là quá
trình chặt bổ, cắt thái không trượt, trường hợp cắt nghiên (theo thí nghiệm
S khác 0) là quá trình cắt thái trượt. Rõ ràng khi cắt thái trượt, lực cần thiết
để cắt thái giảm so với khi cắt thái không trượt.
2.2. Các yếu tố chính ảnh hưởng đến quá trình cắt thái bằng lưỡi dao
a) Áp suất riêng q(N/cm) của cạnh sắc lưỡi dao trên vật khác: đây là
yếu tố chủ yếu trực tiếp bảo đảm quá trình cắt đứt vật thái và liên quan đến
các yếu tố khác thuộc phạm vi dao thái và vật thái.
b) Các yếu tố chính về dao
+ Độ sắc S (mm) của cạnh sắc lưỡi dao: chính là chiều dày s của nó
(hình 3). Thông thường độ sắc cự tiểu đạt tới 20-40 µm. Đối với các máy
thái trong chăn nuôi, S không vượt quá 100 µm, nếu S quá 100 µm lưỡi
3
dao coi như bắt đầu cùn và thái kém. Rõ ràng độ sắc S càng lớn thì áp suất
mất riêng q càng tăng.
S
Hình 3: Cạnh sắc của lưỡi dao
+ Góc cắt thái α (hình 4)
+ Độ bền của các vật liệu làm dao
+ Vận tốc của lưỡi dao V
c) Điều kiện trượt của lưỡi dao trên vật thái: Như chúng ta đã biết
đường trượt của lưỡi dao trên vật thái (hay của vật thái trên lưỡi dao quan
hệ tương hỗ) càng dài thì lực cắt thái càng giảm.
d) Quan hệ giữa dao thái và tấm kê thái
+) Khe hở ô giữa cánh sắc của lưỡi dao và cạnh sắc của tấm kê.
+) Góc kép χ và điều kiện kẹp vật thái giữa cạnh sắc lưỡi dao và
cạnh sắc tấm kê.
Với một trị số góc mở nhỏ hơn đủ để hai cạnh sắc kẹp giữa yên được
vật thái để cắt được nó thì góc mở đó được gọi là góc kẹp χ. Giá trị góc kẹp
χ phải được đảm bảo khi thiết kế bộ phận dao thái có tấm kê và là điều kiện
để dao và tấm kê kẹp được vật thái χ.
χ
≤
ϕ
1
’
+
ϕ
2
’
Với ϕ
1
’: góc trượt (tương tự góc ma sát) của cạnh lưỡi dao với
vật thái
ϕ
2
’: góc cắt trượt (tương tự góc ma sát) của cạnh sắc tấm
kê với vật thái.
e) Độ liền và chất lượng của vật thái.
4
αβσ
σ
δ
Hình 4: góc cắt thái
2.3. Mục đích của chuyên đề
- Phân tích, tính toán sơ đồ của dao lưỡi cong
- Nêu ưu nhược điểm và phạm vi sử dụng
2.4. Một số nội dung chính của đề tài
- Phân tích tổng quát
- Tính toán sơ đồ dao lưỡi cong
- Ưu nhược điểm của nó
3. Đối tượng và phương pháp nghiên cứu
3.1. Đối tượng nghiên cứu
- Dao lưỡi cong
3.2. Phương pháp nghiên cứu
- Phương pháp thu thập số liệu
- Phương phá tính toán
4. Nội dung và kết quả nghiên cứu
4.1. Phân tích tổng quát
Một sơ đồ dao thái hợp lý nhất phải đáp ứng những nhu cầu sau:
+ Năng lượng tiêu thụ để thái tốn ít nhất
+ Tải trọng tác dụng lên trục máy phải tương đối đều đặn
+ Vật thải phải được kẹp theo toàn bộ chiều dai làm việc của lưỡi
dao. Gơriatskin đã nghiên cứu sơ đồ dao thái theo 9 đường cong toán học:
5
đường xoắn hypecpol, đường xoắn logarit, đường xoắn acsimet, đường tròn
lệch tâm, đường tròn khai triển, đường khai triển nghịch đảo của vòng tròn,
đường thẳng, đường χ=C
t.e
, đường r.cos(τ-4)=C
t.e
. Tuy nhiên, hai đường
thông dụng nhất của lưỡi dao ở các máy thái rau cỏ rơm: đường thẳng,
đường tròn lệch tâm
Sơ đồ cơ bản và các kích thước cơ bản của hai loại dao thẳng và
cong theođường tròn lệch tâm này được trình bày ở hình 5.
Hình 5: Sơ đồ tổng quát của dao thái
6
Ký hiệu các kích thước trên hình vẽ được quy định chung như sau:
a- Chiều cao họng thái
b- Chiều rộng họng thái
h- Khoảng cách từ trục quay đến lưỡi tấm kê thái theo đường thẳng
đứng
c- Khoảng cách từ trục quay tới mép họng thái theo đường nằm
ngang
ϕ- góc quay của dao
θ- góc quay của bán kính vectơ (trong toạ độ cực)
u- Khoảng cách từ trục quay của đường nằm ngang tới điểm dich
chuyển của lưỡi dao theo cạnh sắc của họng thái.
v- Khoảng cách từ đường thẳng góc với lưỡi dao (kẻ từ tâm quay) tới
điểm của lưỡi dao mà ta xét
τ- góc trược
χ- góc kẹp
Theo sơ đồ trên, ta thấy rằng ở dao cong q các góc này xác định rằng
đường tiếp tuyến ở điểm của lưỡi dao mà ta xét. Các kích thước cơ bản của
sơ đồ dao thái này liên hệ với nhau theo các hệ thức chung.
r
2
= u
2
+ h
2
u = r.cos (τ - χ)
h = r.sin (τ - χ) = u.tg (τ - χ)
Hay χ = τ - arccos
r
u
= τ - arcsin
r
h
= τ - arctg
u
h
(1)
Theo những yêu cầu chung của sơ đồ dao thái nói trên, chúng ta có
thể rút ra những yêu cầu cụ thể sau:
a) Góc trượt τ của các điểm trên lưỡi dao phải tăng dần cùng bán
kính vectơ r hay ứng với u (w=
22
hr +
).
b) góc χ phải nhỏ hơn hay bằng 2ϕ’
7
c) Độ dài của cung thái ∆S phải nhỏ (và nhỏ dần khi bán kính r tăng
lên thì càng hay)
d) Đại lượng
du
d
ϕ
phải tăng lên theo u
Hai yêu cầu cuối bảo đảm cho tải trọng tác dụng lên trục lên máy
được đều đặn, vì khi đó cùng 1 góc quay dϕ, đọ ngập dâu của lưỡi dao cắt
và vật thái dẽ giảm đi, đồng thời ∆S cũng nhỏ dần, nhờ vậy lực cản cắt sẽ
gây ra những mô men cản cắt thái đều hơn.
Đối với mỗi sơ đồ dao thái cụ thể muốn chọn, ta cần phân tích 4 yêu
cầu nói trên để xem loại dao có thiết kế hợp lý không.
Trong sơ đồ tổng quát, chúng ta cần xét một vấn đề nữa là vị trí đặt
họng thái so với tâm quay, tức là độ cao h đặt họng thái. Độ cao h là
khoảng cách từ tâm quay theo đường thẳng đứng tới cạnh tấm kê của họng
thái, đều có ảnh hưởng đến các đại lượng τ, χ, và ϕ. Vì vậy có thể coi nó là
một đại lượng cơ bản để tính toán thiết kế.
Thường cạnh đáy của họng thái đặt thấp hơn tâm quay, vì nếu ngược
lại ta sẽ có góc kẹp bằng:
χ=τ+arctg
u
h
Nghĩa là góc kẹp χ sẽ lớn quá, khó bảo đảm điều kiện kẹp (vì điều
kiện này đòi hỏi χ
≤
2ϕ’)
Ngoài ra, nếu họng thái đặt thấp hơn tâm quay thì khi tăng h, trị số
góc trượt cực đại τ
max
cũng sẽ tăng và thuận lợi cho điều kiện thái hơn vì:
τ
max
≤
χ
kẹp
+ arctg
max
u
h
Do đó:
)(
max
max
kep
tg
cb
h
u
h
χτ
−≥
+
=
Tuy nhiên, h cũng không thể vượt quá một giới hạn nào đó, vì góc
kẹp χ không thể bằng hoặc bé hơn không được, lưỡi dao sẽ có thể bị chạm
8
(tiếp tuyến) vào cạnh sắc của tấm kê thái là điêu cần tránh, khi khe hở giữa
lưỡi dao và tấm kê thái quá hẹp.
Từ phương trình χ=τ+arctg
u
h
Ta có: tgχ =
τ
τ
htgu
hutg
+
−
(2)
Với điều kiện tgχ>o ta sẽ được tgτ >
u
h
. Trong dao thái, thường tgτ
min
<1 và vì u
min
= C cho nên ta sẽ được (hình 6)
h = cotg (τ
min
- χ
min
)
Nhưng 1>tg(τ
min
- χ
min
) > 0, do đó h < c
Cuối cùng ta có điều kiện:
c > h
≤
(b+c) tg (τ
min
- χ
kẹp
)
Kích thước c cũng đóng vai trò quan trọng khi thiết kế dao thái.
Không được lấy c quá nhỏ vì phải chú ý khoảng cách lắp trục, gối đỡ,
Thường c = 75 - 100 mm
Hình 6: tính chiều cao đặt họng thái
4.2. Tính toán sơ đồ dao thái lưỡi cong
Trong các loại dao thái lưỡi cong, đơn giản và phô biến cả là loại
lưỡi dao cong đường tròn lệch tâm (hình 7)
9
Hình 7: sơ đồ dao lưỡi cong theo vòng tròn lệch tâm
Phương trình cơ bản của đường tròn (O
1
) có bán kính R và tâm quay
O với độ lệch tâm e = OO
1
trong toạ độ cực (θ, r) là:
R
2
= e
2
+ r
2
+ 2.e.r.cosθ
10
(Suy từ tam giác OMO
1
với OO
1
= e; OM = r; O
1
= R và góc (e, r) =
góc O
1
O = π - θ); θ là góc cực của điểm M, tức là góc hợp bởi bán kính
vectơ OM với chuẩn OO
1
kéo dài xuống phía dưới.
Ta cũng suy từ tam giác OMO
1
(hay từ tam giác OKO
1
’ cũng vậy,
khi tâm O
1
quay tới O
1
’ , M tới K) với góc OMO
1
=
2
π
- τ, góc
OO
1
M = θ - (
2
π
- τ) ta có hệ thức:
)]
2
(sin[)
2
sin(
sin(
τ
π
θτ
π
θπ
−−
=
−
=
−
reR
hay:
)cos(cossin
τθτθ
+
==
reR
(3)
và rút ra:
cosτ =
θ
sin
R
e
hay τ = arccos(
θ
sin
R
e
)
Như vậy, ta sẽ vẽ được đường biểu diễn sự phụ thuộc của góc trượt τ
với góc cực θ (hình 8) và thấy rằng :
Hình 8 : Đồ thị
τ
phụ thuộc
θ
0
2
π
θ
<≤
=>
min
2
ττ
π
≥≥
11
θ =
2
π
=> τ
= τ
min
= arc cos
R
e
2
π
θ
≤
=> τ
min
< τ
≤
2
π
Rõ ràng là nếu trên đường trong lệch tâm (hình 7) ta thấy cung từ
điểm O (có θ =
2
π
và τ
= τ
min
) trở lên làm lưỡi dao, nghĩa là các điểm M của
dao đều có góc trượt τ tăng ( từ τ
min
đến
2
π
) τηεοθ, tương ứng với đoạn CB
của đồ thị τ(θ)), thì lưỡi dao cong theo vòng tròn lệch tâm sẽ có góc τ biến
thiên hợp lý (tăng dần càng về cuối quá trình cắt thái).
Cần chú ý rằng góc τ chỉ nên lấy trong khoảng τ
min
và τ
max
sao cho
công thức cắt thái riêng A
2
đạt trị số tương đối nhỏ.
Như vậy, τ
min
= arccos
R
e
ở hình 8, phải lấy bằng trị số ở hình 9.
Còn τ
max
ở điểm uốn của lưỡi dao sẽ chỉ lấy bằng trị số τ
2
ở hình 9 (τ
max
=
50 - 60
0
, không thể lấy tới 90
0
được)
Hình 9 : Sự phụ thuộc của công riêng Ar với góc trượt
τ
Bây giờ ta xét đến góc kẹp χ
Theo hình 7, tam giác OHK cho ta :
h = r(cosθ - ϕ) và u = r
12
Do đó:
r.cosθ = h. cosϕ - u.sin ϕ
hay
cosθ =
r
u
ϕϕ
sin.cos h. −
Ngoài ra, từ các tam giác HIO, HDK và OGK ta suy ra
r.sin (π - θ) = h.sinϕ + u.cosϕ
hay
inθ =
r
u
ϕϕ
cos.sin h. −
Từ công thức (2) tính tgχ, ở đây tgτ có thể >1 và suy ra từ công thức
(3) ta được tgτ =
θ
θ
sin.
cos.
e
re +
, thay các trị số vào công thức tính tgχ, sau khi
đơn giản, sẽ được:
tgχ =
ϕ
ϕ
cos.
sin.
eh
eu
+
−
Theo công thức này, ta thấy khi u tăng thì tgχ cũng tăng dần, nghĩa
là góc kẹp χ tăng lên từ trị số cực tiểu χ
min
(vào lúc bắt đầu thái) tới trị số
cực đại χ
max
(vào cuối quá trình thái). Hoặc từ công thức (1) tính χ =τ -
arctag
u
h
, ta cũng có thể thấy ngay rằng trong quá trình cắt thái τ tăng dần, u
tăng thì số hạng arctag
u
h
giảm, như vậy góc kẹp χ rõ ràng tăng dần. Vấn đề
cần chú ý là phải phân bố từ thiết kế sao cho góc kẹp χ
max
≤
2ϕ’ (ở cuối lúc
cắt thái) mới đảm bảo điều kiện kẹp.
13
Hình 10::Tính đoạn dao thái
∆
S đối với dao lưỡi cong
Về độ dài đoạn dao thái ∆S được tính theo hình 10 như sau:
Đoạn ∆S chính là cung chắn bởi góc ∆w, nghĩa là ∆S = R. ∆w
Mặt khác, theo hình vẽ ta có góc AOC = arc cos
R
k1
và góc BOC =
arc cos
R
k2
Đồng thời k
1
= h
1
+ e.cosϕ và k
2
= h
2
+ e.cosϕ
Do đó:
∆S = R (arc cos
R
e
ϕ
cos.h1+
- arc cos
R
e
ϕ
cos.h2 +
)
Độ dài ∆S lớn nhất nằm trong khoảng AA’ và DD’ của trạng thái và
thay đổi ít đột ngột hơn, nhất là nếu họng thái có chiều cao a nhỏ, ∆S đều
lớn hơn so với lưỡi dao thẳng.
Cuối cùng, ta xét đến tỷ số
du
d
ϕ
. Hình sau ta cho ta
14
Hình 11:Tính các độ dài đoạn
∆
S
u = h.tg(θ - ϕ)
hay
(θ - ϕ) = arctag
h
u
Vậy: ϕ = θ - arctag
h
u
Lấy vi phân hai về ta được: dϕ = dθ -
22
.
hu
duh
+
Ngoài ra, ta lại có udu = rdr và tgτ =
dr
dr
θ
.
, từ đó thay thế các trị số
vào phương trình của dϕ sẽ rút ra :
22
hu
hutg
du
d
+
−
=
ιϕ
và
)sincos(
sin.
ϕϕ
ϕϕ
hwe
eu
du
d
+
−
=
Do đó, khi tăng thì
du
d
ϕ
cũng tăng, nghĩa là thuận lợi cho việc tác
động đều đặn tải trọng lên trục máy
4.3. Ưu, nhược điểm và phạm vi ứng dụng
4.3.1. Ưu điểm
15
- Hiện tượng cắt trượt thuận lợi (τ tăng dần trong quá trình thái)
- Tải trọng tác động lên trục máy tương đối đều đặn hơn dao thẳng
- Dễ chế tạo, khi mòn dễ phục hồi dạng lưỡi dao ban dầu bằng cách
mài. Khi cắt để làm dao cũng tiết kiệm nhất (vì khi làm dao, nếu bán kính
ngoài của dao này bằng bán kính trong của dao thì cắt rất tiện).
4.3.2. Nhược điểm
Hiện tượng kẹp vật thái hơi kém ở cuối qúa trình thái
4.3.3. Phạm vi ứng dụng
Hiện nay máy thái được sử dụng nhiều trong công nghiệp chế biến
thức ăn gia súc. Phần lớn các nguyên liệu sử dụng làm thức ăn gia súc, nhất
là các thức ăn tươi, như các loại rau, củ, quả điều phải trải qua công đoạn
thái. Riêng đối với dao lưỡi cong thì thường được sử dụng để thái rau, cỏ,
rơm.
Khi thiết kế dao cần chú ý đến tỷ số
R
e
, một đại lượng được coi là
thông số cơ bản của sơ đồ dao thái lưỡi cong, từ đó suy ra nhiều kích thước
khác.
16
Hình 12: Miền giới hạn tác dụng của dao
Như ta đã biết cos τ
min
.F =
R
e
, với τ
min
= 25 - 35
0
thì phải chọn
R
e
=
0,8-0,9, chọn
R
e
lớn thì góc kẹp χ sẽ giảm.
Khi đặt họng thái cần xét đến miền giới hạn tác dụng của dao hợp
bởi hai vòng tròn có bán kính bằng R-e và R+e (hình 12)
Họng thái phải đặt trong vành khăng đó
Như vậy phải có: c>R-e, hay:
R
e
R
c
−>1
b < 2e hay
R
e
R
b
−< 2
Với h<c thì
R
e
R
h
−<1
5. Kết luận
Trước nhu cầu thực phẩm và ngũ cốc trên thế giới như vậy.tôi thiết
nghĩ nhà nước nên đầu tư nhiều nhà máy chế biến nông sản có công nghệ
hiên đại hơn nữa để tăng khả năng cạnh tranh với các nước trên thế giới
cũng như, tiêu chuẩn hoá và ban hành các kiểu mẫu tương đối ổn định về
chuồng trại chăn nuôi với sự phối hợp nghiên cứu giữa ngành nông nghiệp
và ngành xây dựng kiến thiết cơ bản. Có những cơ sỏ chăn nuôi lớn hướng
kinh doanh “khép kín” tự đảm nhiệm mọi công nghệ từ sản xuất đến chế
biến. Vậy việc sử dụng máy thái vào những khu chăn nuôi lớn là một vấn
đề hết sức quan trọng là một khâu không thể thiếu. Nước ta hiện nay đang
đẩy mạnh phát triển ngành nông nghiệp nói chung và chăn nuôi nói riêng
nên việc áp dụng các máy móc vào chăn nuôi là một điều tất yếu
17