Nghiên cứu, tính toán, thiết kế, chế tạo máy cắt cỏ chuyên dùng chăm sóc vườn cây ăn trái 5
Bạn đang xem bản rút gọn của tài liệu. Xem và tải ngay bản đầy đủ của tài liệu tại đây (3.8 MB, 67 trang )
Đồ thị 4.18.
0,250
9
8
7
6
0,150
5
4
0,100
Độ sót(%)
Năng suất ( ha/h)
0,200
3
2
0,050
1
0,000
0
30
35
40
45
50
55
Vận tốc dao (m/s)
Năng suất dao C (ha/h)
Năng suất dao A (ha/h)
Năng suất dao B (ha/h)
Độ sót dao C (%)
Độ sót dao B (%)
Độ sót dao A (%)
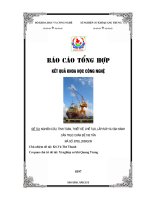
Hình 4.25: Đồ thị quan hệ giữa vận tốc dao cắt đến năng suất
và độ sót của 3 loại dao A,B,C
Nhận xét về quan hê vận tốc dao C đến đơ sót của 3 loại dao A,B,C
Xét về mặt năng suất cho thấy ứng với vân tốc tiến của máy 0,8m/s, tại vận tốc
45m/s năng suất cắt của dao C cho cao nhất, trong khi dao B phải ở vận tốc dao là
50m/s và dao A là 55m/s
Xét về độ sót thì tại vận tốc 45 m/s dao C có độ sót là thấp nhất là 3,5%
Nên chọn dao C làm việc ở chế độ vận tốc dao 45m/s sẽ giải quyết được vấn đề
năng suất cắt cỏ và tiêu hao nhiên liệu riêng chấp nhận mức < 4%
CHƯƠNG 5. KẾT LUẬN VÀ KIẾN NGHỊ
5.1. Kết luận
Hoàn thành các mục tiêu đề tài đã đề ra.
Thực hiện tính tốn, thiết kế, chế tạo được một máy cắt cỏ sử dụng trong các nông
trại trồng cây ăn trái.
Làm chủ được công nghệ cắt cỏ bằng kết cấu dạng tang trống hay cịn được gọi là
kết cấu hai trụ xoay có vành lắp dao kiểu động. Với khả năng nắm bắt được cơng
nghệ ta hồn tồn có thể xây dựng được các kế hoạch cái tiến và tối ưu loại máy cắt
cỏ này trong tương lai.
Kết quả cụ thể về máy cắt cỏ của đề tài đã đạt được.
Kích thước tổng thể máy:
Năng suất làm việc: 0,23ha/h
108
Lượng tiêu hao nhiên liệu: 8 lít/ha
Độ sót cỏ sau khi cắt: < 4%
Tính hiệu quả kinh tế: máy cắt cỏ hai dao chi phí chỉ bằng 6,68 % chi phí cắt cỏ
liềm và bằng 23,53 % cắt cỏ bằng máy đeo vay.
Xây dựng được một chế độ cắt tối ưu trong quá trình làm việc của máy.
Tốc độ tiến hiệu quả: 0,8m/s
Tốc độ dao cắt: 45m/s
Loại dao cắt: Dao loại răng cưa
Đóng góp về mặt hiệu quả kinh tế
Như vậy so sánh chi phí 3 loại hình cắt cỏ gồm cắt bằng liềm và cắt cỏ bằng máy
đeo vai ngoài ưu việt về độ sót và chiều cao gốc cỏ sau cắt thì chi phí dùng máy cắt
cỏ hai dao chỉ bằng 6,68 % chi phí cắt cỏ liềm và bằng 23,53 % cắt cỏ bằng máy đeo
vay.
Đóng góp về mặt học thuật
Trình bày tổng quan về các máy cắt cỏ trên thế giới và trong nước
Thiết kế, chế tạo được 3 loai dao cắt, gồm dao cắt loại A là loại dao thẳng có góc
cắt là 00, Dao loại B là dao thẳng góc cắt 300 và dao loại C loại dao răng cưa.
Bằng phương pháp Taguchi thiết lập ma trận thí nghiệm và cho thấy giá trị vận tốc
0,8m/s cho kết quả làm việc cho 3 loại dao là tốt nhất (Giá trị vận tốc tiến 0,8m/s
đã được nhóm nghiên cứu chọn và thực hiện khảo sát xác định vận tốc dao hợp lý
cho 3 loại dao A, dao B và dao C )
Đối với vận tốc dao cắt đề tài thực hiện nghiên cứu khảo sát và xét trong phạm vi
30, 35, 40, 45, 50, 55 m/s thông qua bộ truyền động đai.
Kết quả khảo nghiêm đã xác định được
Dao loại A
Miền vận tốc của dao cắt tốt nhất từ 52,5 m/s đến 57,5 m/s cho năng suất cao nhất
khoảng 0,194 ha/h
Miền vận tốc của dao cắt vùng 32,5-37,5 m/s cho tiêu hao nhiên liệu thấp
Vận tốc dao cắt tăng thì độ sót càng ít, vùng cực tiểu tại 50 - 55 m/s
Dao loại B
Miền vận tốc của dao cắt tốt nhất từ 52,5 m/s đến 57,5 m/s cho năng suất cao nhất
khoảng 0,202 ha/h
Miền vận tốc của dao cắt vùng 32,5 - 37,5m/s cho tiêu hao nhiên liệu thấp nhất
Vận tốc dao cắt tăng thì độ sót càng ít, vùng cực tiểu tại 47,5 - 55 m/s
Dao loại C
Dao loại C được đề tài lựa chọn trong điều kiện cắt cỏ loại cỏ chỉ trong vườn dừa
vùng đất Củ Chi. Miền vận tốc của dao cắt tốt nhất từ 42,5 m/s đến 47,5 m/s cho
109
năng suất cao nhất khoảng 0,23 ha/h.
Miền vận tốc của dao cắt vùng 32,5 – 37,5 m/s cho tiêu hao nhiên liệu thấp nhất
Tại vận tốc dao 45m/s cho kết quả tốt nhất về năng suất, tiêu hao nhiên liệu 8 lít/giờ
và độ sót< 4%.
Chế độ làm việc của máy
Đề tài chọn dao loại C
Vận tốc tiến của máy 0,8 m/s (2,88km/h), vận tốc dao 45 m/s.
Công bố khoa học
Kết quả nghiên cứu khoa học đã đăng được 01 bài báo trên tạp chí Scopus AIP
ISSN:0094-243XE-ISSN:1551-7616 tên bài báo “Experimental Research To
Determine The Optimal Working Regime Of A Twin-Drum Mower For The Dragon
Fruit Orchards In Vietnam, Cite as: AIP Conference Proceedings 2406, 020037
(2021); Published Online: 20 September 2021
5.2. Kiến nghị
Mặc dù đã có rất nhiều cố gắng trong quá trình nghiên cứu và thực hiện đề tài nhưng
do hạn chế về mặt thời gian nên Báo cáo khoa học tổng kết đề tài vẫn còn một số hạn
chế cần tiếp tục nghiên cứu và thực hiện, cụ thể là:
Đề tài mới dừng lại ở việc nghiên cứu vận tốc dao cắt trong khi vận tốc tiến của máy
hạn chế trong vùng khảo sát 0,5m/s - 1,1m/s, đề tài chưa có điều kiện thực hiện vận
tốc tiến ngoài vùng này nên tiếp tục nghiên cứu.
Độ nhấp nhô mặt vườn cũng ảnh hưởng đến năng suất cắt, chất lượng cắt, do vậy
nghiên cứu về máy này cần tiếp tục thực hiện với yêu tố đầu vào là độ nhấp nhô sẽ
ảnh hưởng hàm mục tiêu.
Sau khi khảo nghiệm nhóm tác giả đã cải tiến tối ưu kết cấu máy cắt cỏ hai dao như
giảm trọng lượng, bổ sung thêm 01 bánh xe phụ giúp cho máy cắt cỏ hai dao cân bằng
tốt hơn trong quá trình vận hành.
Do điều kiện dịch bệnh nên nhóm nghiên cứu mới dừng lại ở phần khảo nghiêm cắt
loại cỏ chỉ trong vườn trồng dừa trên địa hình đất Củ Chi TP. Hồ Chí Minh. Thực tế
trong các vườn cây ăn trái còn nhiều loại cỏ khác nhau trong các vườn cây ăn trái nên
trong thời gian tới khi hết dịch COVID 19, nhóm nghiên cứu sẽ tiếp tục đưa máy đi
khảo nghiệm cắt cỏ tại các vườn trồng cây Thanh Long để tìm cơ hội phát triển máy
dưới dạng thương mại hóa. Ngồi ra đề tài đề nghị tiếp tục thử nghiệm các chế độ
cắt đối với một số loại cỏ thuộc các khu vực khác ngoài phạm vi vườn cây ăn trái như:
công viên, các loại cỏ phát triển gần các khu vực nhà máy, xí nghiệp, …Bởi, cỏ dại
trong vườn cây ăn trái chỉ là một phạm vi rất giới hạn, với đặc điểm chung đó là cắt
và quản lý sự phát triển các loại cỏ dại thì kiểu máy mà theo đề tài đã nghiên cứu có
thể ứng dụng hiệu quả ở nhiều khu vực khác. Do đó, việc xây dựng thêm các chế độ
cắt là rất cần thiết.
110
TÀI LIỆU THAM KHẢO.
[1] (Ngày kiểm tra 05/15/2020)
[2] “Catalogue Double Drum Mower BDR-1200 - User manual,” Vari, Inc., Czech
Republic.
[3] (Ngày kiểm tra 05/15/2020)
[4] (Ngày kiểm tra 05/15/2020)
[5] (Ngày kiểm tra 05/15/2020)
[6] kiểm tra 05/15/2020)
[7] (Ngày kiểm tra 05/15/2020)
[8] />products/drummower(Ngày kiểm tra 05/15/2020)
[9] P. Deevy “Guard Finger and Sickle Bar” U.S Patent 235855, Dec. 28, 1880
[10] https:picclick.ie/RARE-Prototype-Sickle-Bar-Mower-Photo-Robinson.html (Ngày
kiểm tra 05/15/2020)
[11] (Ngày kiểm tra 05/15/2020)
[12] J. Guillotin “Disc Mower” U.S Patent 3483685, Dec. 16, 1969
[13] C. M. Kline, Reinholds, and Neil W. Webster “Rotary mower disc guards” U.S
Patent 3513648, May. 26, 1970
[14] Catalog “Minos Agri”
[15] Petrus Wilhelmus Zweegers, “Mowing machines,” U.S. Patent US3389539, Jun.
25, 1968.
[16] Petrus Wilhelmus Zweegers, “Mowing machines,” U.S. Patent US3395522, Aug.
06, 1968.
[17] Hermann Ruprecht, Singen; Josef Glunk, Gottmadingen, “Drum type mower,” U.S.
Patent US3772865, Nov. 20, 1973.
[18]
(Ngày kiểm tra 05/15/2020)
[19] (Ngày kiểm tra 05/15/2020)
[20]
(Ngày kiểm tra 05/15/2020)
[21] Quyết định số 179/2008/QĐ-SNN ngày 4/6/2008 của Sở Nơng nghiệp & PTNT
Bình Thuận “Quy trình sản xuất Thanh Long theo VIETGAP”
[22] (Ngày kiểm tra
05/15/2020)
[23]
(Ngày kiểm tra 05/15/2020)
[24] (Ngày kiểm tra 05/15/2020)
[25] (Ngày kiểm tra 05/15/2020)
111
[26] (Ngày kiểm tra 05/15/2020)
[27] (Ngày kiểm tra 05/15/2020)
[28] (Ngày kiểm tra 05/15/2020)
[29] />(Ngày kiểm tra 05/15/2020)
[30] Luận văn thạc sỹ của Phillip Johnson “ENERGY REQUIREMENTS AND
PRODUCTIVITY OF MACHINERY USED TO HARVEST HERBACEOUS
ENERGY CROPS”
[31] Sách “Cơ sở thiết kế máy” của Nguyễn Hữu Lộc
[32] ASAE D497.7 MAR2011 Agricultural Machinery Management Data
[33] Luận văn tiến sĩ của Eric Veikle “MODELING THE POWER REQUIREMENTS
OF A ROTARY FEEDING AND CUTTING SYSTEM”
[34] (Ngày kiểm tra 05/15/2020)
[35] Bài báo “mơ phỏng và phân tích kết cấu của cơ cấu phanh dầu từ trường simulation
and structure analysis of a magnetorheological brake”
[36] (Ngày kiểm tra 05/15/2020)
[37]
/>(Ngày kiểm tra 05/15/2020)
[38] (Ngày kiểm tra
05/15/2020)
[39] Catalog “V-belt”
[40] Sách “Sổ tay thiết kế cơ khí tập 2”
[41] Sách “Tính tốn thiết kế hệ thống dẫn động cơ khí” của Trịnh Chất
[42] Sách “Tính tốn thiết kế hệ thống dẫn động cơ khí” của Trịnh Chất
[43] (Ngày kiểm tra 05/15/2020)
[44] (Ngày kiểm tra 05/15/2020)
[45]
/>(Ngày kiểm tra 05/15/2020)
[46] (Ngày kiểm tra
05/15/2020)
[47] (Ngày kiểm tra
05/15/2020)
112
PHẦN III: PHỤ LỤC ĐÍNH KÈM
Hợp đồng thực hiện đề tài nghiên cứu khoa học
Thuyết minh đề tài đã được phê duyệt
Quyết định nghiệm thu
Hồ sơ nghiệm thu (biên bản họp, phiếu đánh giá, bảng tổng hợp điểm, bản giải
trình, phiếu phản biện)
5. Sản phẩm nghiên cứu (bài báo, bản vẽ, mơ hình.......)
1.
2.
3.
4.
113
PHỤ LỤC 1. TÍNH TỐN HIỆU QUẢ KINH TẾ
Để so sánh tính hiệu quả kinh tế giữa phương pháp cắt cỏ bằng máy cắt cỏ chuyên
dùng với các phương pháp cắt cỏ khác như: cắt thủ công bằng liềm và cắt bằng máy
cắt cỏ đeo vai. Nhóm nghiên cứu có khảo sát và thu thập số liệu về chi phí cắt cỏ của
từng phương án. Để thuận lợi cho việc tính tốn và so sánh về yếu tố hiệu quả kinh tế,
ta có thể đưa số liệu về theo một phương án cắt tiêu chuẩn. Nghĩa là, với năng suất cắt
của máy cắt cỏ đeo vai là 600 m2 trong một ngày, thì ta có thể đưa các số liệu chi phí
của các phương án cắt khác về diện tích chuẩn là 600 m2 để tính tốn và so sánh.
Cắt cỏ thử công bằng liềm.
Theo khảo sát thu thập ý kiến của nhóm nghiên cứu thì với cơng việc cắt cỏ thủ công
bằng liềm cho năng suất như sau:
Với một công lao động làm việc liên tục trong 2 giờ sử dụng liềm làm công cụ sẽ cắt
được 30 m2 cỏ dại trong vườn.
Nếu lấy diện tích cắt được trong một ngày của máy cắt cỏ đeo vai làm tiêu chuẩn là
A = 600 m2, thì thời gian một người lao động sử dụng liềm cắt được diện tích ấy sẽ
là:
600(𝑚2 )𝑥2(ℎ)
𝑡=
= 40 (ℎ) = 5 (𝑛𝑔à𝑦)
30 (𝑚2 )
Với tiền công lao động (𝑇𝑙đ ) làm việc một ngày 8 (giờ) là:
𝑇𝑙đ = 200. 000 (𝑉𝑁𝐷)
2
Thì với diện tích A = 600 m , thì chi phí cắt cỏ bằng liềm (𝐶𝑙𝑖ề𝑚 ) sẽ là:
𝐶𝑙𝑖ề𝑚 = 𝑡. 𝑇𝑙đ = 5 𝑥 200000 = 1.000.000 (𝑣𝑛đ)
Nghĩa là, với diện tích 600 m2 thì ta cần tốn khoảng 1.000.000 (vnđ) cho một lao động
làm việc liên tục 5 (ngày). Hoặc cũng với chi phí ấy ta cần tới khoảng 5 người để cắt hết
600 m2 cỏ trong một ngày.
Cắt cỏ bằng máy cắt cỏ đeo vai.
- Mức tiêu thụ nhiên liệu trung bình: 𝑀𝑁𝐿𝑇𝐵 = 0,7 (𝑙í𝑡/𝑔𝑖ờ)
- Diện tích tối đa cắt được trong một ngày (8 giờ): A = 150m2 x 4 = 600m2
Suy ra: Với diện tích A = 600m2, thì mức nhiên liệu tiêu thụ (𝑀𝑁𝐿𝑇𝑇 ) sẽ là:
𝑀𝑁𝐿𝑇𝑇 = 𝑀𝑁𝐿𝑇𝐵 . 8 = 0,7 𝑥 8 = 5,6 (𝑙í𝑡)
- Tiền cơng lao động (𝑇𝑙đ ) cho một ngày thực hiện công việc cắt cỏ trong 8 giờ:
𝑇𝑙đ = 200. 000 (𝑉𝑁𝐷)
Chi phí cắt cỏ trong một ngày với diện tích A = 600 m2 khi sử dụng máy cắt cỏ đeo vai
truyền thống sẽ là:
Bảng 1: Chi phí cắt cỏ bằng máy cắt cỏ đeo vai.
Stt Chi phí
1
2
Nhiên liệu
Cơng lao động
Đơn vị Số lượng
lít
h
Tổng:
5,6
8
Đơn giá (vnđ)
15.000
25.000
Thành tiền (vnđ)
84.000
200.000
284.000
114
Cắt cỏ bằng máy cắt cỏ của đề tài.
Dao loại C
- Vận tốc của dao cắt tốt nhất tại vận tốc tiến của máy là 0,8 m/s (2,88km/h), vận tốc
dao 45m/s cho năng suất cao nhất khoảng 0,23 ha/h, tiêu hao nhiên liệu là 8 lít/ giờ
- Giá máy 38 triệu đồng.
- Khấu hao máy: 5 năm
- Sửa chữa nhỏ 10% năm.
a. Danh mục thiết bị
STT
1
1
2
Danh mục máy sau hoàn
thành đề tài
2
Máy cắt cỏ hai dao năng suất vớt
2300 m2/h
Máy cày tay để làm động lực
cho máy cắt cỏ
Cộng tổng giá trị hệ thống
3
Giá thành
dự kiến
chuyển giao
4
1 máy
38.000.000
38.000.000
1 máy
12.000.000
12.000.000
đơn vị tính
b. Giá thành căt cỏ
Tính tốn thời gian làm việc của máy trong
b.1
năm
8
Thời gian làm việc trong năm
tháng
22
thời gian làm việc trong tháng
ngày
7
thời gian làm việc trong ngày
giờ
0,8
Hệ số sử dụng máy trong năm
0,8
Hệ số sử dụng máy trong tháng
112,6
Thời gian máy làm việc trong năm làm tròn
Ca
b.2 Tính tốn khấu hao, chi phí vận hành hệ thống máy
b.2.1 Hệ thống máy được khấu hao trong vòng 5 năm sử dụng
+ Giá trị khấu hao máy cắt cỏ hai dao trong vòng 1 năm là
+ Giá trị khấu hao máy cắt cỏ hai dao trong ca là
- Chi phí sửa chữa bảo dưỡng máy cắt cỏ hai dao trong năm tính
b.2.2
bằng 10% giá trị máy
- Chi phí sửa chữa máy cắt cỏ hai dao tính cho 1 ca máy
b.2.3 Chi phí nhiên liệu cho máy cắt cỏ hai dao hoạt động
+ Chi phí nhiên liệu cho máy cắt cỏ hai dao (tiêu hao nhiên liệu là 8
lít/giờ)
b.2.4
Tổng giá
5
50.000.000
10.000.000
88.778
5.000.000
44.389
1.226.960
+ Chi phí nhiên liệu phụ bổ sung cho máy, dầu nhờn, mỡ bơi trơn
bằng 5% chi phí nhiên liệu vận hành máy
61.348,0
Chi phí nhân cơng vận hành máy cắt cỏ hai dao 1 ca máy là 1 công
nhân bậc 3/7
327.458
115
b.2.5 - Lãi vay đầu tư tính = 10%/năm của giá thành thiết bị
- Chi phí lãi vay tính cho 1 ca máy hoạt động
b.3
Tổng chi phí cho máy cắt cỏ hai dao hoạt động trong 1 ca
b.4
Diện tích hệ thống máy trục vớt lục bình hoạt động trong ca máy
là: (2300 m2/h x 7 giờ)
b.5
Chi phí cho máy cắt cỏ hai dao hoạt động 1 m2
Hay chi phí cho máy cắt cỏ hai dao hoạt động cắt 600 m2 (làm
trịn)
5.000.000
44.389
1.793.323
16.100 m2
111,4
66.832
Như vậy so sánh chi phí 3 loại hình cắt cỏ ta nhận thấy chi phí dùng máy cắt cỏ hai
dao chỉ bằng 6,68 % chi phí cắt cỏ liềm và bằng 23,53 % cắt cỏ bằng máy đeo vay.
116
PHỤ LỤC II: HƯỚNG DẪN VẬN HÀNH VÀ BẢO TRÌ, BẢO DƯỠNG
MÁY CẮT CỎ ĐỀ TÀI
1.1. Hướng dẫn vận hành Máy cắt cỏ
1.1.1. Mơ tả Máy kéo xới Vikyno MK70
Hình 1.21: Máy kéo xới Vikyno MK70 trên thị trường
Thông số kỹ thuật máy kéo xới Vikyno MK70
Thơng số
Dài
Kích thước
Rộng
Cao
Trọng lượng (bao gồm động cơ)
Chiều rộng làm việc của bộ xới/số
lưỡi xới
Số tới
Vận tốc
Số lùi
Xới đất
Đơn vị
mm
mm
mm
kg
Giá trị
1400
960
1135
98
mm
800/24 lưỡi
2
1
2
Bánh hơi cao su
Bánh xe
Dùng puly căng đai
Truyền lực từ động cơ đến
trục chính qua 2 bộ đai hình V
Ly hợp chính
Hệ thống truyền lực
Chiều rộng giữa 2
bánh xe
Động cơ
Công suất định mức
Công suất tối đa
Nhiên liệu
Hệ thống khởi động
Hệ thống làm mát
mm
Kiểu
Loại
Hp/vịng/phút
Hp/vịng/phút
465-515
Động cơ xăng 170F
4 thì, 1 xy lanh
6.0/3600
7.0/3600
Xăng
Tay giựt
Gió
117
Lý do lựa chọn Máy kéo máy kéo xới Vikyno MK70 làm bộ phận dẫn động:
+ Máy có cơng suất động cơ phù hợp với năng suất yêu cầu đề tài
+ Nguyên lý vận hành đơn giản, chuyên dụng cho 1 người điều khiển
+ Kết cấu máy đơn giản, trọng lượng nhẹ
+ Các bộ phận máy chủ yếu liên kết tháo lắp, dễ dàng tháo dỡ đầu xới không sử dụng
và tích hợp các bộ phận của Đầu cắt cỏ vào máy
+ Máy vận hành dễ dàng trên địa hình đồng ruộng, vườn cây,..
+ Máy phổ biến trên thị trường và giá thành phù hợp với kinh phí của đề tài
1.1.2. Các bước vận hành Máy cắt cỏ
1.1.2.1. Chuẩn bị và kiểm tra máy
- Kiểm tra nhiên liệu
+ Kiểm tra mức xăng trước khi vận hành máy.
+ Châm xăng vừa đến cổ bình xăng.
Chú ý: Loại xăng sử dụng là xăng khơng chì, khơng pha lẫn tạp chất khác.
- Kiểm tra nhớt
+ Kiểm tra nhớt trong hộp số dẫn động (lượng nhớt, màu nhớt,..) đảm bảo khơng bị
rị rỉ nhớt
+ Nếu mức nhớt thấp thì phải châm thêm đến mức trên của que thăm nhớt.
+ Vặn nắp nhớt lại trước khi khởi động máy.
Chú ý: Để đảm bảo việc kiểm tra mức nhớt chính xác, ta phải đặt máy ở nơi bằng
phẳng và dừng máy khi kiểm tra.
- Kiểm tra lưỡi cắt
+ Kiểm tra xiết chặt các bulon và ốc vít của lưỡi cắt.
+ Kiểm tra độ cong vênh, sứt mẻ của lưỡi cắt.
- Kiểm tra lốp xe
+ Đảm bảo áp suất lốp xe trước khi vận hành
+ Cấp hơi đều cho 2 bánh, tránh tình trạng nghiêng đầu máy do áp suất lốp khơng
đều
- Kiểm tra địa hình vận hành:
+ Kiểm tra sơ bộ địa hình, đảm bảo không quá nhiều chướng ngại vật nguy hiểm
như: đá, vật nhọn kim loại,…
+ Vận hành trong địa hình khơng q dốc, lún hoặc gồ ghề
+ Không vận hành trong thời tiết mưa
1.1.2.2. Thao tác vận hành máy
Bước 1: Tùy chỉnh chiều cao máy
118
So thân người và vị trí cánh tay với chiều cao tay cầm của máy, tùy chỉnh theo chiều
cao và tư thế thoải mái nhất cho người vận hành, thường trong khoảng 70-90 cm
Bước 2: Khởi động máy
+ Khởi động động cơ Máy kéo: giựt dây kéo phía bên tay phải người vận hành, thao
tác dứt khoát, vừa đủ lực
Hình 1.22: Khởi động Máy kéo
+ Khởi động Đầu dao cắt: Kéo bộ căn đai trên hộp truyền động (phía bên tay trái)
vào vị trí ép sát bề mặt dây đai, tùy theo tốc độ quay của đầu dao mà người vận
hành ép con lăn trên bộ căn đai vào từng vị trí tăng đơ
Hình 1.23: Khởi động Đầu dao cắt
+ Điều chỉnh tay ga: Kéo cần gạt tay cầm bên phải và tùy chỉnh tay ga hợp lý. Lưu
ý: Lúc mới bắt đầu vận hành, nên tùy chỉnh mức ga thấp để dễ dàng vận hành
119
Hình 1.24: Điều chỉnh tốc độ di chuyển
+ Điều chỉnh tốc độ hộp số và hướng di chuyển tới/lùi: Kéo cần gạt hộp số bên trái
và tùy chỉnh số tới/lùi và tốc độ
Hình 1.25: Điều chỉnh hộp số tới/lùi
Bước 3: Vận hành máy
Sau khi thực hiện xong thao tác khởi động máy, người vận hành bóp tay ga và di
chuyển theo máy tiến về phía trước
Hình 1.26: Vận hành máy cắt cỏ
120
Lưu ý khi vận hành máy:
+ Trong quá trình vận hành, phải ln tập trung về phía trước để tránh các chướng
ngại vật và dừng máy đột ngột khi cần thiết.
+ Khơng di chuyển máy tới các địa hình dốc.
+ Khi vận hành, nếu có cảm giác tốc độ di chuyển chậm hơn hoặc đầu dao cắt bị kẹt
do lượng cỏ dày đặc thì lập tức giảm ga và tắt máy để kiểm tra.
1.2. Các nguyên tắc an toàn khi vận hành Máy cắt cỏ hai dao.
1.2.1. An toàn trong khâu chuẩn bị
+ Khi vận hành máy, phải mặc quần áo, đeo kính bảo hộ và giầy bảo hộ lao động,
không đi chân đất hoặc mang dép.
+ Kiểm tra các bộ phận bảo vệ, bộ phận che: bao che, xích bảo vệ an tồn trên máy
+ Đọc kỹ hướng dẫn sử dụng Máy kéo Vikyno MK70 của nhà sản xuất.
+ Kiểm tra toàn bộ khu vực làm việc, các chướng ngại vật và địa hình di chuyển
+ Đảm bảo dung tích và an tồn khi chiết xuất nhiên liệu xăng vào máy:
Để xăng trong bình xăng chuyên dụng
Không hút thuốc hoặc sử dụng các vật tạo lửa khi chiết xuất xăng
Đổ xăng trước khi khởi động máy, khơng đổ thêm xăng hoặc mở nắp bình
xăng khi máy đang chạy hoặc khi động cơ đang nóng
Nếu xăng chảy ra trong quá trình vận hành, lập tức dừng máy và xử lý sự cố,
không cố gắng khởi động máy và lau sạch vết xăng trên máy
Vặn chặt và kiểm tra lớp ron cao su nắp bình xăng, thay thế khi vặn không
chặt
+ Trước khi vận hành, kiểm tra các lưỡi dao, bulong lắp dao và các bulong liên kết
khác
+ Kiểm tra lượng nhớt hộp số truyền động, thêm nhớt định kỳ
+ Theo dõi tốc độ quay của 2 đầu dao, đảm bảo 2 đầu dao quay đều, khơng nghiêng
về 1 phía và khơng phát ra tiếng kêu lớn trong hộp số
1.2.2. An toàn trong khâu vận hành
121
+ Không vận hành máy nơi không gian hẹn, người vận hành dễ bị ngạt do hít nhiều
khói cacbon và nguy hiểm khi di chuyển
+ Chỉ chạy máy ban ngày và trong điều kiện ánh sáng tốt
+ Không vận hành máy trên địa hình dốc hơn 50
+ Đưa bộ căng đai và cần gạt hộp số về vị trí ban đầu trước khi nổ máy
+ Bóp tay ga từ từ, nhẹ nhàng khi vận hành, nhất là đến khúc cua hay quay đầu máy
+ Luôn cảnh giác với những địa hình nguy hiểm trước mắt: mơ đất cao, ổ gà,…
+ Tắt máy khi đi ngang qua đường hoặc nơi đông người
+ Không cho người khác đến gần khu vực cắt cỏ
+ Không tự ý thay đổi hoặc điều chỉnh những cài đặt hay kết cấu máy, không vận
hành máy quá tốc độ gây nguy hiểm cho người vận hành và người xung quanh
+ Trước khi hết ca làm việc, cần phải lưu ý:
Tắt máy, đưa cần gạt hộp số và bộ căng đai về vị trí cũ
Kiểm tra và vệ sinh các vị trí lưỡi cắt dễ bị quấn cỏ
Kiểm tra vị trí bình xăng có bị tràn hay hở nắp
Kiểm tra các kết cấu lắp ráp như bu lơng lắp dao, bánh xe
1.3. Bảo trì, bảo dưỡng Máy cắt cỏ
1.3.1. Bảo trì, bảo dưỡng các thiết bị
+ Kiểm tra, thêm chất bôi trơn (dầu nhớt, mỡ bị,..) vào những vị trí cần thiết: xích
dẫn, hộp số truyền động,..
+ Kiểm tra tồn bộ bu lơng, đai ốc, chốt trục, phe trục,..
+ Kiểm tra động cơ (âm thanh động cơ khác thường, khói đen,…), thay thế bộ lọc
xăng, lọc gió định kỳ
+ Thay thế dây đai định kỳ, sử dụng loại dây đai phù hợp tránh tình trạng dây đai bị
chùng hay cháy đai trong quá trình vận hành
+ Kiểm tra và thay thế giây giựt nổ máy
+ Thay thế dao cắt bị cong vênh, mẻ
Vệ sinh, bảo quản và làm sạch máy
+ Không sử dụng máy rửa áp lực cao để vệ sinh máy, nước có thể vào hộp số, bình
xăng,… làm giảm tuổi thọ máy
122
+ Không sử dụng các chất tẩy rửa quá mạnh để lau chùi, vệ sinh máy
+ Vệ sinh thường xuyên các bộ phận cần thiết sau mỗi ca làm việc như: măm dao
cắt, bánh xe, tay cầm,..
+ Làm sạch, tân trang máy định kỳ: tháo máy và kiểm tra bên trong các ổ trục, bánh
răng, bánh xích; sơn lại các bề mặt đã tróc, cũ để tránh ăn mịn
+ Khi khơng sử dụng trong thời gian dài thì nên lưu ý:
Rút hết xăng ở bình, cho khởi động máy cho đến khi cạn xăng
Kiểm tra bugi và ắc qui, tốt nhất nên tháo ắc qui và sạc, bảo quản nơi khô ráo
Nên bảo quản máy trong nhà, nơi khô ráo
1.3.2. Các vấn đề thường gặp của Máy cắt cỏ và cách nhận biết
Sự cố
Cách nhận biết
+ Không có xăng
Động cơ khơng khởi động
+ Bugi khơng đánh lửa
+ Ống dẫn xăng bị tắt
Động cơ hoạt động ga không
đều
+ Để số cao
+ Lọc gió, lọc xăng bị tắt
+ Chế hịa khí hay ống dẫn xăng bị tắt nghẽn
+ Làm việc quá tải
Động cơ quá nóng
+ Bi tắt nghẽn hệ thống làm mát
+ Hệ thống điện có vấn đề
+ 2 trống dao bị nghiêng
Máy bị rung lắc
+ Bulong lắp motor, hộp số bị lỏng
+ Bát đỡ hộp số bị nghiêng
+ Dao cắt bị cùn,
+ Bulong lắp dao bị lỏng
Kết quả cắt không đều
+ 2 trống dao bị nghiêng
+ Cỏ bị kẹt ở măm dao
+ Áp suất lốp xe không đều
+ Dây đai bị chùng, trượt
123
PHỤ LỤC III: QUY TRÌNH CƠNG NGHỆ CHẾ TẠO MỘT SỐ CHI TIẾT
QUAN TRỌNG TRONG MÁY CẮT CỎ
3.1. Lưu đồ quy trình cơng nghệ chế tạo
Các bộ phận của máy cắt cỏ đã được tính tốn và thiết kế tối ưu như đã trình bày ở
phần Tính tốn và thiết kế máy, tiếp đến ta thiết lập quy trình cơng nghệ gia công một
số các chi tiết làm việc quan trọng trong máy
Hình 3.11: Lưu đồ quy trình cơng nghệ chế tạo
Quy trình cơng nghệ sản xuất, chế tạo thiết bị sẽ bao gồm 08 nguyên công chế tạo
(NC):
+ NC1: Nguyên công chế tạo phôi
+ NC2: Nguyên công gia công chính xác
+ NC3: Ngun cơng chi tiết máy
+ NC4: Ngun công lắp ráp chi tiết máy
+ NC5, NC6: Nguyên công kiểm tra, thử nghiệm
+ NC7: Nguyên công lắp ráp chi tiết, thiết bị
+ NC8: Ngun cơng hồn thiện sản phẩm và xuất xưởng.
124
Mỗi ngun cơng trong quy trình cơng nghệ được diễn giải chi tiết dưới đây:
Nguyên công 1: Chế tạo phơi
Ngun cơng 2: Gia cơng chính xác
Ngun cơng 3: Chi tiết máy
125
Nguyên công 4 và 7: Lắp ráp
Các chi tiết máy sau gia công sẽ được bộ phận KCS kiểm tra, các chi tiết đạt yêu cầu
sau kiểm tra sẽ được chuyển sang lắp ráp, các chi tiết không đạt u cầu sẽ được gia
cơng lại (nếu cịn xử lý được) hoặc trở thành phế phẩm hồn tồn
Ngun cơng 5 và 6: Kiểm tra và thử nghiệm
Máy sau khi lắp ráp sẽ được kiểm tra và thử nghiệm bởi bộ phận KCS, nếu máy đạt
yêu cầu sẽ được chuyển sang Bộ phận hồn thiện sản phẩm (sơn, đóng gói,...) và nếu
máy không đạt yêu cầu sẽ được gia công và chỉnh sửa lại
Ngun cơng 8: Hồn thiện sản phẩm và xuất xưởng
Máy được bộ phận KCS kiểm tra và đạt yêu cầu sẽ được sơn phủ và đóng gói để hồn
thiện và xuất xưởng
126
3.1.2. Đánh giá về quy trình cơng nghệ
Quy trình cơng nghệ được xây dựng từ các nguyên công như trên đảm bảo được tính
liên tục trong q trình chế tạo. Kết hợp với các máy công nghệ hiện đại, quy trình này
giúp chế tạo các chi tiết một cách chính xác nhất, các bộ phận gia công và kiểm tra hồn
tồn chủ động trong q trình chế tạo, đảm bảo đáp ứng mọi yêu cầu phức tạp của các
chi tiết trong máy. Vì vậy, ta áp dụng quy trình này vào thực tế để gia công máy cắt cỏ
3.2. Máy công nghệ sử dụng trong gia công các chi tiết máy cắt cỏ
Các máy gia cơng đóng vai trị hết sức quan trọng trong quá trình chế tạo các chi tiết
máy, để đảm bảo các chi tiết được gia công chính xác theo u cầu thì ngồi việc thiết
lập một quy trình cơng nghệ khoa học, ta cần phải trang bị các loại máy móc, thiết bị
gia cơng phù hợp đáp ứng yêu cầu gia công kỹ thuật về kết cấu, kích thước, độ bóng bề
mặt,..
3.2.1. Máy phay đứng vạn năng FVHM-GS300A
Hình 3.12: Máy phay đứng vạn năng FVHM-GS300
[Nguồn: /> Thơng số kỹ thuật:
Bàn máy
- Kích thước bàn: 300x1270 mm
- Rãnh chữ T: 16x3x80 mm
Hành trình
- X/Y/Z bằng tay: 930x400x450 mm
- X/Y/Z tự động: 920 x 380 x 450 mm
Bước tiến
- Dọc: 22-384 mm/phút (6 bước)
- Bước tiến dọc nhanh: 1250 mm/phút
- Ngang: 50-2200 mm/phút
- Bước tiến đứng nhanh: 430 m/phút
Trục chính
- Mũi trục chính: N.S.T 40
127
- 16 cấp tốc độ
- Tốc độ trục chính: 75-3600 rpm (60 Hz)
- Góc xoay: 45 độ (trái và phải)
- Hành trình nịng trục chính: 140 mm
- Bước tiến nịng trục chính: 0.035/0.07/0.14 mm/vịng
- Khoảng cách từ mũi trục chính đến bàn: 95-545 mm
- Khoảng cách từ mũi trục chính đến cột: 190-690 mm
- Hành trình của dầm: 500 mm
Trục ngang
Động cơ
- Mũi trục chính: N.S.T 40
- Tốc độ trục chính: 65-1500 rpm
- Cấp tốc độ: 9
- Khoảng cách từ trục chính đến đáy dầm: 173 mm
- Khoảng cách từ trục chính đến bàn: 0-450 mm
- Trục đứng: 5HP-2/4P
- Trục ngang: 5HP-4P
- Bước tiến bàn dọc: 3/4HP-4P
- Bước tiến bàn ngang: 1/2HP-4P
- Bước tiến bàn (Đứng): 1/2 HP - 4P - 1/10
- Động cơ bơm làm mát: 1/8HP-2P
- Máy (LxWxH): 1740 x 1614 x 2007 mm
- Trọng lượng: 2350 kg
3.2.2. Máy cắt dây Wire EDM EXCETEK V350-Submerged
Thông số kỹ thuật máy cắt dây Wire EDM EXCETEK V350-Submerged
Hình 3.13: Máy cắt dây Wire EDM EXCETEK V350-Submerged
[Nguồn: />128
Kích thước bàn máy (mm)
700x500
Hành trình bàn máy (mm)
350x250
Đường kính dây cắt (mm)
0.15-0.3
Độ dày cắt max (mm)
200
Trọng lượng phôi max (kg)
450
Nguồn điện
13KVA/3Px220V
Kích thước máy (mm)
2050x2050x1980
Trọng lượng máy (kg)
2700
3.2.3. Máy tiện vạn năng
Hình 3.14: Máy tiện vạn năng NARA 9040
[Nguồn: Nhà sản xuất]
Thông số kỹ thuật:
+ Electro-magnetic brake Change gear
+ Sleeve/Center (No.7/6)
+ 4 jaw independent chuck (24")
+ Tail stock reduction (2-speeds)
+ Steady rest METAL JAW (20-245, 170-420, 400-600mm)
+ Steady rest ROLLER JAW (20-245, 170-420, 400-600mm)
+ Digital scale (2,3 Axis)
+ Swing over bed : 1000mm type
+ Distance Between Center (BC > 6000 mm)
+ Rapid feed device for carriageGap bed (1300mm)
3.2.4. Máy khoan đứng vạn năng Z5040A
129
Hình 3.15: Máy khoan đứng vạn năng Z5040A
Thơng số kỹ thuật
Khả năng khoan thép
Ø40mm
Khả năng taro
M27
Kiểu cơn trục chính
MT4
Hành trình trục chính
190 mm
Hành trình tối đa của bàn máy
520 mm
Khoảng cách từ tâm trục chính đến trụ máy
330 mm
Khoảng cách lớn nhất từ đầu trục chính đến bàn
630 mm
máy
Tốc độ trục chính
12 cấp
Dãy tốc độ
67~2500(Vịng/phút)
Đường kính trụ máy
Φ140 mm
Cơng suất động cơ chính
1.5/2.2 KW
Bơm làm mát: DB-6A
380V - 3 pha - 40W
Lưu lượng nước bơm làm mát
6 lít/phút
Kích thước bàn làm việc
450x390 mm
Khả năng xoay bàn làm việc
±45˚
Tốc độ ăn phơi
0.1-0.2-0.3mm/vịng
Kích thước máy LxWxH
920x560x2295 mm
Trọng lượng máy (N.W. /G.W.)
550/500 Kg
Ngồi các máy gia cơng chính, cần sử dụng một số thiết bị khác như: máy cưa,
máy hàn TIG và MIG, máy khoan cầm tay, máy cắt cầm tay,..
3.3. Cơ sở lý thuyết gia công các chi tiết máy
3.3.1. Tính cơng nghệ của chi tiết
Các chi tiết gia cơng phải đảm bảo u cầu về tính cơng nghệ: tiêu chuẩn hóa các
kích thước mặt trong và mặt ngồi cũng như các kích thước khác của chi tiết, đồng thời
hình dáng chi tiết phải đảm bảo cho việc ăn dao và thốt dao dễ dàng, ngồi ra chi tiết
đảm bảo được việc định vị an toàn và thuận tiện khi gia công
130
Những yêu cầu trên đây nhằm mục đích giảm chủng loại dụng cụ cắt, tăng khả năng
sử dụng các loại dụng cụ có năng suất cao và tạo khả năng thay thế các dụng cụ cắt
chuyên dùng bằng các dụng cụ cắt tiêu chuẩn, giảm số lần gá đặt chi tiết, giảm số lượng
và giá thành đồ gá, tăng độ chính xác gá đặt, nâng cao độ chính xác gia công và năng
suất lao động, giảm mức độ công vênh của chi tiết khi gia cơng, giảm chi phí cho tính
tốn và lập trình gia cơng
Qúa trình cơng nghệ là một phần của quá trình sản xuất trực tiếp làm thay đổi trạng
thái và tính chất bao hàm: thay đổi hình dạng, kích thước, tính chất và các vị trí tương
quan của chi tiết[3]:
+ Q trình cơng nghệ gia cơng cơ là q trình cắt gọt phơi để làm thay đổi hình
dáng và kích thước của nó
+ Q trình cơng nghệ nhiệt luyện là q trình làm thay đổi tính chất vật lý và hóa
học của vật liệu chi tiết
+ Q trình cơng nghệ lắp ráp là q trình tạo thành những quan hệ tương quan giữa
các chi tiết thông qua các loại liên kết mối lắp ghép
3.3.2. Chất lượng bề mặt gia công
Chất lượng bề mặt gia công phụ thuộc vào những yếu tố sau đây:
+ Tính chất của vật liệu gia công
+ Phương pháp gia công (tiện, phay, bào, mài,..)
+ Chế độ cắt (tốc độ cắt, lượng chạy dao, chiều sâu cắt)
+ Độ cứng vững của hệ thống công nghệ (Máy – Dao – Đồ gá – Chi tiết gia cơng)
+ Thơng số hình học của dao
+ Dung dịch trơn nguội
Nhiều cơng trình nghiên cứu đã chứng minh rằng, ma sát và độ mài mòn của bề mặt
chi tiết phụ thuộc vào chiều cao và hình dáng của độ nhám bề mặt và phương của vết
gia công
Thực tế cho thấy độ mòn ban đầu của chi tiết máy có thể san phẳng 65-75% chiều
cao của độ nhám và như vậy trong một số trường hợp điều kiện lắp ghép có thể bị phá
hỏng. Do đó độ hám bề mặt cần được chọn trên cơ sở trường dung sai[3]:
+ Khi đường kính lắp ghép > 50mm: Rz = (0,1÷0,15)
+ Khi đường kính lắp ghép trong khoảng 18÷50mm: Rz = (0,15÷0,2)
+ Khi đường kính lắp ghép < 18mm: Rz = (0,2÷0,25)
ở đây: trường dung sai và độ nhám Rz có đơn vị là m
Độ nhám bề mặt tăng có thể ảnh hưởng xấu đến độ bền của mối ghép lắp chặt vì khi
ép, độ nhám bề mặt bị chèn xuống làm cho độ bền của mối ghép giảm xuống. Độ nhám
bề mặt giảm (độ nhẵn bóng bề mặt tăng) cho phép nâng cao độ bền mỏi chi tiết. Độ
nhám bề mặt cịn ảnh hưởng hưởng lớn đến tính chống ăn mịn hóa học của lớp bề mặt
chi tiết[3].
131
3.3.3. Độ chính xác gia cơng
Độ chính xác là đặc tính chủ yếu của chi máy. Trong thực tế, ta khơng thể chế tạo chi
tiết có độ chính xác tuyệt đối bởi vì khi gia cơng xuất hiện sai số. Vì vậy, độ chính xác
gia cơng có thể rất khác nhau. Nâng cao độ chính xác gia cơng và độ chính xác lắp ráp
sẽ làm tăng độ bền và tuổi thọ máy
Nâng cao độ chính xác gia cơng cơ cho phép loại bỏ công việc điều chỉnh khi lắp ráp,
tạo điều kiện cho việc lắp lẫn hoàn toàn và thực hiện phương pháp lắp ráp theo dây
chuyền. Như vậy, không chỉ giảm nhẹ khối lượng lắp ráp mà còn giảm nhẹ công việc
sửa chữa khi vận hành máy[3].
Khi giải quyết vấn đề độ chính xác trong chế tạo máy, cần đảm bảo:
+ Độ chính xác gia cơng và lắp ráp với năng suất và hiệu quả kinh tế cao
+ Các thiết bị kiểm tra độ chính xác thực tế khi gia công và lắp ráp
+ Xác định dung sai của các ngun cơng và kích thước phơi, phương pháp đạt được
kích thước trong q trình gia cơng
Như vậy, độ chính xác của chi tiết được đánh giá theo các yếu tố sau:
+ Độ chính xác kích thước
+ Độ chính xác hình dáng hình học
+ Độ chính xác vị trí tương quan
Kết luận: Ngồi các yếu tố đã phân tích như trên, để đảm bảo qúa trình gia cơng
chế tạo các chi tiết trong máy gạch được chính xác và đảm bảo tính cơng nghệ thì cần
phải đáp ứng rất nhiều các điều kiện gia công khác như: chuẩn gia cơng, lượng dư
trong gia cơng, tính cơng nghệ kết cấu chi tiết, chọn phôi ban đầu,... và yếu tố con
người cũng đóng vai trị hết sức quan trọng trong q trình gia cơng, người thợ có tay
nghề và kiến thức chuyên ngành tốt sẽ vận hành máy móc và quản lý q trình gia
cơng tốt.
3.3.4. Quy trình cơng nghệ chế tạo một số chi tiết điển hình
3.3.4.1. Quy trình cơng nghệ chế tạo chi tiết dạng hộp
Đặc điểm chi tiết dạng hộp
Chi tiết dạng hộp gồm những chi tiết dạng khối rỗng (xung quanh có thành vách)
thường làm nhiệm vụ là chi tiết cơ sở để lắp các chi tiết khác lên nó tạo thành bộ phận
máy nhằm thực hiện một nhiệm vụ động học nào đó của máy[3].
+ Có nhiều vách, gân tăng cứng với độ dày mỏng khác nhau
+ Nhiều lỗ, mặt phẳng và phần lồi lõm cần gia công cho lắp ghép
+ Là loại chi tiết phức tạp, khó gia cơng
u cầu kỹ thuật chi tiết dạng hộp
+ Độ không đồng phẳng và không song song của các bề mặt chính trong khoảng
0,05÷0,1 trên tồn bộ chiều dài, độ bóng đạt Ra = 5÷1,25
132