Đồ Án - Môn Học : Cung Cấp Điện Thiết Kế Cung Cấp Điện Cho Một Phân Xưởng Sản Xuất Công Nghiệp
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (560.98 KB, 60 trang )
ĐỒ ÁN MÔN HỌC CUNG CẤP ĐIỆN
THIẾT KẾ CUNG CẤP ĐIỆN CHO MỘT PHÂN XƯỞNG SẢN XUẤT CÔNG
NGHIỆP
Tên đồ án : Thiết kế cung cấp điện cho phân xưởng cơ khí
Tỷ lệ phụ tải điện loại I&II là 85%.
Hao tổn điện áp cho phép trong mạng điện hạ áp ∆Ucp = 3,5%.
Hệ số công suất cần nâng lên là cos ϕ
= 0,90.
Hệ số chiết khấu: I = 12%
Thời gian sử dụng công suất cực đại: TM = 5740h
Công suất ngắn mạch tại điểm đấu điện: Sk = 7,64 MVA
Thời gian tồn tại của dòng ngắn mạch tk = 2,5s
Khoảng cách từ nguồn điện đến trung tâm của phân xưởng: L = 179 m
Chiều cao nhà xưởng H = 3,8 m
Giá thành tổn thất điện năng C∆ = 1000đ/kWh.
Suất thiệt hại do mất điện gth = 7500đ/kWh.
1
MỤC LỤC
Nội dung
trang
Phụ tải của phân xưởng 3
Sơ đồ mặt bằng phân xưởng
Chương I.
4
Tính tốn chiếu sáng cho phân xưởng
Chương II. tính tốn phụ tải điện
Chương III.
5
7
Xác định sơ đồ cấp điện của phân xưởng
19
1.Vị trí đặt trạm biến áp phân xưởng
2.Chọn công suất số lượng máy biến áp
3.Lựa chọn sơ đồ nối điện tối ưu
22
Chương IV.Lựa chọn và kiểm tra các thiết bị của sơ đồ nối điện
1.Chọn tiết diện dây của mạng động lực
2.Chọn tiết diện dây của mạng chiếu sáng
3.Tính tốn ngắn mạch 32
4.Chọn thiết bị bảo vệ và đo lường
35
Chương V.Tính tốn chế độ mạng điện
41
1.Hao tổn điện áp trên đường dây và máy biến áp
2.Hao tổn cơng suất
3.Tổn thất điện năng
Chương VI.Tính tốn chọn tụ bù nâng cao hệ số cơng suất
1.Dung lượng bù
2.Vị trí đặt tụ
3.Đánh giá hiệu quả bù công suất phản kháng
Chương VII.Tính tốn nối đất và chống sét
1.Tính tốn nối đất
2.Tính tốn chống sét
Chương VIII.dự tốn cơng trình
50
2
48
45
26
Phụ tải của phân xưởng cơ khí - sửa chữa:
Hệ số
Số hiệu trên sơ
đồ
Tên thiết bị
1; 8
Máy mài nhẵn tròn
0,35
0,67
3; 10
2; 9
Máy màn nhẵn phẳng
0,32
0,68
1,5; 4
3; 4; 5
Máy tiện bu lông
0,3
0,65
0,6; 2,2; 4
6; 7
Máy phay
0,26
0,56
1,5; 2,8
10; 11; 19; 20;
29; 30
Máy khoan
0,27
0,66
0,6; 0,8; 0,8; 0,8;
1,2; 1,2
12; 13; 14; 15;
16; 24; 25
Máy tiện bu lông
0,30
0,58
1,2; 2,8; 2,8; 3;
7,5; 10; 13
17
Máy ép
0,41
0,63
10
18; 21
Cần cẩu
0,25
0,67
4; 13
22; 23
Máy ép nguội
0,47
0,70
40; 55
26; 39
Máy mài
0,45
0,63
2; 4,5
27; 31
Lò gió
0,53
0,9
4; 5,5
28; 34
Máy ép quay
0,45
0,58
20; 30
32; 33
Máy xọc, (đục)
0,4
0,6
4; 5,5
35; 36; 37; 38
Máy tiện bu lông
0,32
0,55
1,5; 2,8; 4,5; 5,5
40; 43
Máy hàn
0,46
0,82
28; 28
41; 42; 45
Máy quạt
0,65
0,78
5,5; 7,5; 7,5
44
Máy cắt tôn
0,27
0,57
2,8
Ksd
3
cos ϕ
Công suất đặt P
(kW)
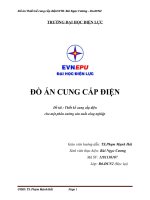
Sơ đồ mặt bằng phân xưởng:
A
6000mm
C
B
24000 mm
E
D
1
60
00
m
m
27
28
34
17
8
1
9
2
2
19
9
20
3
10
29
36
00
0m
m
3
35
36
22
30
11
18
4
12
4
37
32
23
13
21
38
5
24
33
25
39
6
40
26
44
41
45
42
43
31
7
4
14
5
6
15
16
7
LỜI NÓI ĐẦU
Ngày nay, với xu thế hội nhập, quá trình cơng nghiệp hóa hiện đại hóa đất
nước đang diễn ra một cách mạnh mẽ. Trong quá trình phát triển đó, điện năng
đóng vai trị rất quan trọng. Do đó ngày nay điện năng được sử dụng rộng rãi trong
hầu hết các lĩnh vực của đời sống. Cùng với xu hướng phát triển mạnh mẽ của nền
kinh tế, đời sống xã hội ngày càng được nâng cao, nhu cầu sử dụng điện năng
trong các lĩnh vực công nghiệp, nông nghiệp, dịch vụ... tăng lên không ngừng. Để
đảm bảo những nhu cầu to lớn đó, chúng ta phải có một hệ thống cung cấp điện an
toàn và tin cậy.
Với đồ án: “Thiết kế hệ thống cung cấp điện cho một xí nghiệp công
nghiệp”, sau một thời gian làm đồ án, dưới sự hướng dẫn của thầy giáo. Đến nay,
về cơ bản em đã hồn thành nội dung đồ án mơn học này. Do thời gian có hạn nên
khơng thể tránh khỏi những thiếu sót, em rất mong được sự chỉ bảo, giúp đỡ của
các thầy cô để đồ án này được hồn thiện hơn. Đồng thời giúp em nâng cao trình
độ chuyên môn, đáp ứng nhiệm vụ công tác sau này.
Em xin chân thành cảm ơn thầy giáo Nguyễn Phúc Huy đã giúp em hoàn
thành đồ án này.
5
CHƯƠNG I
TÍNH TỐN PHỤ TẢI CHIẾU SÁNG
1.1 Ngun tắc và tiêu chuẩn chiếu sáng
1.1.1 Yêu cầu đối với chiếu sáng:
Trong công nghiệp cũng như trong công tác và đời sống, ánh sáng nhân tạo rất cần
thiết, nó thay thế và bổ sung cho ánh sáng thiên nhiên. Việc chiếu sáng ảnh hưởng trực
tiếp đến năng suất lao động và sức khoẻ của người lao động trong công tác cũng như
trong sinh hoạt. Vì vậy chiếu sáng phải đảm bảo các yêu cầu tối thiểu nhất định, các yêu
cầu này được xem như tiêu chuẩn chất lượng ánh sáng, là nguyên tắc để định ra tiêu
chuẩn và thiết kế chiếu sáng.
Đảm bảo độ chiếu sáng đủ và ổn định.
+ Nguyên nhân làm ánh sáng dao động là sự dao động của điện áp, vì vậy tiêu
chuẩn quy định điện áp chỉ được dao động với UCf = 2,5% Uđm. Trong phân xưởng cơ
khí nguyên nhân gây ra dao động là chế độ làm việc không đều của máy công cụ.
+ Một nguyên nhân khác làm ánh sáng dao động là sự rung động cơ học của đèn
điện cho nên đèn phải được giữ cố định.
Quang thông phân bố đều trên tồn mặt chiếu sáng (mặt cơng tác).
+ Khơng có các miền cố độ chênh lệch quá lớn về độ sáng, khơng có các bóng tối
q, đặc biệt là các bóng tối di động. Sự chênh lệch độ chiếu sáng làm mắt ln phải điều
tiết để thích nghi do đó chóng mỏi mệt, các bóng tối di động dễ gây ra tai nạn lao động.
- Khơng có ánh sáng chói trong vùng nhìn của mắt, làm mắt chóng mỏi và khó điều
tiết.
Nguyên nhân của ánh sáng chói có thể là: nguồn sáng có dây tóc lớn lộ ra ngồi, có
các vật phản xạ mạnh. Nguồn sáng chớp cháy, để hạn chế ánh sáng chói có thể dùng ánh
sáng gián tiếp, góc bảo vệ thích hợp, bóng đèn mờ.
1.1.2 Tiêu chuẩn chiếu sáng:
Tiêu chuẩn chiếu sáng quy định độ chiếu sáng tối thiểu cho các nơi, các loại công
tác khác nhau. Tiêu chuẩn được xây dựng trên cơ sở cân nhắc về kinh tế, kỹ thuật nhằm
bảo đảm vừa đủ các yêu cầu đã nêu, độ chiếu sáng tối thiểu được quy định căn cứ vào các
yêu cầu sau:
6
Kích thước của vật nhìn khi làm việc và khoảng cách của nó tới mắt, hai yếu tố này
a
K= b
được thể hiện thơng qua hệ số K :
a : kích thước vật nhìn
b : khoảng cách từ vật nhìn tới mắt
Nếu K càng nhỏ thì độ chiếu sáng càng phải lớn.
Mức độ tương phản giữa vật nhìn và nền. Nếu độ tương phản càng nhỏ thì càng khó
nhìn, do đó nếu độ tương phản nhỏ thì địi hỏi độ chiếu sáng lớn.
Hệ số phản xạ của vật nhìn và nền, nếu hệ số phản xạ lớn thì độ chiếu
sáng cần nhỏ.
Cường độ làm việc của mắt, phụ thuộc vào đặc điểm riêng biệt của từng cơng tác.
Nếu cơng tác địi hỏi tập trung thị giác thì địi hỏi độ chiếu sáng cao.
Ngoài các yếu tố trên khi quy định các quy định chiéu sáng còn xét đến các yếu tố
riêng biệt khác như sự cố mặt của các vật dễ gây nguy hiểm trong điện cơng tác, sự có
mặt của các thiết bị tự chiếu sáng ...
1.2 Hệ thống chiếu sáng.
Có hai hệ thống chiếu sáng: chiếu sáng chung và chiếu sáng kết hợp giữa chiếu
sáng chung với chiếu sáng bộ phận.
- Chiếu sáng chung là hệ thống chiếu sáng mà tồn bộ mặt cơng tác được chiếu
sáng bằng đèn chung.
+ Ưu điểm là mặt công tác được chiếu sáng đều hợp với thị giác, mặt khác có thể
dùng cơng suất đơn vị lớn, hiệu suất sử dụng cao .
+ Nhược điểm là lãng phí điện năng và chỉ chiếu sáng được một phía từ đèn tới.
- Chiếu sáng kết hợp là hệ thống chiếu sáng trong đó một phần ánh sáng chiếu
chung, phần còn lại chiếu riêng cho nơi công tác.
+ Ưu điểm là độ chiếu sáng ở nơi cơng tác được nâng cao do chiếu sáng bộ phận,
có thể điều khiển quang thông theo hướng cần thiết và có thể tắt các chiếu sáng bộ phận
khi khơng cần thiết do đó tiết kiệm điện.
1.3 Các loại và chế độ chiếu sáng
1.3.1 Các loại chiếu sáng:
Có hai loại chiếu sáng
Chiếu làm việc đảm bảo đủ ánh sáng cần thiết ở nơi làm việc và trên phạm vi nhà
máy
.Chiếu sáng sự cố đảm bảo lượng ánh sáng tối thiểu khi mất ánh sáng làm
7
việc, hệ thống chiếu sáng sự cố cần thiết để kéo dài thời gian làm việc của công nhân vận
hành và đảm bảo an toàn cho người rút ra khỏi phòng sản xuất.
1.3.2 Chế độ chiếu sáng:
Chiếu sáng trực tiếp, toàn bộ ánh sáng được chuyển trực tiếp đến mặt thao tác.
Chiếu sáng nửa trực tiếp, phần lớn ánh sáng chuyển trực tiếp vào mặt thao tác, phần
còn lại chiếu sáng gián tiếp.
Chiếu sáng nửa gián tiếp, phần lớn ánh sáng chiếu gián tiếp vào mặt cơng tác, phần
cịn lại chiếu trực tiếp.
Chiếu sáng gián tiếp, toàn bộ ánh sáng được chiếu gián tiếp vào mặt công tác.
Chiếu sáng trực tiếp có hiệu quả cao nhất, kinh tế nhất nhưng để có độ chiếu sáng
đều đèn phải treo cao, dễ sinh ánh sáng chói. Các chế độ chiếu sáng cịn lại hiệu suất thấp
vì một phần ánh sáng bị hấp thụ nên thường được dùng trong khu vực hành chính, sinh
hoạt, cịn đối với phân xưởng sửa chữa cơ khí ta dùng chế độ chiếu sáng trực tiếp.
1.4 Chọn hệ thống và đèn chiếu sáng.
1.4.1 Chọn hệ thống chiếu sáng.
Việc chọn hệ thống chiếu sáng phải đảm bảo các yêu cầu chiếu sáng và ưu điểm
của hệ thống chiếu sáng .
Hệ thống chiếu sáng chung: khi yêu cầu đảm bảo độ sáng đồng đều trên mặt bằng
sản xuất, khơng địi hỏi cường độ thị giác cao và lâu, không thay đổi hướng chiếu trong
q trình cơng tác.
Hệ thống chiếu sáng cục bộ: khi những nơi mà các bộ mặt công tác khác nhau yêu
cầu độ chiếu sáng khác nhau và được chia thành từng nhóm ở các khu vực khác nhau
trên mặt công tác.
Hệ thống chiếu sáng kết hợp: khi những nơi thị giác cần phải làm việc chính xác,
nơi mà các thiết bị cần chiếu sáng mặt phẳng nghiêng và khơng tạo ra các bóng tối sâu.
Vây đối với phân xưởng sửa chữa cơ khí địi hỏi độ chính xác cao trong quá trình
làm việc nên ta chọn hệ thống chiếu sáng kết hợp .
1.4.2 Chọn loại đèn chiếu sáng.
Thường dùng hai loại đèn sau :
+ Bóng đèn sợi đốt
+ Bóng đèn huỳnh quang.
Các phân xưởng sản xuất ít dùng đèn huỳnh quang vì đèn huỳnh quang tần số f =
50Hz gây ra ảo giác không quay đối với các động cơ không đồng bộ, nguy hiểm cho
người vận hành máy, dễ gây tai nạn lao động. Do đó ta dùng đèn sợi đốt cho phân xưởng
sửa chữa cơ khí.
1.5. Khái quát chung về phân xưởng sửa chữa cơ khí:
Độ rọi yêu cầu chiếu sáng phân xưởng Eyc = 100 lux.
8
Hệ thống làm mát và thơng thống bằng quạt trần và quạt hút. Hao tổn điện áp cho
phép từ nguồn đến đầu vào của các thiết bị dùng điện ∆Ucp = 3.5%
Hệ số công suất cần nâng lên là cos ϕ
= 0.9
Kích thước của nhà xưởng: a x b x H (rộng, dài, cao) là: 24 x 36 x 3,8 m
Điểm đấu điện cách nhà xưởng: L = 179 m
Thời gian sử dụng công suất cực đại: TM = 5740h
Công suất ngắn mạch tại điểm đấu điện: Sk = 7,64 MVA
Thời gian tồn tại của dòng ngắn mạch tk = 2,5s
1.6. Thiết kế chiếu sáng:
Vì xưởng sửa chữa có nhiều máy điện quay nên ta chọn đèn sợi đốt với công suất
200W và quang thông F = 3000 lumen.
Chọn độ cao treo đèn: h1 = 0.7m
Chiều cao của mặt bằng làm việc: h2 = 0.8m
Chiều cao tính tốn: h = H – h2-h1 = 3,8 – 0,8 – 0,7 = 2,3m.
h1
H
h
h2
Với loại đèn dùng để chiếu sáng cho phân xưởng sản xuất khoảng cách giữa các
L
đèn được xác định theo tỷ lệ h = 1,8
Tức là: L = 1.8 x h = 1.5 x 2,3 = 4,14 m
Căn cứ vào kích thước của nhà xưởng ta chọn khoảng các giữa các đèn là: L d =
4,1m; Ln = 4,1m
Kiểm tra điều kiện:
4,1
4,1
4.1
4.1
1, 75
1, 6
3
2 và 3
2
9
Như vậy bố trí đèn là hợp lý.
Số lượng đèn tối thiểu để đảm bảo độ đồng đều của chiếu sáng là
Nmin = 6.9 = 54 đèn.
36
24
Chỉ số phòng :
ϕ=
a.b
24 x 36
=
=6 , 26
h( a+b ) 2,3(36+24 )
1.6
4.1
Coi hệ số phản xạ của nhà xưởng là: Trần 0.5; Tường: 0.3
Xác định hệ số lợi dụng ánh sáng tương ứng với chỉ số phòng 6,26 là: k ld = 0.59
(bảng 47.pl). Lấy hệ số dự trữ là: δ dt = 1.2; Hệ số hiệu dụng của đèn là η = 0.58.
Xác định tổng quang thông cần thiết:
E yc S . dt
F=
d kld
100 24 36 1.2
151490,3
0.58 0.59
lm
Số lượng đèn cần thiết đảm bảo độ rọi yêu cầu:
F
N=
∑ ¿ 151490 , 3
=
=50 ,5 ¿
Fd 3000
đèn < Nmin = 54 đèn.
Như vậy sơ đồ tính tốn chiếu sáng trên là hợp lý.
Độ rọi thực tế:
E=
F d N η k ld 3000×54×0 .58×0.59
=
=53, 469
a .b . δ dt 24×36×1 .2
10
lx
Ngoài chiếu sáng chung cần trang bị thêm:
- Mỗi máy 1 đèn công suất 100W để chiếu sáng cục bộ, cho 2 phong vệ sinh 2
phòng thay đồ mỗi phòng 1 bóng đèn 100W.
CHƯƠNG II
TÍNH TỐN PHỤ TẢI ĐIỆN
2.1 CÁC PHƯƠNG PHÁP XÁC ĐỊNH PHỤ TẢI TÍNH TỐN
2.1.1 Xác định phụ tải tính tốn theo cơng suất trung bình và hệ số cực đại.
Theo phương pháp này:
n
Ptt = KMax . Ptb = KMax . Ksd .
∑ Pni
i=1
Trong đó:
Ptb - cơng suất trung bình của phụ tải trong ca mang tải lớn nhất.
Pđm - công suất định mức của phụ tải.
Ksd - hệ số sử dụng công suất của phụ tải.
KMax - hệ số cực đại công suất tác dụng với khoảng thời gian trung bình
hố T=30 phút.
Phương pháp này thường được dùng để tính phụ tải tính tốn cho một nhóm thiết
bị, cho các tủ động lực trong tồn bộ phân xưởng. Nó cho một kết quả khá chính xác
nhưng lại địi hỏi một lượng thơng tin khá đầy đủ về các phụ tải như: chế độ làm việc của
từng phụ tải, công suất đặt của từng phụ tải số lượng thiết bị trong nhóm (k sdi ; pđmi ; cosi
; .....).
2.1.2 Xác định phụ tải tính tốn theo hệ số nhu cầu.
Theo phương pháp này thì
n
Ptt =k nc ∑ Pni
i=1
Trong đó:
Knc - Hệ số nhu cầu của nhóm phụ tải.
k nc =k
k
sd ∑ ¿+1−
sd ∑ ¿
√ nhd
¿
¿
Pni - Công suất đặt của nhóm phụ tải.
Phương pháp này cho kết quả khơng chính xác lắm, tuy vậy lại đơn giản và có thể
nhanh chóng cho kết quả cho nên nó thường được dùng để tính phụ tải tính tốn cho các
11
phân xưởng, cho tồn xí nghiệp khi khơng có nhiều các thơng tin về các phụ tải hoặc khi
tính tốn sơ bộ phục vụ cho việc qui hoặc .v.v...
2.1.3 Xác định phụ tải theo suất tiêu hao năng lượng
Nếu phụ tải điện khơng thay đổi hoặc thay đổi ít theo thời gian thì cơng suất tính
tốn có thể lấy bằng cơng suất trung bình và được xác định theo biểu thức:
Ptb =
M .d
T
Ptt = KM . Ptb
Trong đó:
d - [kWh/đvsp] Định mức tiêu thụ điện năng của một sản phẩm.
M - Khối lượng sản phẩm được sản xuất ra trong thời gian T (1 ca; 1 năm)
Ptb - Phụ tải trung bình của xí nghiệp.
Nếu phụ tải điện thay đổi theo thời gian thì:
Ptt = KM . Ptb
KM - Hệ số cực đại cơng suất tác dụng.
Phương pháp tính tốn phụ tải đơn giản nhưng có độ chính xác khơng cao, nó
thường được ứng dụng trong tính tốn sơ bộ đối với các cơ sở ổn định, tính tốn phụ tải
thuỷ lợi vv.Trong quy hoạch sơ bộ cơng suất tính tốn có thể xác định theo mật độ phụ tải
trên một km2 diện tích.
Ftt = .F , kW
- Mật độ phụ tải, kW/km2;
F - Diện tích vùng quy hoạch ; km2.
2.1.4 Xác định phụ tải theo hệ số đồng thời
Hệ số đồng thời thể hiện tính chất làm việc đồng thời của các phụ tải. Theo phương
pháp này công suất tính tốn được xác định dựa vào cơng suất lớn nhất tại các thời điểm
cực đại. Cơng suất tính toán là giá trị lớn nhất trong các giá trị công suất ở các thời điểm
cực đai. Thông thường ta chọn hai thời điểm: cực đại ngày và cực đại đêm, lúc đó:
{
n
Ptt=max¿ knđt .∑ Pni ¿ ¿¿
i=1
Kndt, kddt – hệ số đồng thời tại các thời điểm cực đại ngày và đêmm xác định theo
biểu thức:
k đt = p+1,5
√
p .q
n hd
12
Phương pháp này thường được áp dụng thuận tiện cho các nhóm thiết bị tiêu thụ
điện có cơng suất lớn hơn kém nhau không quá bốn lần. Trong thực tế, phương pháp này
thường được áp dụng đối với phụ tải sinh hoạt
2.1.5 Phương pháp cộng phụ tải giữa các nhóm
2.1.5.1 Phương pháp số gia
Phương pháp này được áp dụng khi các nhóm phụ tải có các tính chất khác nhau.
Phụ tải tổng hợp của hai nhóm được xác định bằng cách cộng giá trị của phụ tải lớn với
số gia của phụ tải bé.
P1-2 = Pmax + Pi
P = P1 + P2
nếu P1 > P2
P = P2 + P1
nếu P1 < P2
Pi – Số gia của công suất Pi
P
|P + k P
1 2 2
∑ ¿=¿
( P1 >P2 )
( P1
¿
|P + k P
2 1 1
Hệ số ki được xác định:
Pi
5
0, 04
P
ki= i
5
0, 04
( )
ki=
( )
−0 , 41
Đối với mạng điện hạ áp
−0 ,38
Đối với mạng điện cao áp
Phương pháp này đơn giản, dễ tính và khá chính xác, nhưng phụ tải tổng hợp của
hai nhóm phải được xác định ở cùng một thời điểm. Trong trường hợp các phụ tải thành
phần khơng ở cùng thời điểm thì cần tính tới hệ số tham gia vào cực đại của chúng.
2.1.5.2 Phương pháp tổng hợp tải theo hệ số nhu cầu
Nếu các nhóm thụ điện có cùng tính chất, thì có thể coi mỗi nhóm là một hộ dùng
điện với hệ số sử dụng tổng hợp của nhóm, lúc đó cơng suất tổng hợp của các nhóm được
xác định theo hệ số nhu cầu :
n
Ptt =k nc ∑ Pni
i=1
Trong đó:
Knc - Hệ số nhu cầu của nhóm phụ tải.
k nc =k
k
sd ∑ ¿+1−
sd ∑ ¿
√N
¿
¿
Với N là số nhóm và ksd là hệ số sử dụng tổng hợp chung
13
Trong các phương pháp trên, 3 phương pháp 4,5,6 dựa trên kinh nghiệm thiết kế
và vận hành để xác định PTTT nên chỉ cho các kết quả gần đúng tuy nhiên chúng khá
đơn giản và tiện lợi. Các phương pháp còn lại được xây dựng trên cơ sở lý thuyết xác
suất thống kê có xét đến nhiều yếu tố do đó có kết quả chính xác hơn, nhưng khối lượng
tính tốn hơn và phức tạp.
Tuỳ theo u cầu tính tốn và những thơng tin có thể có được về phụ tải, người
thiết kế có thể lựa chọn các phương pháp thích hợp để xác định PTTT.
Trong đồ án này với phân xưởng SCCK ta đã biết vị trí, cơng suất đặt, và các chế
độ làm việc của từng thiết bị trong phân xưởng nên khi tính tốn phụ tải động lực của
phân xưởng có thể sử dụng phương pháp xác định phụ tải tính tốn theo cơng suất trung
bình và hệ số cực đại.
2.2. TÍNH TỐN PHỤ TẢI ĐIỆN
2.2.1. Phụ tải chiếu sáng:
Tổng công suất chiếu sáng chung (coi hệ số đồng thời là 1)
Pcs.ch=kdt.N.Pd = 1.54 .200 = 10800 W
Trong phân xưởng cơ khí có 45 máy.
Chiếu sáng cục bộ: Pcb = (45+4) x 100 = 4900 W
Vậy tổng công suất chiếu sáng là: 10800 + 4900 = 15700 W = 15.7kW
Vì dùng đèn sợi đốt nên hệ số cos ϕ
của nhóm chiếu sáng bằng 1.
2.3.2. Phụ tải thơng thống và làm mát.
Căn cứ vào diện tích phân xưởng, phân xưởng sẽ được trang bị 20 quạt trần mỗi
quạt 120 W và 10 quạt hút mỗi quạt 80 W; cơng suất trung bình của nhóm là 0,8.
Tổng cơng suất thơng thống và làm mát :
Plm = 20.120 + 10.80 = 3200 W=3,2kW
2.2.3. Phụ tải động lực:
2.2.3.1. Phân nhóm phụ tải:
Để phân nhóm phụ tải ta dựa vào nguyên tắc sau:
* Các thiết bị trong 1 nhóm phải có vị trí gần nhau trên mặt bằng (điều này sẽ thuận
tiện cho việc đi dây tránh chồng chéo, giảm tổn thất ...).
* Các thiết bị trong nhóm nên có cùng chế độ làm việc (điều này sẽ thuận tiện cho
việc tính tốn và CCĐ sau này ví dụ nếu nhóm thiết bị có cùng chế độ làm việc, tức có
cùng đồ thị phụ tải vậy ta có thể tra chung được k sd, knc; cos; ... và nếu chúng lại có cùng
cơng suất nữa thì số thiết bị điện hiệu quả sẽ đúng bằng sơ thiết bị thực tế và vì vậy việc
xác định phụ tải cho các nhóm thiết bị này sẽ rất dễ dàng.)
14
* Các thiết bị trong các nhóm nên được phân bổ để tổng cơng suất của các nhóm ít
chênh lệch nhất (điều này nếu thực hiện được sẽ tạo ra tính đồng loạt cho các trang thiết
bị CCĐ. ví dụ trong phân xưởng chỉ tồn tại một loại tủ động lực và như vậy thì nó sẽ kéo
theo là các đường cáp CCĐ cho chúng cùng các trang thiết bị bảo vậy cũng sẽ được đồng
loạt hoá, tạo điều kiện cho việc lắp đặt nhanh kể cả việc quản lý sửa chữa, thay thế và dự
trữ sau này rất thuận lợi...).
* Ngồi ra số thiết bị trong cùng một nhóm cũng khơng nên q nhiều vì số lộ ra
của một tủ động lực cũng bị không chế (thông thường số lộ ra lớn nhất của các tủ động
lực được chế tạo sẵn cũng không quá 8). Tất nhiên điều này cũng khơng có nghĩa là số
thiết bị trong mỗi nhóm khơng nên q 8 thiết bị. Vì 1 lộ ra từ tủ động lực có thể chỉ đi
đến 1 thiết bị, nhưng nó cũng có thể được kéo móc xích đến vài thiết bị,(nhất là khi các
thiết bị đó có công suất nhỏ và không yêu cầu cao về độ tin cậy CCĐ ). Tuy nhiên khi số
thiét bị của một nhóm q nhiều cũng sẽ làm phức tạp hố trong vận hành và làm giảm
độ tin cậy CCĐ cho từng thiết bị.
* Ngồi ra các thiết bị đơi khi cịn được nhóm lại theo các u cầu riêng của việc
quản lý hành chính hoặc quản lý hoạch tốn riêng biệt của từng bộ phận trong phân
xưởng.
Dựa theo nguyên tắc phân nhóm phụ tải điện đã nêu ở trên và căn cứ vào vị trí,
cơng suất thiết bị bố trí trên mặt bằng phân xưởng có thể chia các thiết bị trong phân
xưởng Sửa chữa cơ khí thành 5 nhóm phụ tải.
2.2.3.2. Xác định phụ tải tính tốn cho các nhóm phụ tải
a. Xác định phụ tỉnh tính tốn nhóm 1:
TT
1
2
3
4
5
6
7
8
Tổng
Số hiệu
1
2
8
9
17
19
20
27
Tên thiết bị
máy mài nhẵn tròn
máy mài nhẵn phẳng
máy mài nhẵn trịn
máy mài nhẵn phẳmg
máy ép
máy khoan
máy khoan
lị gió
ksd
0,35
0,32
0,35
0,32
0,41
0,27
0,27
0,53
cosφ
0,67
0,68
0,67
0,68
0,63
0,66
0,66
0,9
Pi, kW
3
1,5
10
4
10
0,8
0,8
4
34,1
Tacó
k
sdΣ
=
Σ(P .k ) (3+10).0,35+(1,5+4).0,32+(0,8+0,8).0,27+10.0,41+4.0,53
i sdi =
=0,372
ΣP
34,1
i
Tra bảng 2.pl.bt ta co:kb=3,6
15
k=
Tỷ số giữa công suất lớn nhất và bé nhất là:
nhd =
Vậy nên: Số lượng hiệu dụng
⇒ k nc =k sd ∑ +
1−k sd
( ∑ Pi )
∑
√n hd
∑ P2i
2
=
10
=12 .5>k b
0.8
34 . 12
=4 . 755
244 . 53
=0 .372+
1−0 . 372
=0 .664
√ 4 .755
Cơng suất tính tốn là:
Ptt =k nc ∑ Pi=0. 664×34 .1=22 .655
kW
Hệ số cơng suất trung bình phụ tải động lực nhóm I là:
n
∑ Pi cos ϕ i
cos ϕ= i =1
=
n
∑ Pi
32. 406
=0. 686
34 . 1
i=1
Công suất biểu kiến
S tt =
Ptt 22 .655
=
=33 . 024
cos ϕ 0. 686
kVA
Công suất phản kháng
Qtt =Ptt . tan ϕ=22. 655×tan 46 o 41'=24 . 03
kVAr
b. Xác định phụ tỉnh tính tốn nhóm 2:
Tên thiết bị
Ký hiệu trên
mặt bằng
Công suất
đặt P (kW)
Hệ số
ksd
cos ϕ
Máy tiện bu lông
3
0,6
0,3
0,65
Máy tiện bu lông
4
2,2
0,3
0,65
Máy tiện bu lông
5
4
0,3
0,65
Máy khoan
10
0,6
0,27
0,66
Máy khoan
11
0,8
0,27
0,66
Máy tiện bu lông
12
1,2
0,3
0,58
Máy tiện bu lông
13
2,8
0,3
0,58
16
P. ksd
P.
cos ϕ
0,18
0,39
0,66
1,43
1,2
2,6
0,162
0,396
0,216
0,528
0,36
0,696
0,84
1,624
Cần cẩu
18
4
0,25
0,67
Máy ép nguội
22
40
0,47
0,7
Máy ép nguội
23
55
0,47
0,7
TỔNG
111,2
1
2,68
18,8
28
25,85
38,5
49,27
76,84
Ta có
n
Pk
i sdi
k sd
i 1 n
P
0,3.(0, 6 2, 2 4 1, 2 2,8) 0, 27.(0,8 0, 6) 4.0, 25 0, 47.(40 55)
0.443
111.2
i
i 1
Tra bảng ta có
4< kb<5
k=
Tỷ số giữa cơng suất lớn nhất và bé nhất là:
Vậy nên:
nhd =
( ∑ Pi )
∑ P2i
knc k sd
2
=
55
=91 . 66>k b
0.6
111. 22
=2 .646
4672. 48
1 k sd
0.443 1 0.443 0.785
nhd
2.646
Cơng suất tính tốn là:
Ptt =k nc ∑ Pi=0. 785×111. 2=87 . 338
Hệ số cơng suất trung bình là:
n
∑ Pi cos ϕ i
cos ϕ= i =1
=
n
∑ Pi
76 . 884
=0 .691
111. 2
i =1
Công suất biểu kiến
S tt =
Ptt 87 . 338
=
=126. 57
cos ϕ 0 .69
Công suất phản kháng
Qtt =Ptt . tan ϕ=87 . 338×tan 46o 42 '=91. 617
17
kVar
kVA
kW
c. Xác định phụ tỉnh tính tốn nhóm 3
P. ksd
P.
cos ϕ
0,56
0,39
0,84
0,26
0,56
0,728
1,568
2,8
0,3
0,58
0,84
1,624
15
3
0,3
0,58
0,9
1,74
Máy tiện bu lông
16
7,5
0,3
0,58
2,25
4,35
Máy tiện bu lông
24
10
0,3
0,58
3
5,8
Máy tiện bu lông
25
13
0,3
0,58
3,9
7,54
Máy mài
26
2
0,45
0,63
0,9
1,26
12,908
24,72
Tên thiết bị
Ký hiệu
P (kW)
Máy phay
6
1,5
0,26
Máy phay
7
2,8
Máy tiện bu lông
14
Máy tiện bu lơng
Tỉng
cos ϕ
ksd
42,6
: Ta có
n
∑ Pi k sdi
k sd
∑
= i =1 n
=
∑ Pi
12 . 908
=0. 304
42. 46
i=1
Tra bảng ta có 3,5
Vậy nên:
nhd =
( ∑ Pi )
∑ P2i
2
=
k=
13
=8 .666>k b
1 .5
42. 62
=5 . 095
356 . 18
⇒ k nc =k sd ∑ +
1−k sd
∑
√n hd
=0 .304 +
1−0 .304
=0 . 611
√5 . 095
Cơng suất tính tốn là:
Ptt =k nc ∑ Pi=0. 611×42 . 6=26 . 062
18
kW
Hệ số cơng suất trung bình là:
n
∑ Pi cos ϕ i
cos ϕ= i=1
=
n
∑ Pi
24 . 722
=0 . 580
42 . 46
i =1
Công suất biểu kiến
S tt =
Ptt 26 . 062
=
=49 .934
cos ϕ 0 .580
kVA
Công suất phản kháng
Qtt =Ptt . tan ϕ=26 . 062×tan54 o 32 '=36. 064
kVar
d. Xác định phụ tỉnh tính tốn nhóm 4
Tên thiết bị
P. ksd
P.
cos ϕ
P (kW)
Lị gió
31
5,5
0,53
0,9
2,915
4,95
Máy hàn
40
28
0,46
0,82
12,88
22,96
Máy quạt
41
5,5
0,65
0,78
3,575
4,29
Máy quạt
42
7,5
0,65
0,78
4,875
5,85
Máy hàn
43
28
0,46
0,82
12,88
22,96
Máy cắt tơn
44
2,8
0,27
0,57
0,756
1,596
Máy quạt
45
7,5
0,65
0,78
4,875
5,85
42,756
66,206
Tỉng
ksd
cos ϕ
Ký hiệu
84,8
: Ta có
n
∑ Pi k sdi
k sd
∑
= i =1 n
=
∑ Pi
i=1
19
42. 756
=0 .504
84 .8
Tra bảng ta có 5
Vậy nên:
nhd =
( ∑ Pi )
∑ P2i
2
=
k=
28
=11.2>k b
2 .5
84 . 42
=4 . 111
1748 . 84
⇒ k nc =k sd ∑ +
1−k sd
∑
√n hd
=0 .504 +
1−0 .504
=0 .748
√ 4 . 111
Cơng suất tính tốn là:
Ptt =k nc ∑ Pi=0. 748×84 . 4=63 . 490
kW
Hệ số cơng suất trung bình là:
n
∑ Pi cos ϕ i
cos ϕ=
i=1
=
n
∑ Pi
66 . 206
=0. 780
84 . 4
i=1
Công suất biểu kiến
S tt =
Ptt
63 . 490
=81. 397
cos ϕ 0 .780
=
kVA
Công suất phản kháng
Qtt =Ptt . tan ϕ=26 . 062×tan54 o 32 '=36. 064
kVar
e. Xác định phụ tỉnh tính tốn nhóm 5
Tên thiết bị
Ký hiệu P (kW) Hệ sốksd
cos ϕ
P.ksd
P2
P. cos ϕ
Cần cẩu
21
13
0,25
0,67
3,25
169
8,71
Máy ép quay
28
22
0,45
0,58
9,9
484
12,76
Máy khoan
29
1,2
0,27
0,66
0,324
1,44
0,792
Máy khoan
30
1,2
0,27
0,66
0,324
1,44
0,792
Máy đục
32
4
0,4
0,6
1,6
16
20
2,4