ENERGY MANAGEMENT HANDBOOKS phần 2 pdf
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (2.52 MB, 93 trang )
ECONOMIC ANALYSIS 79
Time Value of Money Factors—Discrete Compounding
i = 9%
80 ENERGY MANAGEMENT HANDBOOK
Time Value of Money Factors—Discrete Compounding
i = 10%
ECONOMIC ANALYSIS 81
Time Value of Money Factors—Discrete Compounding
i = 12%
82 ENERGY MANAGEMENT HANDBOOK
Time Value of Money Factors—Discrete Compounding
i = 15%
ECONOMIC ANALYSIS 83
Time Value of Money Factors—Discrete Compounding
i = 18%
84 ENERGY MANAGEMENT HANDBOOK
Time Value of Money Factors—Discrete Compounding
i = 20%
ECONOMIC ANALYSIS 85
Time Value of Money Factors—Discrete Compounding
i = 25%
86 ENERGY MANAGEMENT HANDBOOK
Time Value of Money Factors—Discrete Compounding
i = 30%
87
CHAPTER 5
BOILERS AND FIRED SYSTEMS
S.A. PARKER
Senior Research Engineer, Energy Division
Pacifi c Northwest National Laboratory
Richland, Washington
R.B. SCOLLON
Corporate Manager, Energy Conservation
R.D. SMITH
Manager, Energy Generation and Feedstocks
Allied Corporation
Morristown, New Jersey
5. 1 INTRODUCTION
Boilers and other fi red systems are the most signifi cant
energy consumers. Almost two-thirds of the fossil-fuel
energy consumed in the United States involves the use of
a boiler, furnace, or other fi red system. Even most electric
energy is produced using fuel-fi red boilers. Over 68% of
the electricity generated in the United States is produced
through the combustion of coal, fuel oil, and natural gas.
(The remainder is produced through nuclear, 22%; hydro-
electric, 10%; and geothermal and others, <1%.) Unlike
many electric systems, boilers and fi red systems are not
inherently energy effi cient.
This chapter and the following chapter on Steam and
Condensate Systems examine how energy is consumed,
how energy is wasted, and opportunities for reducing en-
ergy consumption and costs in the operation of boiler and
steam plants. A list of energy and cost reduction measures
is presented, categorized as: load reduction, waste heat
recovery, effi ciency improvement, fuel cost reduction,
and other opportunities. Several of the key opportunities
for reducing operating costs are presented ranging from
changes in operating procedures to capital improvement
opportunities. The topics refl ect recurring opportunities
identifi ed from numerous in-plant audits. Several exam-
ples are presented to demonstrate the methodology for
estimating the potential energy savings associated with
various opportunities. Many of these examples utilize
easy to understand nomographs and charts in the solu-
tion techniques.
In addition to energy saving opportunities, this
chapter also describes some issues relevant to day-to-day
operations, maintenance, and troubleshooting. Consider-
ations relative to fuel comparison and selection are also
discussed. Developing technologies relative to alterna-
tive fuels and types of combustion equipment are also
discussed. Some of the technologies discussed hold the
potential for signifi cant cost reductions while alleviating
environmental problems.
The chapter concludes with a brief discussion of
some of the major regulations impacting the operation of
boilers and fi red systems. It is important to emphasize the
need to carefully assess the potential impact of federal,
state, and local regulations.
5.2 ANALYSIS OF BOILERS AND FIRED SYSTEMS
5.2.1 Boiler Energy Consumption
Boiler and other fi red systems, such as furnaces and
ovens, combust fuel with air for the purpose of releasing
the chemical heat energy. The purpose of the heat energy
may be to raise the temperature of an industrial product
as part of a manufacturing process, it may be to generate
high-temperature high-pressure steam in order to power
a turbine, or it may simply be to heat a space so the oc-
cupants will be comfortable. The energy consumption
of boilers, furnaces, and other fi re systems can be deter-
mined simply as a function of load and effi ciency as ex-
pressed in the equation:
Energy consumption =
∫ (load) × (1/effi ciency) dt (5.1)
Similarly, the cost of operating a boiler or fi red system can
be determined as:
Energy cost =
∫ (load) × (1/effi ciency) × (fuel cost) dt (5.2)
As such, the opportunities for reducing the energy
consumption or energy cost of a boiler or fi red system
can be put into a few categories. In order to reduce boiler
energy consumption, one can either reduce the load, in-
crease the operating effi ciency, reduce the unit fuel en-
ergy cost, or combinations thereof.
Of course equations 5.1 and 5.2 are not always that
simple because the variables are not always constant. The
88 ENERGY MANAGEMENT HANDBOOK
load varies as a function of the process being supported.
The effi ciency varies as a function of the load and other
functions, such as time or weather. In addition, the fuel
cost may also vary as a function of time (such as in sea-
sonal, time-of-use, or spot market rates) or as a function
of load (such as declining block or spot market rates.)
Therefore, solving the equation for the energy consump-
tion or energy cost may not always be simplistic.
5.2.2 Balance Equations
Balance equations are used in an analysis of a pro-
cess which determines inputs and outputs to a system.
There are several types of balance equations which may
prove useful in the analysis of a boiler or fi red-system.
These include a heat balance and mass balance.
Heat Balance
A heat balance is used to determine where all the
heat energy enters and leaves a system. Assuming that
energy can neither be created or destroyed, all energy can
be accounted for in a system analysis. Energy in equals
energy out. Whether through measurement or analysis,
all energy entering or leaving a system can be determined.
In a simple furnace system, energy enters through the
combustion air, fuel, and mixed-air duct. Energy leaves
the furnace system through the supply-air duct and the
exhaust gases.
In a boiler system, the analysis can become more
complex. Energy input comes from the following: con-
densate return, make-up water, combustion air, fuel, and
maybe a few others depending on the complexity of the
system. Energy output departs as the following: steam,
blowdown, exhaust gases, shell/surface losses, possibly
ash, and other discharges depending on the complexity
of the system.
Mass Balance
A mass balance is used to determine where all mass
enters and leaves a system. There are several methods in
which a mass balance can be performed that can be use-
ful in the analysis of a boiler or other fi red system. In the
case of a steam boiler, a mass balance can be used in the
form of a water balance (steam, condensate return, make-
up water, blowdown, and feedwater.) A mass balance can
also be used for water quality or chemical balance (total
dissolved solids, or other impurity.) The mass balance can
also be used in the form of a combustion analysis (fi re-
side mass balance consisting of air and fuel in and com-
bustion gasses and excess air out.) This type of analysis
is the foundation for determining combustion effi ciency
and determining the optimum air-to-fuel ratio.
For analyzing complex systems, the mass and en-
ergy balance equations may be used simultaneously such
as in solving multiple equations with multiple unknowns.
This type of analysis is particularly useful in determin-
ing blowdown losses, waste heat recovery potential, and
other interdependent opportunities.
5.2.3 Effi ciency
There are several different measures of effi ciency
used in boilers and fi red systems. While this may lead to
some confusion, the different measures are used to con-
vey different information. Therefore, it is important to
understand what is being implied by a given effi ciency
measure.
The basis for testing boilers is the American Soci-
ety of Mechanical Engineers (ASME) Power Test Code 4.1
(PTC-4.1-1964.) This procedure defi nes and established
two primary methods of determining effi ciency: the in-
put-output method and the heat-loss method. Both of
these methods result in what is commonly referred to as
the gross thermal effi ciency. The effi ciencies determined
by these methods are “gross” effi ciencies as apposed to
“net” effi ciencies which would include the additional en-
ergy input of auxiliary equipment such as combustion air
fans, fuel pumps, stoker drives, etc. For more information
on these methods, see the ASME PTC-4.1-1964 or Taplin
1991.
Another effi ciency term commonly used for boilers
and other fi red systems is combustion effi ciency. Combus-
tion effi ciency is similar to the heat loss method, but only
the heat losses due to the exhaust gases are considered.
Combustion effi ciency can be measured in the fi eld by
analyzing the products of combustion the exhaust gases.
Typically measuring either carbon dioxide (CO
2
) or
oxygen (O
2
) in the exhaust gas can be used to determine
the combustion effi ciency as long as there is excess air. Ex-
cess air is defi ned as air in excess of the amount required
for stoichiometric conditions. In other words, excess air
is the amount of air above that which is theoretically re-
quired for complete combustion. In the real world, how-
ever, it is not possible to get perfect mixture of air and fuel
to achieve complete combustion without some amount of
excess air. As excess air is reduced toward the fuel rich
side, incomplete combustion begins to occur resulting in
the formation of carbon monoxide, carbon, smoke, and
in extreme cases, raw unburned fuel. Incomplete com-
bustion is ineffi cient, expensive, and frequently unsafe.
Therefore, some amount of excess air is required to en-
sure complete and safe combustion.
However, excess air is also ineffi cient as it results in
the excess air being heated from ambient air temperatures
to exhaust gas temperatures resulting in a form of heat
loss. Therefore while some excess air is required it is also
BOILERS AND FIRED SYSTEMS 89
desirable to minimize the amount of excess air.
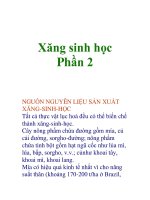
As illustrated in Figure 5.1, the amount of carbon
dioxide, percent by volume, in the exhaust gas reaches a
maximum with no excess air stoichiometric conditions.
While carbon dioxide can be used as a measure of com-
plete combustion, it can not be used to optimally control
the air-to-fuel ratio in a fi red system. A drop in the level
of carbon dioxide would not be suffi cient to inform the
control system if it were operating in a condition of excess
air or insuffi cient air. However, measuring oxygen in the
exhaust gases is a direct measure of the amount of excess
air. Therefore, measuring oxygen in the exhaust gas is a
more common and preferred method of controlling the
air-to-fuel ratio in a fi red system.
5.2.4 Energy Conservation Measures
As noted above, energy cost reduction opportuni-
ties can generally be placed into one of the following cate-
gories: reducing load, increasing effi ciency, and reducing
unit energy cost. As with most energy conservation and
cost reducing measures there are also a few additional
opportunities which are not so easily categorized. Table
5.1 lists several energy conservation measures that have
been found to be very cost effective in various boilers and
fi red-systems.
5.3 KEY ELEMENTS FOR MAXIMUM EFFICIENCY
There are several opportunities for maximizing ef-
fi ciency and reducing operating costs in a boiler or other
fi red-system as noted earlier in Table 5.1. This section ex-
amines in more detail several key opportunities for ener-
gy and cost reduction, including excess air, stack temper-
ature, load balancing, boiler blowdown, and condensate
return.
5.3.1 Excess Air
In combustion processes, excess air is generally de-
fi ned as air introduced above the stoichiometric or theo-
retical requirements to effect complete and effi cient com-
bustion of the fuel.
There is an optimum level of excess-air operation
for each type of burner or furnace design and fuel type.
Only enough air should be supplied to ensure complete
combustion of the fuel, since more than this amount in-
Figure 5.1 Theoretical fl ue gas analysis versus air percentage for natural gas.
%AIR
90 ENERGY MANAGEMENT HANDBOOK
Load Reduction
Insulation
—steam lines and distribution system
—condensate lines and return system
—heat exchangers
—boiler or furnace
Repair steam leaks
Repair failed steam straps
Return condensate to boiler
Reduce boiler blowdown
Improve feedwater treatment
Improve make-up water treatment
Repair condensate leaks
Shut off steam tracers during the summer
Shut off boilers during long periods of no use
Eliminate hot standby
Reduce fl ash steam loss
Install stack dampers or heat traps in natural draft boilers
Replace continuous pilots with electronic ignition pilots
Waste Heat Recovery (a form of load reduction)
Utilize fl ash steam
Preheat feedwater with an economizer
Preheat make-up water with an economizer
Preheat combustion air with a recuperator
Recover fl ue gas heat to supplement other heating system, such as domestic or service hot water, or unit space heater
Recover waste heat from some other system to preheat boiler make-up or feedwater
Install a heat recovery system on incinerator or furnace
Install condensation heat recovery system
—indirect contact heat exchanger
—direct contact heat exchanger
Effi ciency Improvement
Reduce excess air
Provide suffi cient air for complete combustion
Install combustion effi ciency control system
—Constant excess air control
—Minimum excess air control
—Optimum excess air and CO control
Optimize loading of multiple boilers
Shut off unnecessary boilers
Install smaller system for part-load operation
—Install small boiler for summer loads
—Install satellite boiler for remote loads
Install low excess air burners
Repair or replace faulty burners
Replace natural draft burners with forced draft burners
Install turbulators in fi retube boilers
Install more effi cient boiler or furnace system
—high-effi ciency, pulse combustion, or condensing boiler or furnace system
Clean heat transfer surfaces to reduce fouling and scale
Improve feedwater treatment to reduce scaling
Improve make-up water treatment to reduce scaling
Fuel Cost Reduction
Switch to alternate utility rate schedule
—interruptible rate schedule
Purchase natural gas from alternate source, self procurement of natural gas
Fuel switching
—switch between alternate fuel sources
—install multiple fuel burning capability
—replace electric boiler with a fuel-fi red boiler
Table 5.1 Energy Conservation measures
for boilers and fi red systems
a
BOILERS AND FIRED SYSTEMS 91
creases the heat rejected to the stack, resulting in greater
fuel consumption for a given process output.
To identify the point of minimum excess-air opera-
tion for a particular fi red system, curves of combustibles
as a function of excess O
2
should be constructed similar
to that illustrated in Figure 5.2. In the case of a gas-fu-
eled system, the combustible monitored would be carbon
monoxide (CO), whereas, in the case of a liquid- or solid-
fueled system, the combustible monitored would be the
Smoke Spot Number (SSN). The curves should be devel-
oped for various fi ring rates as the minimal excess-air op-
erating point will also vary as a function of the fi ring rate
(percent load). Figure 5.2 illustrates two potential curves,
one for high-fi re and the other for low-fi re. The optimal
excess-air-control set point should be set at some margin
(generally 0.5 to 1%) above the minimum O
2
point to al-
low for response and control variances. It is important to
note that some burners may exhibit a gradual or steep
CO-O
2
behavior and this behavior may even change with
various fi ring rates. It is also important to note that some
burners may experience potentially unstable operation
with small changes in O
2
(steep CO-O
2
curve behavior).
Switch to a heat pump
—use heat pump for supplemental heat requirements
—use heat pump for baseline heat requirements
Other Opportunities
Install variable speed drives on feedwater pumps
Install variable speed drives on combustion air fan
Replace boiler with alternative heating system
Replace furnace with alternative heating system
Install more effi cient combustion air fan
Install more effi cient combustion air fan motor
Install more effi cient feedwater pump
Install more effi cient feedwater pump motor
Install more effi cient condensate pump
Install more effi cient condensate pump motor
a
Reference: F.W. Payne, Effi cient Boiler Operations Sourcebook, 3rd ed., Fairmont Press, Lilburn, GA, 1991.
Figure 5.2 Hypothetical CO-O2 characteristic curve for a gas-fi red industrial boiler.
92 ENERGY MANAGEMENT HANDBOOK
Upper control limits for carbon monoxide vary depend-
ing on the referenced source. Points referenced for gas-
fi red systems are typically 400 ppm, 200 ppm, or 100
ppm. Today, local environmental regulations may dictate
acceptable upper limits. Maximum desirable SSN for liq-
uid fuels is typically SSN=1 for No. 2 fuel oil and SSN=4
for No. 6 fuel oil. Again, local environmental regulations
may dictate lower acceptable upper limits.
Typical optimum levels of excess air normally at-
tainable for maximum operating effi ciency are indicated
in Table 5.2 and classifi ed according to fuel type and fi r-
ing method.
The amount of excess air (or O
2
) in the fl ue gas,
unburned combustibles, and the stack temperature rise
above the inlet air temperature are signifi cant in defi ning
the effi ciency of the combustion process. Excess oxygen
(O
2
) measured in the exhaust stack is the most typical
method of controlling the air-to-fuel ratio. However, for
more precise control, carbon monoxide (CO) measure-
ments may also be used to control air fl ow rates in com-
bination with O
2
monitoring. Careful attention to furnace
operation is required to ensure an optimum level of per-
formance.
Figures 5.3, 5.4, and 5.5 can be used to determine
the combustion effi ciency of a boiler or other fi red system
burning natural gas, No. 2 fuel oil, or No. 6 fuel oil respec-
tively so long as the level of unburned combustibles is
considered negligible. These fi gures were derived from H.
R. Taplin, Jr., Combustion Effi ciency Tables, Fairmont Press,
Lilburn, GA, 1991. For more information on combustion
effi ciency including combustion effi ciencies using other
fuels, see Taplin 1991.
Where to Look for Conservation Opportunities
Fossil-fuel-fi red steam generators, process fi red
heaters/furnaces, duct heaters, and separately fi red su-
perheaters may benefi t from an excess-air-control pro-
gram. Specialized process equipment, such as rotary
kilns, fi red calciners, and so on, can also benefi t from an
air control program.
How to Test for Relative Effi ciency
To determine relative operating effi ciency and to es-
tablish energy conservation benefi ts for an excess-air-con-
trol program, you must determine: (1) percent oxygen (by
volume) in the fl ue gas (typically dry), (2) stack tempera-
ture rise (the difference between the fl ue gas temperature
and the combustion air inlet temperature), and (3) fuel
type.
To accomplish optimal control over avoidable loss-
es, continuous measurement of the excess air is a necessi-
ty. There are two types of equipment available to measure
Table 5.2 Typical Optimum Excess Air
a
Optimum Equivalent O
2
Fuel Type Firing Method Excess Air (%) (by Volume)
————— ——————— ——————— ——————
Natural gas Natural draft 20-30 4-5
Natural gas Forced draft 5-10 1-2
Natural gas Low excess air .04-0.2 0.1-0.5
Propane — 5-10 1-2
Coke oven gas — 5-10 1-2
No. 2 oil Rotary cup 15-20 3-4
No. 2 oil Air-atomized 10-15 2-3
No. 2 oil Steam-atomized 10-15 2-3
No. 6 oil Steam-atomized 10-15 2-3
Coal Pulverized 15-20 3-3.5
Coal Stoker 20-30 3.5-5
Coal Cyclone 7-15 1.5-3
a
To maintain safe unit output conditions, excess-air requirements may be greater than the
optimum levels indicated. This condition may arise when operating loads are substan-
tially less than the design rating. Where possible, check vendors’ predicted performance
curves. If unavailable, reduce excess-air operation to minimum levels consistent with
satisfactory output.
BOILERS AND FIRED SYSTEMS 93
fl ue-gas oxygen and corresponding “excess air”: (1) por-
table equipment such as an Orsat fl ue-gas analyzer, heat
prover, electronic gas analyzer, or equivalent analyzing
device; and (2) permanent-type installations probe-type
continuous oxygen analyzers (available from various
manufacturers), which do not require external gas sam-
pling systems.
The major advantage of permanently mounted
equipment is that the on-line indication or recording al-
lows remedial action to be taken frequently to ensure
continuous operation at optimum levels. Computerized
systems which allow safe control of excess air over the
boiler load range have proven economic for many instal-
lations. Even carbon monoxide-based monitoring and
control systems, which are notably more expensive than
simple oxygen-based monitoring and control systems,
prove to be cost effective for larger industrial-and utility-
sized boiler systems.
Portable equipment only allows performance check-
ing on an intermittent or spot-check basis. Periodic moni-
toring may be suffi cient for smaller boilers or boilers which
do not undergo signifi cant change in operating conditions.
However, continuous monitoring and control systems have
the ability to respond more rapidly to changing conditions,
such as load and inlet air conditions.
The stack temperature rise may be obtained with
portable thermocouple probes in conjunction with a
potentiometer or by installing permanent temperature
probes within the exhaust stack and combustion air inlet
and providing continuous indication or recording. Each
type of equipment provides satisfactory results for the
planning and operational results desired.
An analysis to establish performance can be made
with the two measurements, percent oxygen and the
stack temperature rise, in addition to the particular fuel
fi red. As an illustration, consider the following example.
Example: Determine the potential energy savings associ-
ated with reducing the amount of excess air to an opti-
mum level for a natural gas-fi red steam boiler.
Figure 5.4 Combustion effi ciency chart for number 2
fuel oil.
Figure 5.3 Combustion effi ciency chart for natural gas.
94 ENERGY MANAGEMENT HANDBOOK
Operating Data.
Current energy consumption 1,100,000 therms/yr
Boiler rated capacity 600 boiler horsepower
Operating hours 8,500 hr/yr
Current stack gas analysis 9% Oxygen (by volume, dry)
Minimal CO reading
Combustion air inlet temperature 80°F
Exhaust gas stack temperature 580°F
Proposed operating condition 2% Oxygen (by volume, dry)
Calculation and Analysis.
STEP 1: Determine current boiler combustion ef-
fi ciency using Figure 5.6 for natural gas. Note that
this is the same fi gure as Figure 5.3.
A) Determine the current stack temperature rise.
STR = (exhaust stack temperature)
– (combustion air temperature)
STR = 580°F - 80°F = 500°F
B) Enter the chart with an oxygen level of 9% and
following a line to the curve, read the percent
excess air to be approximately 66%.
C) Continue the line to the curve for a stack tem-
perature rise of 500°F and read the current com-
bustion effi ciency to be 76.4%.
STEP 2: Determine the proposed boiler combustion
effi ciency using the same fi gure.
D) Repeat steps A through C for the proposed com-
bustion effi ciency assuming the same stack tem-
perature conditions. Read the proposed com-
bustion effi ciency to be 81.4%.
Note that in many cases reducing the amount of
excess air will tend to reduce the exhaust stack
temperature, resulting in an even more effi cient
operating condition. Unfortunately, it is diffi cult
to predict the extent of this added benefi t.
Figure 5.5 Combustion effi ciency chart for number 6
fuel oil.
Figure 5.6. Combustion effi ciency curve for reducing ex-
cess air example.
BOILERS AND FIRED SYSTEMS 95
STEP 3: Determine the fuel savings.
E) Percent fuel savings = [(new effi ciency)
– (old effi ciency)]/(new effi ciency)
Percent fuel savings = [(81.4%)
– (76.4%)]/(81.4%)
Percent fuel savings = 6.14%
F) Fuel savings =(current fuel consumption)
× (percent fuel savings)
Fuel savings = (1,100,000 therms/yr) × (6.14%)
Fuel savings = 67,540 therms/yr
Conclusions
This example assumes that the results of the com-
bustion analysis and boiler load are constant. Obvious-
ly this is an oversimplifi cation of the issue. Because the
air-to-fuel ratio (excess air level) is different for different
boiler loads, a more thorough analysis should take this
into account. One method to accomplish this would be to
perform the analysis at various fi ring rates, such as high-
fi re and low-fi re. For modulating type boilers which can
vary between high- and low-fi ring rates, a modifi ed bin
analysis approach or other bin-type methodology could
be employed.
Requirements to Effect Maximum Economy
To obtain the maximum benefi ts of an excess-air-
control program, the following modifi cations, additions,
checks, or procedures should be considered:
Key Elements for Maximum Effi ciency
1. Ensure that the furnace boundary walls and fl ue
work are airtight and not a source of air infi ltration
or exfi ltration.
a. Recognized leakage problem areas include (1)
test connection for oxygen analyzer or portable
Orsat connection; (2) access doors and ash-pit
doors; (3) penetration points passing through
furnace setting; (4) air seals on soot-blower el-
ements or sight glasses; (5) seals around boiler
drums and header expansion joints; (6) cracks or
breaks in brick settings or refractory; (7) opera-
tion of the furnace at too negative a pressure; (8)
burner penetration points; and (9) deterioration
of air preheater radial seals or tube-sheet expan-
sion and cracks on tubular air heater applica-
tions.
b. Tests to locate leakage problems: (1) a light test
whereby a strong spotlight is placed in the fur-
nace and the unit inspected externally; (2) the
use of a pyrometer to obtain a temperature
profi le on the outer casing. This test generally
indicates points where refractory or insulation
has deteriorated; (3) a soap-bubble test on sus-
pected penetration points or seal welds; (4) a
smoke-bomb test and an external examination
for traces of smoke; (5) holding a lighted candle
along the casing seams has pinpointed leakage
problems on induced- or natural-draft units; (6)
operating the forced draft fan on high capacity
with the fi re out, plus use of liquid chemical
smoke producers has helped identify seal leaks;
and (7) use of a thermographic device to locate
“hot spots” which may indicate faulty insula-
tion or fl ue-gas leakage.
2. Ensure optimum burner performance.
a. Table 5.3 lists common burner diffi culties that
can be rectifi ed through observation and main-
tenance.
b. Ascertain integrity of air volume control: (1)
the physical condition of fan vanes, dampers,
and operators should be in optimum working
condition; and (2) positioning air volume con-
trols should be checked for responsiveness and
adequacy to maintain optimum air/fuel ratios.
Consult operating manual or control manufac-
turer for test and calibration.
c. Maintain or purchase high-quality gas analyzing
systems: calibrate instrument against a known
fl ue-gas sample.
d. Purchase or update existing combustion con-
trols to refl ect the present state of the art.
e. Consider adapting “oxygen trim” feature to ex-
isting combustion control system.
3. Establish a maintenance program.
a. Table 5.4 presents a summary of frequent boiler
system problems and possible causes.
b. Perform period maintenance as recommended
by the manufacturer.
c. Keep a boiler operator’s log and monitor key
parameters.
d. Perform periodic inspections.
Guidelines for Day-to-Day Operation
The following steps must be taken to assure peak
boiler effi ciency and minimum permissible excess-air op-
eration.
1. Check the calibration of the combustion gas analyz-
er frequently and check the zero point daily.
2. If a sampling system is employed, check to assure
proper operation of the sampling system.
96 ENERGY MANAGEMENT HANDBOOK
3. The forced-draft damper should be checked for its
physical condition to ensure that it is not broken or
damaged.
4. Casing leakage must be detected and stopped.
5. Routinely check control drives and instruments.
6. If the combustion gas analyzer is used for monitor-
ing purposes, the excess air must be checked daily.
The control may be manually altered to reduce ex-
cess air, without shortcutting the safety of opera-
tion.
7. The fuel fl ow and air fl ow charts should be carefully
checked to ensure that the fuel follows the air on
increasing load with proper safety margin and also
that the fuel leads the air on decreasing load. This
should be compared on a daily shift basis to ensure
consistency of safe and effi cient operation.
8. Check the burner fl ame confi guration frequently
during each shift and note burner register changes
in the operator’s log.
9. Periodically check fl ue-gas CO levels to ensure com-
plete combustion. If more than a trace amount of CO
is present in the fl ue gas, investigate burner condi-
tions identifi ed on Table 5.3 or fuel supply quality
limits such as fuel-oil viscosity/temperature or coal
fi neness and temperature.
5.3.2 Exhaust Stack Temperature
Another primary factor affecting unit effi ciency and
ultimately fuel consumption is the temperature of com-
bustion gases rejected to the stack. Increased operating ef-
fi ciency with a corresponding reduction in fuel input can
be achieved by rejecting stack gases at the lowest practi-
cal temperature consistent with basic design principles.
In general, the application of additional heat recovery
equipment can realize this energy conservation objec-
tive when the measured fl ue-gas temperature exceeds
approximately 250°F. For a more extensive coverage of
waste-heat recovery, see Chapter 8.
Where to Look
Steam boilers, process fi red heaters, and other com-
bustion or heat-transfer furnaces can benefi t from a heat-
recovery program.
The adaptation of heat-recovery equipment to exist-
ing units as discussed in this section will be limited to
fl ue gas/liquid and/or fl ue gas/air preheat exchangers.
Specifi cally, economizers and air preheaters come under
this category. Economizers are used to extract heat energy
from the fl ue gas to heat the incoming liquid process feed-
stream to the furnace. Flue gas/air preheaters lower the
fl ue-gas temperature by exchanging heat to the incoming
combustion air stream.
Planning-quality guidelines will be presented to de-
termine the fi nal sink temperature, as well as compara-
tive economic benefi ts to be derived by the installation of
heat-recovery equipment. Costs to implement this energy
conservation opportunity can then be compared against
the potential benefi ts.
Table 5.3 Malfunctions in Fired Systems
Fuel
Malfunction Coal Oil Gas Detection Action
Uneven air distribution x x x Observe fl ame patterns Adjust registers
to burners (trial and error)
Uneven fuel distribution x x x Observe fuel pressure Consult manufacturer
to burners gages, or take coal
sample and analyze
Improperly positioned x x Observe fl ame patterns Adjust guns (trial
guns or impellers and error)
Plugged or worn burners x x Visual inspection Increase frequency
of cleaning; install
strainers (oil)
Damaged burner throats x x x Visual inspection Repair
BOILERS AND FIRED SYSTEMS 97
Table 5.4 Boiler Performance Troubleshooting
System Problem Possible Cause
Heat transfer related High stack gas temperature Buildup of gas- or water-side deposits
Improper water treatment procedure
Improper soot blower operation
Combustion related High excess air Improper control system operation
Low fuel supply pressure
Change in fuel heating value
Change in oil viscosity
Decrease in inlet air temperature
Low excess air Improper control system operation
Fan limitations
Increase in inlet air temperature
High carbon monoxide and Plugged gas burners
combustible emissions Unbalanced fuel and air distribution in
multiburner furnaces
Improper air register settings
Deterioration of burner throat refractory
Stoker grate condition
Stoker fuel distribution orientation
Low fi neness on pulverized systems
Miscellaneous Casing leakage Damaged casing and insulation
Air heater leakage Worn or improper adjusted seals on rotary
heaters
Tube corrosion
Coal pulverizer power Pulverizer in poor repair
Too low classifi er setting
Excessive blowdown Improper operation
Steam leaks Holes in waterwall tube
Valve packing
Missing or loose insulation Overheating
Weathering
Excessive soot blower operation Arbitrary operation schedule that is in
excess of requirements
98 ENERGY MANAGEMENT HANDBOOK
How to Test for Heat-Recovery Potential
In assessing overall effi ciency and potential for heat
recovery, the parameters of signifi cant importance are
temperature and fuel type/sulfur content. To obtain a
meaningful operating fl ue-gas temperature measure-
ment and a basis for heat-recovery selection, the unit un-
der consideration should be operating at, or very close
to, design and optimum excess-air values as defi ned on
Table 5.2.
Temperature measurements may be made by
mercury or bimetallic element thermometers, optical
pyrometers, or an appropriate thermocouple probe.
The most adaptable device is the thermocouple probe
in which an iron or chromel constantan thermocouple
is used. Temperature readout is accomplished by con-
necting the thermocouple leads to a potentiometer. The
output of the potentiometer is a voltage reading which
may be correlated with the measured temperature for
the particular thermocouple element employed.
To obtain a proper and accurate temperature mea-
surement, the following guidelines should be followed:
1. Locate the probe in an unobstructed fl ow path and
suffi cient distance, approximately fi ve diameters
downstream or upstream, of any major change of
direction in the fl ow path.
2. Ensure that the probe entrance connection is rela-
tively leak free.
3. Take multiple readings by traversing the cross-sec-
tional area of the fl ue to obtain an average and rep-
resentative fl ue-gas temperature.
Modifi cations or Additions for Maximum Economy
The installation of economizers and/or fl ue-gas air
preheaters on units not presently equipped with heat-re-
covery devices and those with minimum heat-recovery
equipment are practical ways of reducing stack temper-
ature while recouping fl ue-gas sensible heat normally
rejected to the stack.
There are no “fi rm” exit-temperature guidelines
that cover all fuel types and process designs. However,
certain guiding principles will provide direction to the
lowest practical temperature level of heat rejection. The
elements that must be considered to make this judgment
include (1) fuel type, (2) fl ue-gas dew-point consider-
ations, (3) heat-transfer criteria, (4) type of heat-recov-
ery surface, and (5) relative economics of heat-recovery
equipment.
Tables 5.5 and 5.6 may be used for selecting the low-
est practical exit-gas temperature achievable with instal-
lation of economizers and/or fl ue-gas air preheaters.
As an illustration of the potential and methodol-
ogy for recouping fl ue-gas sensible heat by the addition
of heat-recovery equipment, consider the following ex-
ample.
Example: Determine the energy savings associated with
installing an economizer or fl ue-gas air preheater on
the boiler from the previous example. Assume that the
excess-air control system from the previous example has
already been implemented.
Available Data
Current energy consumption 1,032,460 therms/yr
Boiler rated capacity 600 boiler horsepower
Operating hours 8,500 hr/yr
Exhaust stack gas analysis 2% Oxygen (by volume, dry)
Minimal CO reading
Current operating conditions:
Combustion air inlet temperature 80°F
Exhaust gas stack temperature 580°F
Feedwater temperature 180°F
Operating steam pressure 110 psia
Operating steam temperature 335°F
Proposed operating condition:
Combustion air inlet temperature 80°F
Exhaust gas stack temperature 380°F
Calculation and Analysis
STEP 1: Compare proposed stack temperature
against minimum desired stack temperature.
A) Heat transfer criteria:
T
g
= T1 + 100°F (minimum)
T
g
= 180 + 100°F (minimum)
T
g
= 280°F (minimum)
B) Flue-gas dew point:
T
g
= 120°F (from Figure 5.8)
C) Proposed stack temperature
T
g
= 380°F is acceptable
STEP 2: Determine current boiler combustion ef-
fi ciency using Figure 5.7 for natural gas. Note that
this is the same fi gure as Figure 5.3.
A) Determine the stack temperature rise.
STR = (exhaust stack temperature)
– (combustion air temperature)
STR = 580°F - 80°F = 500°F
B) Enter the chart with an oxygen level of 2% and
following a line to the curve, read the percent
excess air to be approximately 9.3%.
BOILERS AND FIRED SYSTEMS 99
C) Continue the line to the curve for a stack tem-
perature rise of 500°F and read the current com-
bustion effi ciency to be 81.4%.
STEP 3: Determine the proposed boiler combustion
effi ciency using the same fi gure.
D) Repeat steps A through C for the proposed com-
bustion effi ciency assuming the new exhaust
stack temperature conditions. Read the pro-
posed combustion effi ciency to be 85.0%.
STEP 4: Determine the fuel savings.
E) Percent fuel savings = [(new effi ciency)
– (old effi ciency)]/(new effi ciency)
Percent fuel savings = [(85.0%) - (81.4%)]/(85.0%)
Percent fuel savings = 4.24%
F) Fuel savings =(current fuel consumption)
× (percent fuel savings)
Fuel savings = (1,032,460 therms/yr) × (4.24%)
Fuel savings = 43,776 therms/yr
Conclusion
As with the earlier example, this analysis methodol-
ogy assumes that the results of the combustion analysis
and boiler load are constant. Obviously this is an over-
simplifi cation of the issue. Because the air-to-fuel ratio
(excess air level) is different for different boiler loads, a
more thorough analysis should take this into account.
Table 5.5 Economizers
Test for Determination of Exit
Fuel Type Flue-Gas Temperatures
Gaseous fuel Heat-transfer criteria:
(minimum percent sulphur) T
g
= T
1
+ 100°F (minimum): typically the higher
of (a) or (b) below.
Fuel oils and coal (a) Heat-transfer criteria:
T
g
= T
1
+ 100°F (min.)
(b) Flue-gas dew point
(from Figure 5.8 for a particular fuel and
percent sulphur by weight
Where: T
g
= Final stack fl ue temperature
T
1
= Process liquid feed temperature
Table 5.6 Flue-Gas/Air Preheaters
Test for Determination of Exit
Fuel Type Flue-Gas Temperatures
Gaseous fuel Historic economic breakpoint:
T
g
(min.) = approximately 250°F
Fuel oils and coal Average cold-end considerations;
see Figure 5.9 for determination of T
ce
;
the exit-gas temperature relationship is T
g
= 2T
ce
– T
a
Where: T
g
= Final stack fl ue temperature
T
ce
= Flue gas air preheater recommended average cold end temperature
T
a
= Ambient air temperature
100 ENERGY MANAGEMENT HANDBOOK
Additional considerations in fl ue-gas heat recovery in-
clude:
1. Space availability to accommodate additional
heating surface within furnace boundary walls or
adjacent area to stack.
2. Adequacy of forced-draft and/or induced-draft
fan capacity to overcome increased resistance of
heat-recovery equipment.
3. Adaptability of soot blowers for maintenance of
heat-transfer-surface cleanliness when fi ring ash-
and soot-forming fuels.
4. Design considerations to maintain average cold-
end temperatures for fl ue gas/air preheater ap-
plications in cold ambient surroundings.
5. Modifi cations required of fl ue and duct work and
additional insulation needs.
6. The addition of structural steel supports.
7. Adequate pumping head to overcome increased
fl uid pressure drop for economizer applications.
8. The need for bypass arrangements around econo-
mizers or air preheaters.
Figure 5.7 Combustion effi ciency curve for stack tem-
perature reduction example.
Figure 5.8 Flue-gas dew point. Based on unit op-
eration at or close to “optimal” excess-air.
Figure 5.9 Guide for selecting fl ue-gas air preheaters.
BOILERS AND FIRED SYSTEMS 101
9. Corrosive properties of gas, which would require
special materials.
10. Direct fl ame impingement on recovery equip-
ment.
Guidelines for Day-to-Day Operation
1. Maintain operation at goal excess air levels and
stack temperature to obtain maximum effi ciency
and unit thermal performance.
2. Log percent O
2
or equivalent excess air, inlet air
temperature, and stack temperatures, once per
shift or more frequent, noting the unit load and
fuel fi red.
3. Use oxygen analyzers with recorders for units
larger than about 35 × 10
6
Btu/hr output.
4. Maintain surface cleanliness by soot blowing at
least once per shift for ash- and soot-forming fu-
els.
5. Establish a more frequent cleaning schedule when
heat-exchange performance deteriorates due to
fi ring particularly troublesome fuels.
6. External fouling can also cause high excess air
operation and higher stack temperatures than
normal to achieve desired unit outputs. External
fouling can be detected by use of draft loss gaug-
es or water manometers and periodically (once a
week) logging the results.
7. For fl ue gas/air preheaters, oxygen checks should
be taken once a month before and after the heat-
ing surface to assess condition of circumferential
and radial seals. If O
2
between the two readings
varies in excess of 1% O
2
, air heater leakage is
excessive to the detriment of operating effi ciency
and fan horsepower.
8. Check fan damper operation weekly. Adjust fan
damper or operator to correspond to desired ex-
cess air levels.
9. Institute daily checks on continuous monitoring
equipment measuring fl ue-gas conditions. Check
calibration every other week.
10. Establish an experience guideline on optimum
time for cleaning and changing oil guns and tips.
11. Receive the “as-fi red” fuel analysis on a monthly
basis from the supplier. The fuel base may have
changed, dictating a different operating regimen.
12. Analyze boiler blowdown every two months for
iron. Internal surface cleanliness is as important
to maintaining heat-transfer characteristics and
performance as external surface cleanliness.
13. When possible, a sample of coal, both raw and
pulverized, should be analyzed to determine if
operating changes are warranted and if the de-
sign coal fi neness is being obtained.
5.3.3 Waste-Heat-Steam Generation
Plants that have fi red heaters and/or low-residence-
time process furnaces of the type designed during the era
of cheap energy may have potentially signifi cant energy-
saving opportunities. This section explores an approach
to maximize energy effi ciency and provide an analysis to
determine overall project viability.
The major problem on older units is to determine a
practical and economical approach to utilize the sensible
heat in the exhaust fl ue gas. Typically, many vintage units
have exhaust-fl ue-gas temperatures in the range 1050 to
1600°F. In this temperature range, a conventional fl ue-gas
air preheater normally is not a practical approach because
of materials of construction requirements and signifi -
cant burner front modifi cations. Additionally, equipping
these units with an air preheater could materially alter
the inherent radiant characteristics of the furnace, thus
adversely affecting process heat transfer. An alternative
approach to utilizing the available fl ue-gas sensible heat
and maximizing overall plant energy effi ciency is to con-
sider: (1) waste-heat-steam generation: (2) installing an
unfi red or supplementary fi red recirculating hot-oil loop
or ethylene glycol loop to effectively utilize transferred
heat to a remote location: and (3) installing a process feed
economizer.
Because most industrial process industries have a
need for steam, the example is for the application of an
unfi red waste-heat-steam generator.
The hypothetical plant situation is a reformer fur-
nace installed in the plant in 1963 at a time when it was
not considered economical to install a waste-heat-steam
generator. As a result, the furnace currently vents hot fl ue
gas (1562°F) to the atmosphere after inspiriting ambient
air to reduce the exhaust temperature so that standard
materials of construction could be utilized.
The fl ue-gas temperature of 1562°F is predicated
on a measured value by thermocouple and is based
on a typical average daily process load on the furnace.
This induced-draft furnace fi res a No. 2 fuel oil and has
been optimized for 20% excess air operation. Flue-gas
fl ow is calculated at 32,800 lb/hr. The plant utilizes ap-
proximately 180,000 lb/hr of 300-psig saturated steam
102 ENERGY MANAGEMENT HANDBOOK
from three boilers each having a nameplate capacity of
75,000 lb/hr. The plant steam load is shared equally by
the three operating boilers, each supplying 60,000 lb/hr.
Feedwater to the units is supplied at 220°F from a com-
mon water-treating facility. The boilers are fi red with
low-sulfur (0.1% sulphur by weight) No. 2 fuel oil. Boil-
er effi ciency averages 85% at load. Present fuel costs are
$0.76/gal or $5.48/10
6
Btu basis of No. 2 fuel oil having
a heating value of 138,800 Btu/gal. The basic approach
to enhancing plant energy effi ciency and minimizing
cost is to generate maximum quantities of “waste” heat
steam by recouping the sensible heat from the furnace
exhaust fl ue gas.
Certain guidelines would provide a “fi x” on the
amount of steam that could be reasonably generated. The
fl ue-gas temperature drop could practically be reduced
to 65 to 100°F above the boiler feedwater temperature
of 220°F. Using an approach temperature of 65°F yields
an exit-fl ue gas temperature of 220 + 65 = 285°F. This as-
sumes that an economizer would be furnished integral
with the waste-heat-steam generator.
A heat balance on the fl ue-gas side (basis of fl ue-
gas temperature drop) would provide the total heat duty
available for steam generation. The sensible heat content
of the fl ue gas is derived from Figures 5.10a and 5.10b
based on the fl ue-gas temperature and percent moisture
in the fl ue gas.
Percentage moisture (by weight) in the fl ue gas is a
function of the type of fuel fi red and percentage excess-
air operation. Typical values of percentage moisture are
indicated in Table 5.7 for various fuels and excess air. For
No. 2 fuel oil fi ring at 20% excess air, percent moisture by
weight in fl ue gas is approximately 6.8%.
Therefore, a fl ue-gas heat balance becomes
Flue-Gas Temperature Sensible Heat in Flue
Drop (°F) Gas (Btu/lb W.G.)
1562 412 (Fig. 5.15)
285 52 (Fig. 5.14)
1277 360
Figure 5.10a Heat in fl ue gases vs. percent moisture by weight. (Derived from Keenan and Kayes 1948.)
BOILERS AND FIRED SYSTEMS 103
The total heat available from the fl ue gas for steam
generation becomes
(32,800 lb.W.G.) × (360 Btu/lb.W.G.) = (11.8 × 10
6
Btu/h)
The amount of steam that may be generated is de-
termined by a thermodynamic heat balance on the steam
circuit.
Enthalpy of steam at 300 psig saturated
h
3
= 1203 Btu/lb
Enthalpy of saturated liquid at drum pressure of 300
psig
h
f
= 400 Btu/lb
Enthalpy corresponding to feedwater temperature
of 200°F h
1
= 188 Btu/lb
For this example, assume that boiler blowdown is
10% of steam fl ow. Therefore, feedwater fl ow through
the economizer to the boiler drum will be 1.10 times the
steam outfl ow from the boiler drum. Let the steam out-
fl ow be designated as x. Equating heat absorbed by the
waste-heat-steam generator to the heat available from
reducing the fl ue-gas temperature from 1562°F to 285°F
yields the following steam fl ow:
(1.10)(x)(h
f
–h
1
) + (x)(h
3
–h
f
) = 11.8 × 10
6
Btu/hr
Therefore,
steam fl ow, x = 11,388 lb/hr
feedwater fl ow = 1.10(x)= 1.10(11,388)= 12,527 lb/hr
boiler blowdown = 12,527 – 11,388 = 1,139 lb/hr
Figure 5.10a Heat in fl ue gases vs. percent moisture by weight. (Derived from Keenan and Kayes 1948.)
Table 5.7 Percent Moisture by Weight in Flue Gas
Percent Excess Air
———————————————
Fuel Type 10 15 20 25
Natural gas 12.1 11.7 11.2 10.8
No. 2 fuel oil 7.3 7.0 6.8 6.6
Coal (varies) 6.7-5.1 6.4-4.9 6.3-4.7 6.1-4.6
Propane 10.1 9.7 9.4 9.1