BÁO cáo đồ án THIẾT kế hệ THỐNG PHÂN LOẠI sản PHẨM THEO KHỐI LƯỢNG sử DỤNG PLC s7 – 1200
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (1.81 MB, 41 trang )
TRƯỜNG ĐẠI HỌC KỸ THUẬT – CÔNG NGHỆ CẦN THƠ
KHOA ĐIỆN – ĐIỆN TỬ - VIỄN THÔNG
BÁO CÁO ĐỒ ÁN
THIẾT KẾ HỆ THỐNG PHÂN LOẠI SẢN PHẨM
THEO KHỐI LƯỢNG SỬ DỤNG PLC S7 – 1200
CÁN BỘ HƯỚNG DẪN
SINH VIÊN THỰC HIỆN
Nguyễn Thị Kim Loan 1900508
Phạm Trường Duy
1900010
Ngành: Công nghệ kỹ thuật điện, điện tử
Cần Thơ – 2022
LỜI CAM ĐOAN
`
LỜI CAM ĐOAN
Nguyễn Thị Kim Loan 1900508
Phạm Trường Duy 1900010
i
LỜI CAM ĐOAN
LỜI CẢM ƠN
Nguyễn
ii
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
BẢNG KÝ HIỆU, CHỮ VIẾT TẮT
BẢNG KÝ HIỆU CHỮ VIẾT TẮT
Nguyễn
iii
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
MỤC LỤC
MỤC LỤC
LỜI CAM ĐOAN.................................................................................................i
LỜI CẢM ƠN......................................................................................................ii
BẢNG KÝ HIỆU CHỮ VIẾT TẮT.....................................................................ii
MỤC LỤC..........................................................................................................iv
DANH MỤC HÌNH ẢNH....................................................................................v
LỜI MỞ ĐẦU......................................................................................................1
1.
Lý do chọn đề tài.....................................................................................1
2.
Mục tiêu và phạm vi nghiên cứu.............................................................1
3.
Ý nghĩa khoa học và thực tiễn.................................................................2
4.
Bố cục đề tài............................................................................................2
CHƯƠNG I:TỔNG QUAN..................................................................................3
1.1.
Tính cấp thiết của đề tài.......................................................................3
1.2.
Khái niệm hệ thống phân loại sản phẩm..............................................3
1.3.
Ý nghĩa của hệ thống phân loại sản phẩm đối với con người...............4
1.4.
Các loại hệ thống phân loại sản phẩm hiện nay...................................4
1.5
Giới thiệu cân định lượng......................................................................11
1.5.1 Các hệ thống cân định lượng hiện nay............................................11
1.5.2 Băng tải cân định lượng..................................................................12
1.6
Các vấn đề cần nghiên cứu bổ sung......................................................13
CHƯƠNG II: CƠ SỞ LÝ THUYẾT..................................................................14
2.1
Khái quát chung về PLC.......................................................................14
Nguyễn
iv
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
BẢNG KÝ HIỆU, CHỮ VIẾT TẮT
2.1.1 Lịch sử hình thành...........................................................................14
2.1.2 Các loại PLC thơng dụng................................................................14
2.1.3 Ngơn ngữ lập trình..........................................................................15
2.1.4 Cấu trúc và phương thức thực hiện chương trình PLC....................15
2.1.5 Ứng dụng PLC................................................................................17
2.2
PLC – S7 1200......................................................................................17
2.2.1 Cấu trúc...........................................................................................17
2.2.2 Phân vùng bộ nhớ............................................................................20
2.2.3 Tệp lệnh S7 – 1200.........................................................................20
2.3
Phần mềm Tia – Portal v16...................................................................25
2.3.1 Giới thiệu SIMATIC STEP 7 Basic................................................25
2.3.2 Các bước tạo một project................................................................25
CHƯƠNG III: KẾT QUẢ..................................................................................29
CHƯƠNG IV: KẾT LUẬN – KIẾN NGHỊ.......................................................30
TÀI LIỆU THAM KHẢO..................................................................................31
PHỤ LỤC...........................................................................................................32
Nguyễn
iii
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
DANH MỤC HÌNH ẢNH
DANH MỤC HÌNH ẢNH
Nguyễn
v
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
LỜI MỞ ĐẦU
LỜI MỞ ĐẦU
1. Lý do chọn đề tài
Ngày nay trong thời đại cơng nghiệp hóa hiện đại hóa, cùng với sự phát triển
vượt bậc của khoa học kỹ thuật thì việc áp dụng khoa học cơng nghệ vào trong thực tế
sản xuất đang được phát triển rộng rãi về mặt quy mơ lẫn chất lượng. Trong đó ngành
tự động hóa chiếm một vai trị rất quan trọng khơng những giảm nhẹ sức lao dộng cho
con người mà còn góp phần rất lớn trong việc nâng cao năng suất lao động, cải thiện
chất lượng sản phẩm, chính vì thế ngành tự dộng hóa ngày càng khẳng định được vị trí
cũng như vai trị của mình trong các ngành cơng nghiệp và đang được phổ biến rộng rãi
trong các hệ thống cơng nghiệp trên tồn thế giới nói chung và Việt Nam nói riêng.
Với những kỹ thuật tiên tiến như vi xử lý, PLC, vi mạch số… được ứng dụng
vào lĩnh vực điều khiển thì các hệ thống điều khiển cơ khí thơ sơ, với tốc độ xử lý
chậm chạp ít chính xác được thay thế bằng các hệ thống điều khiển tự động với các
lệnh chương trình đã được thiết lập trước.
Đặc biệt trong sản xuất để quản lý dây chuyền sản phẩm cho toàn bộ hệ thống
một cách hợp lý, tiết kiệm được nhiều thời gian cũng như quản lý một cách dễ dàng thì
việc giám sát địi hỏi có sự chính xác độ tinh cậy cao. Để đáp ứng yêu cầu đó, nhóm
em đã tiến hành nghiên cứu tài liệu, thiết kế mô phỏng “Hệ thống phân loại sản phẩm
theo khối lượng sử dụng PLC S7 – 12000”, giúp rút ngắn thời gian phân loại sản phẩm
một cách chính xác.
2. Mục tiêu và phạm vi nghiên cứu
Mục tiêu nghiên cứu:
Điều khiển, phân loại được các sản phẩm hoàn toàn tự động.
Hệ thống phân loại sản phẩm theo khối lượng khi thiết kế mô phỏng phải
phân loại được sản phẩm theo từng khối lượng đã được lập trình trước đó.
Sử dụng được PLC S7 – 1200 để điều khiển, lập trình
Nguyễn
1
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
MỞ ĐẦU
Sử dụng được cảm biến cân trọng lượng để phân loại sản phẩm theo yêu cầu
Phạm vi nghiên cứu:
Tìm hiểu mơ phỏng, thiết kế phân loại các sản phẩm có khối lượng nhỏ giới hạn
với mức cân và có ba mức hạn định cân là nhẹ, trung bình và nặng, cách lưu trữ thông
tin cũng như giám sát hoạt động của mơ hình.
3. Ý nghĩa khoa học và thực tiễn
Ứng dụng PLC kết hợp với cảm biến trọng lượng, điều khiển động cơ vào hệ
thống phân loại sản phẩm. Tất cả quá trình hoạt động diễn ra được cài đặt sẵn và có thể
thay đổi khối lượng theo nhu cầu sử dụng.
Mạch mô phỏng đảm bảo phân loại đúng khối lượng yêu cầu đặt ra.
4. Bố cục đề tài
Chương I: Tổng quan
Chương II: Cơ sở lý thuyết
Chương III: Kết quả
Chương IV: Kết luận – Kiến nghị
Nguyễn
2
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
CHƯƠNG I:TỔNG QUAN
1.1.
Tính cấp thiết của đề tài
Ngày nay cùng với sự phát triển của các ngành khoa học kỹ thuật, kỹ thuật điện-
điện tử và điều khiển tự động đóng vai trị hết sức quan trọng trong mọi lĩnh vực khoa
học, quản lý, công nghiệp tự động hóa, cung cấp thơng tin… Do đó chúng ta phải nắm
bắt và vận dụng nó một cách có hiệu quả nhằm góp phần vào sự nghiệp phát triển nền
khoa học kỹ thuật thế giới nói chung và trong sự phát triển kỹ thuật điều khiển tự động
nói riêng.
Trong quá trình hoạt động ở các nhà xưởng, xí nghiệp hiện nay, việc tiết kiệm
điện năng, giảm nhân công là nhu cầu rất cần thiết, bên cạnh đó ngành cơng nghiệp
ngày càng phát triển các cơng ty xí nghiệp đã đưa tự động hóa và sản xuất để tiện ích
cho việc quản lý dây chuyền và sản phẩm cho toàn bộ hệ thống một cách hợp lý là yêu
cầu thiết yếu, tiết kiệm được nhiều thời gian cũng như quản lý một cách dễ dàng.
Hiện nay nhu cầu phân loại size của nhiều loại sản phẩm khác nhau có trọng
lượng khác nhau của các công ty trong nước, trước đây được nhân cơng cân thủ cơng
bằng cân điện tử. Q trình phân loại như vậy tốn nhiều nhân công, tăng chi phí sản
xuất, tốn nhiều thời gian, độ chính xác khơng cao. Để đáp ứng yêu cầu cần thiết đó, các
hệ thống băng tải phân loại size ra đời để dáp ứng nhu cầu, thời gian và năng suất cao
của các công ty. Với đề đề tài thiết kế và thi cơng mơ hình băng tải phân loại sản phẩm
theo trọng lượng để phục vụ nghiên cứu đáp ứng nhu cầu phân loại sản phẩm trong sản
xuất.
1.2.
Khái niệm hệ thống phân loại sản phẩm
Hệ thống phân loại sản phẩm là hệ thống điều khiển tự động hoặc bán tự động
nhằm phân chia sản phẩm ra các nhóm có cùng thuộc tính với nhau để thực hiện đóng
gói hay loại bỏ sản phẩm hỏng.
Có nhiều cách phân loại hệ thống phân loại sản phẩm:
Nguyễn
3
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Dựa trên phương thức điều khiển chia ra hệ thống tự động hay bán tự
động, có sự tham gia của con người hay không.
Theo màu sắc: màu sắc sẽ được cảm biến màu nhận biết chuyển sang tính
hiệu số rồi qua bộ chuyển đổi ADC về bộ xử lí.
Theo hình dáng kích thước bên ngồi.
Ngồi ra cịn nhiều cách phân loại khác tùy vào yêu cầu và sự khác biệt của từng
loại sản phẩm với nhau.
1.3.
Ý nghĩa của hệ thống phân loại sản phẩm đối với con người
Hệ thống phân loại sản phẩm ra đời hình thành và phát triển trong giai đoạn kinh
tế của thế giới nói chung và của đất nước ta nói riêng đã đánh dấu thêm những bước
ngoặt quan trọng cho sự tiến bộ của khoa học-công nghệ kỹ thuật. Có một tầm quan
trọng ảnh hưởng lớn đến nền cơng nghiệp đặc biệt là đối với tình hình nước Việt Nam
ta hiện nay, làm tăng nhiều mặt tốt phục vụ cho đời sống cũng như sự phát triển kinh tế
con người hứa hẹn một sự phất triển vững mạnh và ổn định lâu dài.
Một lần nữa nó khẳng định nó có vai trị rất quan trọng cho hoạt động phát triển
cung cấp phân phối sản phẩm tới con người một cách tốt nhất, giúp đời sống con người
được nâng cao hơn. Vấn đề số lượng và chất lượng sản phẩm thay đổi đáng kể có thể
nhận thấy rõ sự phân hóa và đa dạng về mẫu mã cũng như chủng loại của sản phẩm và
cũng thấy rõ chất lượng ngày càng được nâng cao và đáp ứng nhu cầu sức khỏe của
con người một cách hoàn hảo nhất.
Từ đây sự thay thế của máy móc của các thiết bị hiện đại, đã giảm thiểu lớn thời
gian lao động trực tiếp cho quá trình sản xuất cũng như trong các quá trình khác để tạo
ra sản phẩm. Nhận thấy một thế mạnh nữa là trong các cơng việc khó khăn, phức tạp đã
được thay thế bằng máy móc tự động rất nhiều, khi đó con người chỉ cần điều khiển hệ
thống, máy móc, thiết bị…tại một buồng điều khiển riêng biệt. Nhờ vậy, mà sức khỏe
và đời sống vật chất tinh thần ngày càng nâng cao và cải thiện một cách rõ rệt.
Nguyễn
4
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
1.4.
Các loại hệ thống phân loại sản phẩm hiện nay
Nhằm phục vụ nhiệm vụ hiện đại hóa quy trình sản xuất, hệ thống phân loại sản
phẩm ra đời là một công cụ hiệu quả giúp thay thế con người trong cơng việc phân loại,
nó đã góp phần nâng cao hiệu quả trong công việc. Một hệ thống hồn chỉnh có thể
phân loại các sản phẩm với độ tin cậy cao, hoạt động liên tục và giảm tối đa thời gian
trì hỗn hệ thống. Hơn thế nữa, đối với những cơng việc địi hỏi sự tập trung cao và có
tính tuần hồn, nên các cơng nhân khó đảm bảo được sự chính xác trong cơng việc.
Điều đó ảnh hưởng trực tiếp đến chất lượng sản phẩm và uy tín của nhà sản xuất. Vì
vậy, hệ thống tự động nhận dạng và phân loại sản phẩm ra đời nhằm đáp ứng nhu cầu
này.
Hệ thống phân loại sản phẩm hiện nay có rất nhiều trong ứng dụng thực tế trong
các nhà máy xí nghiệp, nhưng chủ yếu được chia thành ba loại chính là phân loại sản
phẩm theo màu sắc, theo chiều cao và theo hình dạng.
Phân loại sản phẩm theo màu sắc
Hình 1. 1 Các cơng nghệ then chốt đóng góp vào sự phát triển hệ thống
Hệ thống phân loại gạo bằng màu sắc do Viện IMI phát triển và vấn đề tự động
Nguyễn
5
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
nhận dạng, xử lý phân loại trong chế biến gạo phục vụ xuất khẩu, khả năng ứng dụng
công nghệ quang-cơ điện tử (opto-mechatronic technology) trong ứng dụng cụ thể của
“hệ máy nhìn” là đề tài được đánh giá cao tại VICA 6.
Những năm gần đây, công nghệ quang học gắn kết với các hệ thống cơ điện tử
rất nhanh, tạo ra số lượng lớn sản phẩm cơ điện tử-các máy móc, hệ thống với những
bộ phận quang học “thơng minh”. Như Hình 1.1 sự hiện diện của công nghệ quang học
ngày càng rõ nét, cho phép nâng cao giá trị và hiệu năng của hệ thống, bởi các phần tử
quang học kết hợp với các phần tử cơ điện tử nhúng trong hệ thống đã đem lại giải
pháp cho nhiều vấn đề kỹ thuật hóc búa. Dưới đây phân tích một số kết quả nghiên cứu
ứng dụng kỹ thuật quang-cơ điện tử trong máy phân loại gạo theo màu sắc của Viện
IMI.
Hình 1. 2 Sơ đồ nguyên lý-cấu trúc hệ thống phân loại gạo theo màu sắc
Các hệ thống phân loại hạt theo màu sắc nói chung, phân loại gạo theo màu sắc
nói riêng có sơ đồ nguyên lý, cấu trúc như Hình 1.2.
Vật liệu (gạo) được cấp bằng bộ cấp liệu rung xuống máng dẫn, ổn định quỹ đạo
trên máng rối chuyển động qua vùng nhận dạng của camera (CCD hoặc CMOS). Màu
sắc của đối tượng dịch chuyển (hạt gạo) được nhận biết tức thời (xử lý thời gian thực)
và máy tính cơng nghiệp (IPC) ra quyết định về khả năng chấp nhận hạt đã nhận dạng,
Nguyễn
6
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
phát tín hiệu cho súng phun khí nén bắn hạt đó ra khỏi quỹ đạo dịch chuyển nếu hạt
không đạt yêu cầu về chất lượng (trong trường hợp này thơng qua màu sắc) và ngược
lại thì khơng phát tín hiệu. Qua khỏi vùng nhận dạng, gạo chính phẩm và chế phẩm sẽ
được phân tách và chứa trong hai khoang chứa tách biệt. Từ đó có thể đưa vào kho
hoặc qua máy đóng bao. Việc xử lý và ra quyết định chỉ được phép diễn ra dưới 0,13
mili giây. Bài toán xử lý thời gian thực ở đây đóng vai trị quan trọng. Nó địi hỏi hệ
thống chiếu sáng phù hợp, kết cấu buồng nhận dạng chuẩn xác, cho phép phân tách các
ngưỡng màu tốt.
Hệ thống camera ghi nhận hình ảnh gần như tức thời và tốc độ chuyển đổi tín
hiệu, tốc độ tính tốn rất cao. Độ chính xác của kết cấu cơ khí cũng đóng vai trò quan
trọng trong việc ổn định dòng số liệu, giúp cho phần xử lý chỉ phải bù các sai số hệ
thống. Bài toán ở đây là tổng hợp của nhiều nhiệm vụ phải giải quyết về cơ khí chính
xác, kỹ thuật quang điện, điện quang, hệ thống điện tử điều khiển, phần mềm xử lý,
điện động lực các cơ cấu tác động nhanh,…Các hệ thống cơ khí được gia cơng trên
máy CNC với độ chính xác đến 10-3mm. Nguồn sáng sử dụng là đèn fluores-cence tần
số cao (100kHz). Camera CCD qt dịng được tính tốn chọn phù hợp về tốc độ, độ
phân giải, độ nhạy. Các van điện khí chuyên dụng có đặc tính trễ dưới 0,7 mili giây.
Phần điều khiển điện tử được Viện IMI thiết kế chế tạo trong nước.
Cơ sở ánh sáng và vấn đề nhận dạng, phân loại hạt (nơng sản) theo màu sắc
Hình 1. 3 Yêu cầu phân loại gạo theo màu sắc
Nguyễn
7
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Hình 1.3 là ảnh chụp hạt gạo đầu vào, đầu ra. Gạo đầu vào (đã qua các công
đoạn khác của dây chuyền xử lý như xay xát, sàng sảy, đánh bóng,…) được nhận dạng
và xử lý loại bỏ các hạt ngoại lai (hạt đỏ, vàng, bạc bụng, tạp chất). Muốn phân loại tốt,
phải nhận dạng chính xác, ra quyết định đúng và kịp thời để xử lý loại bỏ hạt ngoại lai
vốn được phân định theo màu sắc. Các hạt ngoại lai được phân định dựa trên cơ sở lựa
chọn nguồn sáng phù hợp. Không chỉ cần nguồn sáng phù hợp, quan trọng và khó khăn
hơn nhiều là phải đảm bảo camera nhận được màu sắc chuẩn xác, đây chính là mấu
chốt để đảm bảo chất lượng nhận dạng.
Nhìn chung hệ thống phân loại gạo theo màu sắc có tính chọn chuẩn xác cấu
hình hệ thống quang-điện, thiết kết kết cấu đảm bảo chất lượng ánh sáng ổn định, các
thuật tốn như thu thập và xử lí theo thời gian thực, xử lí nhận dạng hạt,… được giải
quyết triệt để. Tuy nhiên bên cạnh những ưu điểm trên thì hệ thống phân loại gạo theo
màu sắc
khá phức tạp đối với người sử dụng và khó sửa chữa khi gặp vấn đề.
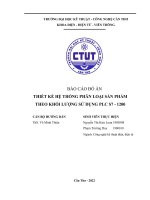
Phân loại sản phẩm theo chiều cao
Hình 1. 4 Hệ thống phân loại sản phẩm theo chiều cao
Cấu tạo:
Nguyễn
8
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
- Hai băng chuyền.
- Hai động cơ điện một chiều để kéo băng chuyền.
- Ba cảm biến nhận biết chiều cao.
- Hai xylanh piston để phân loại sản phẩm.
- Bộ PLC dùng để xử lý tín hiệu.
- Hai van đảo chiều.
- Các rơ le trung gian.
- Bộ phận giá đỡ cơ khí cho tồn bộ hệ thống.
- Nút nhấn.
Nguyên lý hoạt động: Khi nhấn nút Start, điện áp một chiều cấp cho động cơ
điện một chiều thứ nhất hoạt động, truyền chuyển động cho băng chuyền thứ nhất
thông qua dây đai. Trên băng chuyền này sẽ thiết kế những cảm biến nhận biết sản
phẩm có chiều cao khác nhau. Khi sản phẩm đi qua, cảm biến nhận biết và gửi tín hiệu
về bộ PLC xử lý sau đó PLC đưa ra tín hiệu về van đảo chiều tác động điều khiển
piston đẩy sản phẩm cao và trung bình vào khay chứa tương ứng, sản phẩm thấp sẽ
được đi đến hết băng chuyền và được phân loại vào hộp chứa nằm trên băng chuyền
thứ hai. Sau đó động cơ một chiều thứ hai truyền chuyển động cho băng chuyền thứ hai
vận chuyển hộp chứa sản phẩm thấp về vị trí tương ứng.
Ứng dụng:
Hệ thống phân loại sản phẩm theo chiều cao được ứng dụng rất nhiều trong các
ngành công nghiệp:
- Ứng dụng trong các dây chuyền sản xuất Gạch, Ngói.
- Ứng dụng trong các ngành cơng nghiệp thực phẩm như bánh kẹo, hoa quả...
- Ứng dụng trong công nghiệp sản xuất bia, nước giải khát.
Phân loại sản phẩm theo hình dạng
Nguyễn
9
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Hình 1. 5 Hệ thống phân loại sản phẩm theo hình dạng
Cấu tạo:
- Một băng chuyền.
- Một động cơ điện một chiều để kéo băng chuyền.
- Hai động cơ bước gạt sản phẩm để phân loại.
- Cảm biến thị giác Camera (Nhận dạng vật thể qua Camera).
- Bộ PLC dùng để xử lý tín hiệu.
- Các rơ le trung gian.
- Bộ phận giá đỡ cơ khí cho toàn bộ hệ thống.
- Nút nhấn.
Nguyên lý hoạt động:
Khi nhấn nút Start, điện áp một chiều cấp cho động cơ điện một chiều hoạt động,
truyền chuyển động cho băng chuyền thông qua dây đai. Trên băng chuyền sẽ thiết kế
cảm biến thị giác Camera nhận dạng sản phẩm. Khi sản phẩm đi qua, Cảm biến thị giác
nhận biết và gửi tín hiệu về bộ PLC xử lý sau đó PLC đưa ra tín hiệu điều khiển động
cơ bước gạt từng sản phẩm có hình dạng khác nhau vào nơi chứa riêng biệt.
Ứng dụng:
Nguyễn
10
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Hệ thống phân loại sản phẩm theo hình dạng được ứng dụng trong rất nhiều
ngành cơng nghiệp:
- Ứng dụng trong công nghiệp kiểm tra và phân loại sản phẩm có hình dáng khác
nhau như: Gạch, Ngói, thực phẩm tiêu dùng…
- Ứng dụng trong kiểm tra và phân loại Nông Sản.
- Ứng dụng kết hợp với Robot thơng minh.
Ngồi ba loại hệ thống phân loại sản phẩm trên, cịn có hệ thống phân loại sản
phẩm khác theo đặc tính của sản phẩm. Ví dụ như phân loại sản phẩm theo trọng
lượng, kích thước... Hầu hết cấu tạo và nguyên lý hoạt động của chúng khá tương tự
nhau, chỉ khác nhau ở bộ phận đẩy sản phẩm phân loại (có thể là xylanh piston hoặc
động cơ bước) và bộ phận nhận dạng sản phẩm (có thể là các loại cảm biến như màu
sắc, cảm biến quang thu phát, cảm biến phát hiện kim loại, hay camera phát hiện hình
dạng vật thể).
1.5
Giới thiệu cân định lượng
1.5.1 Các hệ thống cân định lượng hiện nay
Việc đo lường, kiểm soát các khối lượng trong các nhà máy, xí nghiệp rất quan
trọng. Trong nhiều q trình, việc đo lường tốt giúp cho nhà máy hoạt động một cách
liên tục, năng suất cao và tạo ra những sản phẩm tốt. Trước đây để định lượng nguyên
vật liệu trong bồn chứa, phễu chứa trong dây chuyền sản xuất, người ta sử dụng các sử
phương pháp đo lường như đo bằng thể tích, đo mức, đo bằng lưu lượng, đo bằng cân
cơ học... với sự cồng kềnh và độ chính xác khơng cao.
Ngày nay, các hệ thống hiện đại địi hỏi các hệ thống phải có độ chính xác cao
và năng suất lớn, được kết nối với các thiết bị khác trong hệ thống sản xuất đã cho ra
đời các hệ thống cân điện tử đo lường sử dụng loadcell. Qua đó tiết kiệm chi phí tiêu
hao ngun liệu, tăng năng suất, quản lý được chi phí sản xuất.
Các hệ thống cân sử dụng loadcell thường dùng như: Cân bồn, cân phễu, cân
băng tải, cân dạng cơ,...
Nguyễn
11
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Hình 1. 6 Một số hệ thống cân
1.5.2 Băng tải cân định lượng
Cân băng tải định lượng là một hệ thống băng tải kết hợp với cân điện tử. Nó có
thể cân định lượng khối lượng nguyên liệu cho quá trình sản xuất sản phẩm ngay trên
hệ thống băng truyền cấp liệu. Điều này giúp cho quá trình hoạt sản xuất của doanh
nghiệp được diễn ra liên tục, đảm bảo được khối lượng thành phần nguyên liệu cho sản
phẩm là đạt chuẩn. Từ đó giúp cho chất lượng sản phẩm đầu ra tốt nhất, đạt tiêu chuẩn
cao và mang lại nhiều giá trị hơn.
Cấu tạo: cân băng tải định lượng gồm các phần:
Khung cơ khí phần giá đỡ tồn bộ hệ thống:Phễu chứa và cấp liệu, hệ thống con
lăn băng tải, băng tải vân chuyển nguyên liệu, một số linh kiện, phụ kiện hỗ trợ khác.
Hệ thống cảm biến, điều khiển: Thiết bị cảm biến lực (loadcell cân băng định
lượng), thiết bị cảm biến tốc độ, bộ chỉ thị điều khiển, biến tần, động cơ truyền động.
Nguyễn
12
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Hệ thống điều khiển tự động hóa: Hệ thống tủ điện điều khiển trung tâm, phần
mềm điều khiển cân băng định lượng.
Nguyên lý hoạt động:
Cấp liệu vào phiễu chứa - Cấp liệu lên băng tải - Xác định khối lượng/xác định
tốc độ chạy - Phân tích thơng số thô - Xác định được khối lượng chuẩn - Điều khiển
định mức chuẩn - Hệ thống hoạt động vòng lặp.
Bộ phận cơ khí: (Phễu chứa, cửa cấp liệu, băng tải, con lăn lớn và con lăn nhỏ):
Nơi cấp liệu đầu vào, bao gồm phễu chứa và cấp liệu. Tại đây, liệu được đổ vào phễu
chứa và bắt đầu quy trình của cân băng. Liệu qua cửa cấp liệu (Vít tải hoặc cửa xả)
chảy xuống băng tải. Toàn bộ băng tải chảy liệu được gá trên khung cân băng, trên các
con lăn trong đó con lăn lớn làm nhiểm vụ tải băng, con lăn nhỏ dùng gá đỡ cho băng
tải chạy. Trong số băng tải nhỏ sẽ có bộ bận được cảm biện trọng lượng (loadcell) để
kiểm tra, đong đếm khối lượng chảy trên băng.
Bộ phận cảm biến: (Loadcell cảm biến trọng lượng, encoder cảm biến tốc độ):
Được gá trên những con lăn nhỏ, tại nơi đây sẽ xuất hiện những trọng lực tác dụng trực
tiếp lên con lăn và thơng số đó sẽ được gửi về bộ phận điều khiển. Encoder cảm biến
tốc độ sẽ có nhiệm vụ, kiểm tra tốc tộ chạy của băng tải, từ đó sẽ đưa ra được thông số
tốc độ của băng tải. Kết hợp 2 thơng số này lại sẽ có được thơng số khối lượng trên giờ
để điều chỉnh được chính xác nhất.
Bộ phận điều khiển (Đầu cân hiển thị điều khiển, tủ điện điều khiển cân băng,
phần mềm cân băng): Từ những thông số kỹ thuật truyền về từ cảm biến tốc độ và cảm
biến lực, qua đầu cân điểu khiển xủa lý thơng tin sau đó sẽ được gửi về phần mềm điều
khiển trên máy tính. Từ đây những thơng số thô sẽ được xử lý và phản hồi ngược lại tủ
điện. Tại tủ điện điều khiển trung tâm sẽ có được những quyết định, thơng số thời gian
chạy trên băng và từ đó kiểm sốt được đúng định mức khối lượng, thời gian cần thiết.
Nguyễn
13
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
1.6
Các vấn đề cần nghiên cứu bổ sung
Các nghiên cứu ở trên đã được ứng dụng từ rất lâu bên cạnh những ưu điểm thì
cịn nhiều mặt hạn chế. Đồng thời do khó sử dụng và giá thành khá cao nên nhiều
người với qui mô sản xuất nhỏ khó có thể sử dụng các thiết bị đó. Vì vậy, nhóm em đã
thực hiện nghiên cứu mơ phỏng hệ thống phân loại sản phẩm theo trọng lượng sử dụng
PLC. Hệ thống được mô phỏng khá đơn giản, dễ sử dụng và có thể đưa vào ứng dụng
thực tế để phục vụ cho dây chuyền phân loại sản phẩm của các nhà máy, xí nghiệp nhỏ
và vừa.
Nguyễn
14
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG II: CƠ SỞ LÝ THUYẾT
CHƯƠNG II: CƠ SỞ LÝ THUYẾT
2.1
Khái quát chung về PLC
2.1.1 Lịch sử hình thành
Thiết bị điều khiển khả trình (PLC, programmable logic controller) là một loại
máy tính điều khiển chuyên dụng, cho phép thực hiện linh hoạt các thuật tốn điều
khiển logic thơng qua một ngơn ngữ lập trình, do nhà phát minh người Mỹ Richard
Morley lần đầu tiên đưa ra ý tưởng vào năm 1968. Dựa trên yêu cầu kỹ thuật của
General Motors là xây dựng một thiết bị có khả năng lập trình mềm dẻo thay thế cho
mạch điều khiển logic cứng, công ty Allen Bradley và Bedford Associate (Modicon) đã
đưa ra trình bày đầu tiên. Trước đây thiết bị này thường được gọi với cái tên
Programmable Controller, viết tắt là PC, sau này khi máy tính cá nhân PC (Personal
Computer) trở nên phổ biến từ viết tắt PLC hay được dùng hơn để tránh nhầm lẫn.
2.1.2 Các loại PLC thông dụng
Bảng 2. 1 Một số loại PLC thơng dụng
Hãng
Hãng Siemens
Các dịng PLC
S7 – 200: CPU 212, CPU 214, CPU 222, CPU 224…
S7 – 300: CPU 313, CPU 314, CPU 315…
S7 – 400: CPU 412, CPU 413, CPU 414, CPU 416… S7
– 1200: CPU 1211C, CPU 1212C, CPU 1214C…
Dòng CPM1A, CPM2A, CPM2C
Dòng CQM1
Hãng Omron
Dòng CP1E
Dòng CP1L
Dòng CP1H
Dòng CJ1/M
CHƯƠNG I: TỔNG QUAN
Dòng FX: FX1N, FX1S, FX2N, FX3G…
Hãng Mitsubishi
Dòng A PLC: A large CPU, QnAS CPU, AnS CPU
Dòng Q PLC
Dòng L PLC
Hãng Delta
Dòng DVP – SA
Dòng DVP – SC
Dòng DVP – SX
Dịng DVP –
SV Dịng DVP – ES
2.1.3 Ngơn ngữ lập trình
Các ngơn ngữ lập trình PLC được quy định trong chuẩn IEC 61131 – 3 bao
gồm:
Ngôn ngữ lập trình cơ bản:
Instruction List (IL): dạng hợp ngữ.
Structured Text (ST): giống Pascal. Các ngôn ngữ đồ họa:
Ladder Diagram (LD): giống mạch rơ le.
Function Block Diagram (FBD): giống mạch nguyên lý.
Sequential Function Charts (SFC): xuất xứ từ mạng Petri/Grafcet.
2.1.4 Cấu trúc và phương thức thực hiện chương trình PLC
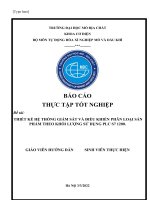
Bộ xử lý trung tâm (CPU): Bao gồm một hay nhiều bộ vi xử lý điều hành hoạt
động của toàn hệ thống.
Các kênh truyền (các BUS): bus dữ liệu (thường là 8 bit), đường dẫn các thông
tin dữ liệu, mỗi dây truyền 1 bit dạng số nhị phân. Bus địa chỉ (thường là 8 hoặc 16
bit), tải địa chỉ vị trí nhớ trong bộ nhớ. Bus điều khiển, truyền tín hiệu điều khiển từ
CPU đến các bộ phận. Bus hệ thống, trao đổi thông tin giữa các cổng nhập xuất và thiết
bị nhập xuất.
Nguyễn
16
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
Bộ nguồn: cung cấp nguồn một chiều (5V) ổn định cho CPU và các thành phần
chức năng khác từ một nguồn xoay chiều (110, 220V…) hoặc nguồn một chiều (12,
24V…).
Hình 2. 1 Sơ đồ khối PLC
Các thành phần vào/ra: đóng vai trị là giao diện giữa CPU và quá trình kỹ thuật.
Nhiệm vụ của chúng là chuyển đổi, thích ứng tín hiệu và cách ly giữa các thiết bị ngoại
vi (cảm biến, cơ cấu chấp hành) và CPU.
Đầu vào số (DI: Digital Input): các ngõ vào của khối này được kết nối với các bộ
chuyển đổi tạo ra tín hiệu nhị phân như nút ấn, cơng tắc, cảm biến tạo tín hiệu nhị
phân. Dải điện áp đầu vào có thể là 5 VDC, 12 – 24 VDC/VAC, 48 VDC, 100 – 120
VAC, 200 – 240 VAC…
Đầu vào tương tự (AI: Analog Input): Khối này có nhiệm vụ biến đổi tín hiệu
tương tự thành tín hiệu số. Các ngõ vào của khối này thường được kết nối với các bộ
chuyển đổi tạo ra tín hiệu analog như cảm biến nhiệt độ, cảm biến lưu lượng, hay ngõ
Nguyễn
17
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508
CHƯƠNG I: TỔNG QUAN
ra analog của biến tần. Các chuẩn tín hiệu tương tự thường gặp là 4 – 20mA, 0 – 5V, 0
– 10V.
Đầu ra tương tự (AO: Analog Output): Khối này có nhiệm vụ biến đổi tín hiệu
số được gửi từ CPU đến đối tượng điều khiển thành tín hiệu tương tự. Các đầu ra của
khối này được kết nối với các đối tượng điều khiển nhận tín hiệu tương tự như ngõ vào
analog của biến tần, van điện từ…
Đầu ra số (DO: Digital Output): Các đầu ra của khối này được kết nối với các
đối tượng điều khiển nhận tín hiệu nhị phân như đèn báo, cuộn hút Relay… Có 3 loại
đầu ra số là dạng Trans (1 chiều), Triac (xoay chiều) và Relay với các dải điện áp 5
VDC, 24 VDC, 12 – 48VDC/VAC, 120 VAC, 230 VDC.
Phương thức thực hiện chương trình.
PLC thực hiện chương trình theo chu trình lặp. Mỗi vịng lặp được gọi là vòng
quét (Scan). Mỗi vòng quét được bắt đầu bằng giai đoạn chuyển dữ liệu từ các cổng
vào số tới vùng bộ đệm ảo ngõ vào, tiếp theo là giai đoạn thực hiện chương trình.
Trong từng vịng qt, chương trình được thực hiện từ lệnh đầu tiên cho đến
lệnh kết thúc. Sau giai đoạn thực hiện chương trình là giai đoạn chuyển các nội dung
của bộ đệm ảo ngõ ra tới các cổng ra số. Vòng quét được kết thúc bằng giai đoạn
truyền thông nội bộ và kiểm tra lỗi. Thời gian cần thiết để PLC thực hiện được một
vòng quét gọi là thời gian vòng quét (scan time). Thời gian vịng qt khơng cố định,
tức là khơng phải vịng quét nào cũng được thực hiện trong một khoảng thời gian như
nhau. Có vịng qt thực hiện lâu, có vịng quét thực hiện nhanh tùy thuộc vào số lệnh
trong chương trình được thực hiện và khối lượng dữ liệu truyền thơng… trong vịng
qt đó.
2.1.5 Ứng dụng PLC
Điều khiển các dây truyền đóng gói bao bì, tự động mạ tráng kẽm, sản xuất
bia, sản xuất xi măng…
Hệ thống rửa ô tô tự động.
Nguyễn
18
Phạm Trường Duy
Thị
1900010
Kim
Loan
1900508