DUNG SAI – KỸ THUẬT ĐO
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (944.05 KB, 29 trang )
BỘ GIÁO DỤC & ĐÀO TẠO
TRƯỜNG ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HỒ CHÍ MINH
Mơn học: DUNG SAI – KỸ THUẬT ĐO
Giảng viên: PGS.TS. Đỗ Thành Trung
Email:
ĐT: 0989881588
Văn phòng: A1-603, Tòa nhà Trung tâm ĐH SPKT TPHCM
GIỚI THIỆU
- ĐỀ CƯƠNG CHI TIẾT
- GIÁO TRÌNH: Dung sai – Kỹ thuật đo (ThS. Trần Quốc Hùng)
- TÀI LIỆU THAM KHẢO:
1. Hoàng Xuân Nguyên, Dung sai lắp ghép và đo lường kỹ thuật,
NXB Giáo dục, 1994.
2. Ninh Đức Tốn, Dung sai và lắp ghép, NXB Giáo dục, 2003.
3. Ninh Đức Tốn, Sổ tay Dung sai và lắp ghép, NXB Giáo dục, 2009.
4. Hồ Đắc Thọ & Nguyễn Thị Xuân Bảy, Cơ sở kỹ thuật đo trong chế
tạo máy, NXB Khoa học và Kỹ thuật, 1998.
5. Mitutoyo, Metrology handbook, 2004.
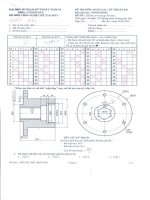
0,02 AB
A
B
CHƯƠNG I
KHÁI NIỆM CƠ BẢN VỀ DUNG SAI VÀ LẮP GHÉP
I.1. KHÁI NIỆM VỀ TÍNH ĐỔI LẪN CHỨC NĂNG
+ Định nghĩa:
Tính đỗi lẫn chức năng là khả năng có thể thay thế cho nhau
giữa các chi tiết máy cùng loại, cùng cỡ mà không cần phải
sửa chữa, lựa chọn nhưng vẫn đảm bảo mọi yêu cầu về kỹ
thuật và kinh tế.
+ Phân loại: 2 loại
- Đổi lẫn hoàn toàn:
Khi lắp ráp các chi tiết được chọn bất kỳ trong loạt và hồn
tồn có tính ngẫu nhiên.
Được áp dụng đối với các chi tiết máy tiêu chuẩn, chi tiết dự
trữ, thay thế, các chi tiết lắp ghép có yêu cầu thay thế một cách
bất ký mà không cần phải lựa chọn.
- Đổi lẫn khơng hồn tồn:
Khi dung sai chế tạo khơng thể thỏa mãn yêu cầu của thiết
kế.
Phương pháp này cho phép mở rộng phạm vi dung sai của
các khâu thành phần để dễ chế tạo. Sau đó chi tiết sẽ phân chia
thành từng nhóm và các kích thước trong nhóm tương ứng sẽ
được lắp ráp với nhau.
m
III
II
T’D
III’
I
D = d =Ø 50mm
TD
Smin
II’
đường 0
T’d Smax
I’
Td
+ Hiệu quả của tính đổi lẫn chức năng:
- Đối với thiết kế: Giảm được thời gian, công sức và chi phí.
- Đối với sản xuất: Là tiền đề về kỹ thuật cho phép phân công
sản xuất giữa các nhà máy, tiến tới chun mơn hóa sản xuất.
- Đối với sử dụng: Hạn chế tối đa giờ chết của máy, không cần
bộ phận sửa chữa cồng kềnh và phức tạp.
I.2. KHÁI NIỆM VỀ DUNG SAI VÀ LẮP GHÉP
I.2.1. Kích thước
+ Kích thước danh nghĩa:
Là kích thước mà dựa vào chức năng và điều kiện làm việc
của chi tiết để tính tốn, xác định và chọn theo trị số tiêu chuẩn
Bề mặt
bao
(giảm số lượng cỡ phôi thanh và dụng cụ cắt,..)
D: Đối với chi tiết lỗ hay bề mặt bao
d: Đối với trục hay bề mặt bị bao
d=D
Ký hiệu:
Chi tiết
bao
Bề mặt bị
bao
Chi tiết bị
bao
+ Kích thước thực:
Là kích thước đo trực tiếp trên chi tiết bằng các dụng cụ đo.
Ký hiệu:
Dt: Đối với chi tiết lỗ hay bề mặt bao
dt: Đối với trục hay bề mặt bị bao
+ Kích thước giới hạn:
Là kích thước lớn nhất và nhỏ nhất giới hạn phạm vi cho
phép của kích thước chi tiết.
Có 2 kích thước giới hạn:
Kích thước giới hạn lớn nhất (Dmax, dmax)
Kích thước giới hạn nhỏ nhất (Dmin, dmin)
Kích thước thực đạt u cầu khi nó thỏa mãn điều kiện:
dmin ≤ dt ≤ dmax
Dmin ≤ Dt ≤ Dmax
I.2.2. Sai lệch giới hạn
+ Định nghĩa:
Sai lệch giới hạn là hiệu đại số giữa kích thước giới hạn và
kích thước danh nghĩa.
+ Phân loại:
- Sai lệch giới hạn trên
- Sai lệch giới hạn dưới
Sai lệch giới hạn trên (ES, es) là hiệu đại số giữa kích thước
giới hạn lớn nhất và kích thước danh nghĩa.
- Đối với lỗ: ES = Dmax – D
- Đối với trục: es = dmax – d
Sai lệch giới hạn dưới (EI, ei) là hiệu đại số giữa kích thước
giới hạn nhỏ nhất và kích thước danh nghĩa.
- Đối với lỗ: EI = Dmin – D
- Đối với trục: ei = dmin – d
+ Chú ý:
Sai lệch giới hạn có thể dương (+), âm (-) hoặc bằng 0.
Sai lệch giới hạn trên luôn luôn lớn hơn sai lệch giới hạn
dưới.
Sai lệch giới hạn có đơn vị là mm hoặc µm.
Ví dụ: D = 63+ 0,030 mm
I.2.3. Dung sai (T)
Dung sai là hiệu đại số giữa kích thước giới hạn lớn nhất và
nhỏ nhất.
- Dung sai kích thước lỗ (TD)
TD = Dmax – Dmin = (ES + D) – (EI + D)
TD = ES – EI
- Dung sai kích thước trục (Td)
Td = dmax – dmin = (es + d) – (ei + d)
Td = es - ei
+ Chú ý:
Dung sai luôn luôn dương (+).
Đơn vị dung sai là mm hoặc µm.
Trên bản vẽ kỹ thuật, kích thước sẽ được ghi gồm: Kích
thước danh nghĩa và sai lệch giới hạn. Tất cả cùng đơn vị mm.
I.2.4. Lắp ghép
+ Định nghĩa
Lắp ghép là sự phối hợp giữa hai hay nhiều chi tiết với nhau
để thành một bộ phận máy hay một máy có ích.
d=D
Bề mặt bị
bao
Chi tiết
bao
d=D
Bề mặt
bao
Bề mặt
bao
Chi tiết bao
Chi tiết bị bao
Bề mặt bị bao
Chi tiết bị bao
+ Phân loại: 3 loại lắp ghép (độ hở, độ dơi, trung gian)
a) Lắp ghép có độ hở (S) là lắp ghép trong đó kích thước bao
ln ln lớn hơn kích thước bị bao để tạo thành độ hở trong
lắp ghép.
+ Độ hở lớn nhất (Smax)
Smax = Dmax – dmin = ES – ei
+ Độ hở nhỏ nhất (Smin)
Smin = Dmin – dmax = EI – es
+ Độ hở trung bình (Stb): Stb =(Smax + Smin)/2
+ Dung sai độ hở: TS = Smax – Smin = TD + Td
b) Lắp ghép có độ dơi (N) là lắp ghép trong đó kích thước bao
ln ln nhỏ hơn kích thước bị bao để tạo thành độ dôi trong
lắp ghép.
+ Độ dôi lớn nhất (Nmax)
Nmax = dmax – Dmin = es – EI
+ Độ dôi nhỏ nhất (Nmin)
Nmin = dmin – Dmax = ei – ES
+ Độ dơi trung bình (Ntb) Ntb =(Nmax + Nmin)/2
+ Dung sai độ dôi: TN = Nmax – Nmin = TD + Td
b) Lắp ghép trung gian là lắp ghép trong đó có thể có độ hở
hoặc độ dơi tùy theo kích thước thực của cặp chi tiết lắp ghép
với nhau.
+ Độ hở lớn nhất (Smax)
Smax = Dmax – dmin = ES – ei
+ Độ dôi lớn nhất (Nmax)
Nmax = dmax – Dmin = es – EI
+ Dung sai lắp ghép
TS,N = Smax + Nmax = TD + Td
I.2.5. Biểu đồ phân bố dung sai lắp ghép
Để biểu diễn dung sai của một kích thước trên bản vẽ, người
ta ghi giá trị sai lệch ở bên phải giá trị kích thước danh nghĩa.
Trong đó, sai lệch trên ghi ở trên, sai lệch dưới ghi ở dưới. Nếu
sai lệch đối xứng qua đường khơng thì ghi (±) và giá trị sai lệch
đó.
Ví dụ:
0, 035
20 0, 008
; 40+0,020 ; 40±0,018
Ngồi ra, để đơn giản và thuận tiện cho tính tốn, ta có thể
biểu diễn lắp ghép dưới dạng biểu đồ.
Ví dụ:
D = 50
0 , 025
; d = 50
0 , 009
0 , 025
m
TD
ES =+25
EI = 0
SĐPBDS cho biết:
+ Sai lệch giới hạn của lỗ và trục.
+ Dung sai của lỗ và trục.
+ Đặc tính của lắp ghép
es = -9
D = d =Ø 50mm
+ Kích thước giới hạn của lỗ và trục.
đường 0
ei = -25
Td
+ Đặc tính của lắp ghép
m
m
TD
m
Td
đường 0
Td
Lắp ghép có độ hở
TD
đường 0
TD
Lắp ghép có độ dôi
đường 0
Td
Lắp ghép trung gian
I.3. CÂU HỎI TRẮC NGHIỆM
1. Hiệu đại số giữa kích thước giới hạn nhỏ nhất và kích
thước danh nghóa là:
a. Dung sai.
b. Sai lệch giới hạn trên.
Đáp án:
c. Sai lệch giới hạn dưới.
d. Sai lệch giới hạn.
2. Cho một lắp ghép có độ dôi, Nmax được tính bằng công thức sau:
a. Nmax = Dmin dmax.
b. Nmax = dmax Dmin.
Đáp án:
c. Nmax = Dmax dmin.
d. Nmax = dmin Dmax.
3. Loạt chi tiết gia công có kích thước d = 40 , Td = 16m , ei = 25m
.Đánh giá hai chi tiết với kích thước thực sau đây dt1 = 39,9925 và
dt2 = 39,976 có đạt yêu cầu không?
a.
b.
c.
d.
Chi tiết 1 đạt, chi tiết 2 không đạt.
Chi tiết 2 đạt, chi tiết 1 không đạt.
Cả hai chi tiết đều đạt.
Cả hai chi tiết đều không đạt.
Đáp án:
4. Chọn câu sai:
a. Sai lệch giới hạn có thể có giá trị dương, âm hoặc bằng 0.
b. Sai lệch giới hạn trên luôn luôn lớn hơn sai lệch giới hạn dưới.
c. Dung sai luôn luôn dương.
d. Sai lệch giới hạn dưới luôn luôn âm
Đáp án:
5. Trong các mối lắp sau, mối lắp nào là lắp ghép có độ hở:
a. D = 63+ 0,030 mm; d = 6300,,014
mm .
033
b. D = 24– 0,033 mm; d = 24– 0,021 mm.
c. D = 7500 ,,038
073 mm; d = 75– 0,019 mm.
d. D = 110+ 0,035 mm; d = 11000 ,,085
mm.
06
Đáp án:
6. Cho D = 28 0,081 , d = 28–0,021 . Tính Nmax , Nmin :
0,048
a. Nmax = 0,081mm ; Nmin = 0,027 mm.
b. Nmax = 0,081mm ; Nmin = 0,021mm.
c. Nmax = 0,048mm ; Nmin = 0,021mm.
d. Nmax = 0,048mm ; Nmin = 0,027mm .
Đáp aùn: