Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 3 potx
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.08 MB, 10 trang )
A- gỏ dao; B - li dao; C - trc quay
a hỡnh chiu ng; b hỡnh chiu bng
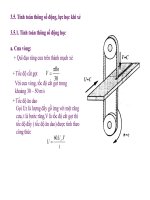
+ Phay mặt đầu
Trong phay mặt đầu, bề
mặt gia công song song
với mặt qu o mi dao .
Lỡi cắt hinh lỡi liềm
hoặc dạng dao phẳng, trục
và đĩa quay tròn thực hiện
chuyển động cắt, gỗ thực
hiện chuyển động ăn dao
theo chiều tốc độ u.
Ưu điểm của loại phay này
là có thể dùng lỡi cắt nhỏ
dễ gá kim loại cứng.
Nếu có z lỡi dao, lợng ăn dao
tơngứng với một lỡi dao sẽ là:
1000
.
.
n
z
u
U
z
Tốc độ cắt là:
V =
1000
.
60
1000
.
60
ntzR
n
Trờn hỡnh chiu ng,
chiều dày phoi trung bình có
giá trị gần đúng là h
tb1
:
z z
tb
U H 57U H
h
r H
L
r arccos
r
Xét trên mặt chiếu bằng ,
chiều dày phoi trung binh
h
tb2
ở mặt bằng lấy tại vị trí
tb
4
là h
tb2
:
b z
tb2 tb1
57U H
B
h h cos cos arcsin
r H
2 2R
r arccos
r
Vậy giá trị h
tb
tại
tb
4
là:
z
tb1 tb2
tb
B
57U H 1 cos arcsin
2R
h h
h
r H
2
2arccos
r
Để tính lực cắt ở đây sử dụng tỷ suất lực cắt phần cắt gọt cơ bản
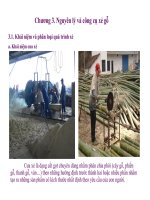
d. Phay chép hình.
-Khái niệm: Phay chép hình là dạng
phay nhằm gia công các bề mặt cong
phức tạp, ở dạng không gian.
- Các dạng phay chép hình:
Căn cứ vào quan hệ chuyển động giữa
dao và gỗ, có thể phân ra dạng cơ bản:
- phay chép hình ngang không có
chuyển động dọc trục,
- phay chép hình ngang có chuyển
động dọc trục
- phay chép hình dọc.
+ Phay chép hình ngang không có chuyển động dọc trục
Dao quay tròn với tốc
độ n
1
thực hiện chuyển động
cắt, phôi hoặc tự quay quanh
tâm của nó hoặc đứng yên,
nếu gỗ ứng yên thì dao vừa
có chuyển động cắt n
1
vừa
quay quanh phôi với tốc độ
n
2
và chuyển động hớng
tâm phôi. Trục dao và trục
tâm quay vật cắt luon song
song.
Dạng cắt gọt ở đây là
cắt bên.
Khoảng cách giữa tâm
trục dao và tâm vật cắt luôn
luôn bằng tổng bán kính dao
và bán kính sản phẩm tại các
vị trí tơng ứng.
Phay chép hình ngang
không có chuyển động dọc trục
+ Phay chép hình ngang có chuyển động dọc trục
Ngoài các chuyển động
nh khi phay chép hình
ngang không có chuyển
động dọc trục thì còn
có thêm chuyển động
dọc trục u, chuyển
động này có thể do gỗ
hoặc dao.
+ Phay chÐp h×nh däc
Dao c¾t quay trßn thùc
hiÖn chuyÓn ®éng c¾t
®ång thêi chuyÓn ®éng
däc t©m quay cña ph«i,
ph«i quay quanh t©m
nã ®ång thêi cã chuyÓn
®éng ngang theo mÉu.
D¹ng c¾t lµ c¾t däc.
- Lực khi phay chép hình:
Trờng hợp phay chép hinh ngang, quá trinh tính lực chủ yếu da vào sự thay đổi của
chiều dày phoi h
tb
và góc gặp thớ , khi dao sắc tuyệt đối ta có tỷ suất lực cắt với gỗ
Thông nh sau:
a
h
K
tb
0344.0785.0
17.047.1
(N/mm
2
)
Trờng hợp phay chép hinh dọc, tính tơng tự nh trong phay dọc thẳng.
4.2. Kt cu v ng dng ca li phay
4.2.1. Phõn loi ca li phay
Bng phõn loi li phay
Phõn loi Tờn li phay
Phõn loi theo phng thc lp dao Li phay cú cỏn, li phay khụng cỏn
Phõn loi theo hỡnh thc kt cu Li phay hon chnh, li phay lp rỏp, li phay t hp
Phõn loi theo hỡnh rng ca li phay Li phay rng cong, li phay rng nhn
Phõn loi theo ng dng gia cụng Li phay mt phng, li phay to rónh, li phay thnh hỡnh
Phõn loi theo ngoi hỡnh Li phay tr, li phay hỡnh cụn, li phay hỡnh a, li phay dng cỏn
4.2.2. Kết cấu và ứng dụng của mot so lưỡi phay
a. Lưỡi phay hàn hoàn chỉnh
Những năm gần đây sử dụng rộng rãi các
loại vật liệu như ván nhân tạo cùng với
các loại gỗ biến tính. Để đáp ứng yêu cầu
gia công cắt gọt của những loại vật liệu
này, đã sử dụng vật liệu chế tạo công cụ
cắt độ cứng cao, tính chịu nhiệt cao, trong
đó cũng bao gồm lưỡi cắt xử lý cường
hóa bề mặt hoặc sử dụng phương pháp
hàn để tạo thành lưỡi phay hoàn chỉnh
như hình
Lưỡi phay hàn hoàn chỉnh
Để tránh tác dụng của hạt mài và phoi
thép gây tắc đá mài, giảm công khi mài,
trong trường hợp thông thường, lưỡi dao
hàn đều nhô ra 1~1,5mm so với thân dao.
Để lượng cắt gọt đồng đều, chuyển động
cắt ổn định, nâng cao chất lượng bề mặt
gia công, thông thường mài lưỡi cắt có
góc sau 10
o
~15
o
, góc trước 25
o
~35
o
, góc
mài 40
o
~55
o
Lưỡi phay hợp kim cứng hàn hoàn chỉnh
(a) Lưỡi phay hàn hoàn chỉnh có thiết bị khống chế
(b) Lưỡi phay hàn hoàn chỉnh
Lưỡi phay hợp kim cứng thành hình tổ hợp
Lưỡi phay lắp ráp không mài lại
b. Lưỡi phay thành hình kim loại cứng tổ hợp
Dể tiện cho gia công chế tạo lưỡi phay thành
hình hợp kim cứng, có thể sử dụng một số
kết cấu đơn giản của lưỡi phay hợp kim để
thay thế lưỡi phay hợp kim có hình dáng
phức tạp, nhưng nó chỉ thích hợp với tổ hợp
hình gia công dạng đường thẳng, phân giản
hình dạng phôi phức tạp chế tạo thành các
lưỡi phay dạng đĩa đơn giản, sau đó lắp ráp
trên một trục là có thể tạo thành loại lưỡi phay
tổ hợp hoàn chỉnh. Để tiện cho việc điều
chỉnh và thoát phoi, thông thường lắp ráp lưỡi
cắt xen kẽ, sử dụng các loại chốt hoặc các
kết cấu cố định để lắp ráp.
c. Lưỡi phay lắp ráp không mài lại
hoặc lưỡi phay thép gió
Lưỡi cắt của lưỡi loại này thường làm thành
hình đa giác, thường thấy có loại hình tam
giác đều và hình vuông, sử dụng đinh vít để
lắp ráp lên thân dao, có thể thay đổi vị trí
theo yêu cầu sử dụng. Mỗi biên hoặc mỗi
góc của lưỡi dao đều là một lưỡi cắt, khi bị
mài mòn chỉ cần nới lỏng vít, thay đổi đến
một lưỡi cắt khác là có thể tiếp tục sử dụng.
Có một vài loại lưỡi phay lắp ráp không mài lại có thể tổ hợp thành lưỡi phay tổ hợp.
Một số loại trải qua điều chỉnh, thay đổi tổ hợp có thể gia công được các bề mặt
khác nhau. Như lưỡi phay gia công mộng rãnh hình
Lưỡi phay tổ hợp chuyên dùng tạo rãnh liên kết ván sàn
d. Trục phay xoắn ốc
Lưỡi phay răng phân đoạn
Trục dao 2- Thân dao 3- Lưỡi cắt 4- Chốt
Loại lưỡi phay xoắn có thể khắc phục
được khuyết điểm trên, có thể giảm tiếng
ồn xuống 15~20dB. Nhưng gia công chế
tạo và mài lưỡi phay xoắn tương đối khó,
do đó trên thực tế ứng dụng thường sử
dụng nhiều đoạn lưỡi phay để thay thế.
nhưng hiệu quả giảm tiếng ồn không bằng loại
lưỡi phay xoắn ốc, độ cứng của trục dao cũng
có sự giảm sút.